車門玻璃導槽密封條裝配不良問題解決方法
2018-06-25 08:32:28賈曉東梁呂歡
裝備制造技術 2018年4期
賈曉東,梁呂歡
(上汽通用五菱汽車股份有限公司,廣西 柳州 545007)
汽車車門玻璃導槽密封條是一種重要的零部件,具有密封、防水、降噪、輔助車窗玻璃升降等功能,也可以覆蓋車門外露鈑金及焊點,起到美觀作用[1]。因此,車門玻璃導槽密封條的裝配質量,對整車品質有直接影響。在實際裝配過程中,經常出現玻璃導槽密封條裝配不良問題,主要表現為密封條與車門的外板不貼合,存在1.0~1.5 mm的間隙,影響外觀質量及客戶滿意程度。本文通過分析密封條與玻璃導槽的結構及裝配過程,提升密封條及玻璃導槽的制造質量,消除了玻璃導槽密封條裝配不良問題。
1 密封條與玻璃導槽的結構及裝配原理
車門玻璃導槽密封條主要成分為橡膠,按照結構的復雜程度,一般分為簡單型、普通型及復雜型。以普通型密封條為例,其中一種的斷面結構如圖1所示。密封條與玻璃導槽外側配合的區域,稱為外唇邊,與玻璃導槽內側配合的區域,稱為內唇邊。外唇邊與玻璃導槽的貼合程度,直接影響外觀質量。密封條下部為齒狀結構,在玻璃導槽上裝配后,有固定卡位作用,預防密封條在玻璃升降過程中脫出。
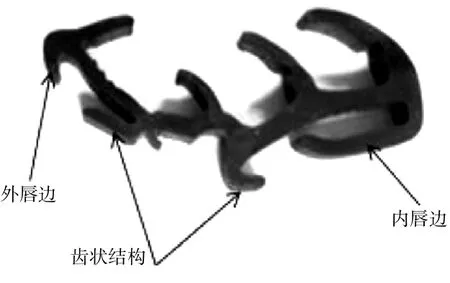
圖1 密封條斷面圖
玻璃導槽根據窗框的生產工藝,主要分輥壓式及焊接式兩種結構,但其結構類似。以焊接式玻璃導槽為例,需借助工裝夾具,將車門內板、玻璃導槽等零部件,通過焊接方式固定為內板焊合總成,然后通過滾邊機將內板焊合總成與外板合并成為車門總成,其斷面結構如圖2所示。
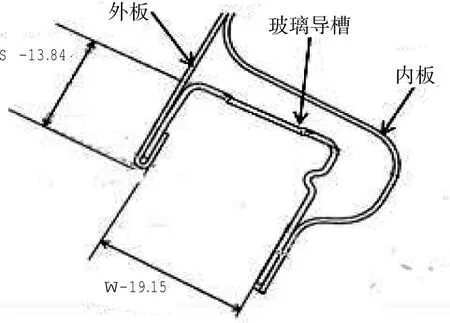
圖2 玻璃導槽斷面圖
玻璃導槽密封條安裝在車門窗框周圍,玻璃升降時,通過密封條的唇邊變形來輔助玻璃升降,保證玻璃升降平穩,并降低車輛在行駛過程中玻璃的振動及噪聲[2],其裝配原理如圖3所示,實際裝配狀態如圖4所示。密封條裝配后,密封條底部與玻璃導槽的底部接觸,齒狀結構與玻璃導槽內側的鈑金凸起接觸并固定卡位。密封條內唇邊,被安裝在車門內板位置,包裹了內板切邊及焊點。密封條外唇邊,安裝后與車門外板貼合。裝配不良問題,集中出現在密封條外唇邊與車門外板配合區域。
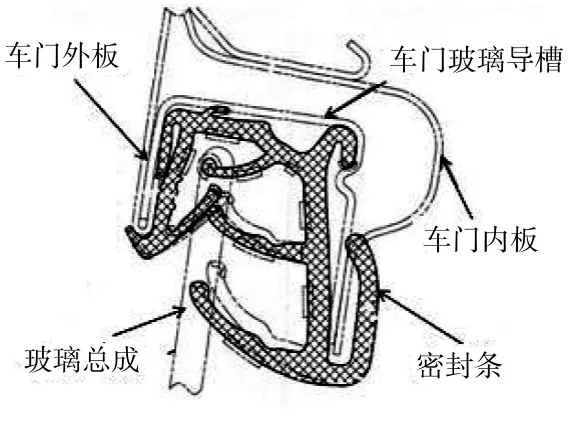
圖3 密封條裝配原理圖

圖4 密封條實際裝配狀態圖
2 密封條裝配不良問題產生原因
根據對玻璃導槽密封條的裝配原理分析,導致裝配不良問題的原因,主要有如下三方面:
(1)密封條外唇邊高度過高,安裝后唇邊與車門外板不貼合,密封條與車門外板之間出現間隙;
(2)玻璃導槽的寬度過大,密封條安裝后與玻璃導槽貼合力不足,隨著玻璃升降,密封條松脫,與車門外板之間出現間隙;
(3)玻璃導槽的深度過小,密封條與玻璃導槽底部干涉,無法安裝到位,密封條唇邊與車門外板之間出現間隙。
因此,密封條唇邊尺寸、玻璃導槽寬度及深度,是影響玻璃導槽密封條裝配質量的關鍵尺寸。
密封條唇邊尺寸,常用的檢測方法有投影法與檢具測量。由于密封條結構復雜、材質較軟,因此一般采用投影法為主,檢具測量為輔的檢測方法。投影法是將密封條截取2 mm厚度的切片,通過投影機將密封條斷面放大10倍并在屏幕上投影,然后將投影圖與10倍放大的設計圖調整至最大吻合位置并對比差異,如圖5所示。檢具是參考玻璃導槽的尺寸,按照1∶1比例制作的全尺寸金屬模型。檢具測量時,將密封條截取2 mm厚度的切片,安裝在檢具上,模擬密封條裝配進行尺寸確認,如圖6所示。

圖5 投影法測量
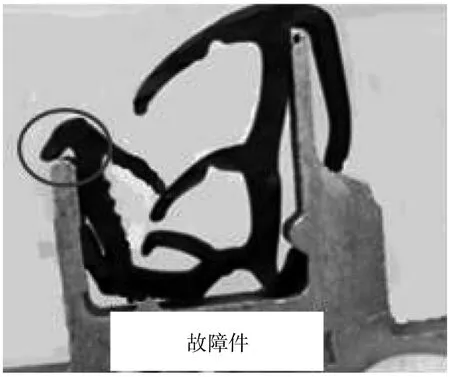
圖6 檢具測量
測量結果顯示:在投影圖上,密封條外唇邊的位置與圖紙不吻合,外唇邊相對圖紙輪廓偏高約1.0 mm.在檢具上,外唇邊與檢具也有約1.0 mm間隙。測量結果與實際裝配不良的故障模式一致。因此,密封條外唇邊高度偏高,是密封條裝配不良的原因。
玻璃導槽寬度及深度尺寸,需借助游標卡尺測量。根據圖2中所示玻璃導槽的斷面結構圖,玻璃導槽寬度(W)的設計值為19.15 mm,深度(S)的設計值為13.84 mm,尺寸公差均按照±0.75 mm計算。對密封條裝配不良的玻璃導槽,取5個測點并依次編號1~5,測點分布位置如圖7所示,玻璃導槽的寬度及深度尺寸測量結果如表1所示。

圖7 玻璃導槽測點分布圖
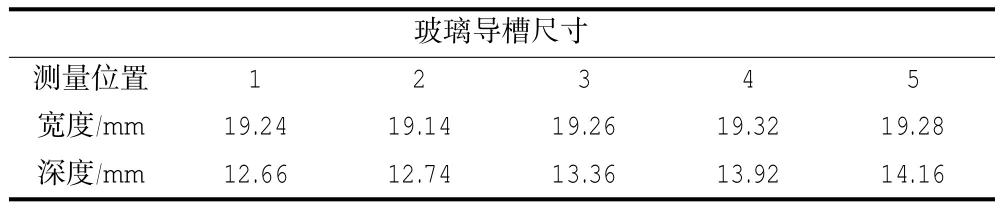
表1 玻璃導槽尺寸
測量結果顯示:玻璃導槽的寬度在19.14~19.32 mm之間,尺寸穩定,均在(19.15±0.75)mm的工藝范圍;玻璃導槽的深度在12.66~14.16 mm之間,前端深度相對設計值偏小約1.0 mm,超出(13.84±0.75)mm的工藝范圍。因此,玻璃導槽前端深度偏小,也是密封條裝配不良的原因。
3 密封條裝配不良問題的解決方法
根據對密封條裝配不良問題的調查,密封條外唇邊高度偏高、玻璃導槽深度局部偏小,是玻璃導槽密封條裝配不良的主要原因。針對密封條外唇邊高度偏高問題,通過改進密封條生產工藝與設備,來實現外唇邊尺寸的調整。改進后的密封條驗證件,分別采用投影法及檢具測量進行尺寸確認,如圖8、圖9所示。測量結果顯示:密封條外唇邊投影圖與圖紙位置吻合,外唇邊與檢具貼合,密封條驗證件外唇邊尺寸合格,達到了設計要求。
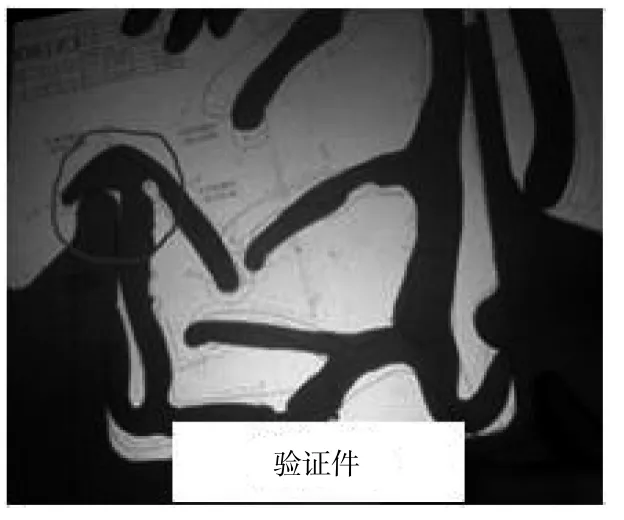
圖8 投影法測量
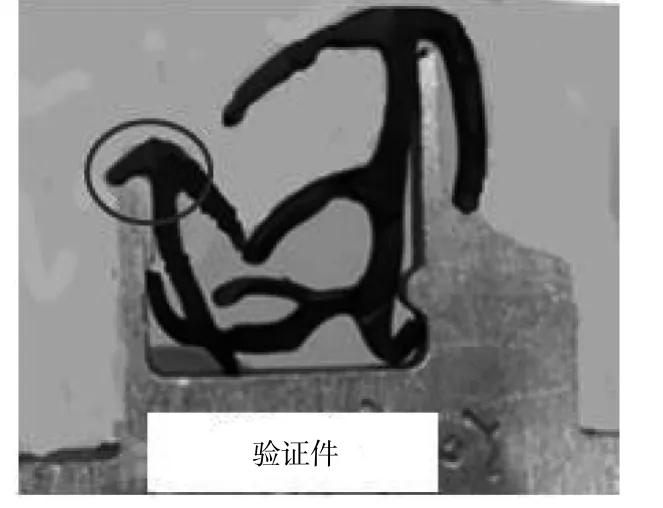
圖9 檢具測量
玻璃導槽的深度尺寸,需要通過調整玻璃導槽的焊接工裝完成,其定位工裝如圖10所示。根據玻璃導槽工裝定位原則及玻璃導槽的結構分析:玻璃導槽的前、后定位銷相對車門偏上,玻璃導槽底部相對車門外板邊緣距離增大,玻璃導槽的深度增加;玻璃導槽的前、后定位銷相對車門偏下,玻璃導槽底部相對車門外板邊緣距離減小,玻璃導槽的深度減小。結合表1中玻璃導槽尺寸測量結果,玻璃導槽前端深度相對設計值偏小約1.0 mm,因此,將其前定位銷往上調整1.0 mm.調整后,對玻璃導槽寬度、深度尺寸測量確認,如表2所示。

圖10 玻璃導槽定位工裝
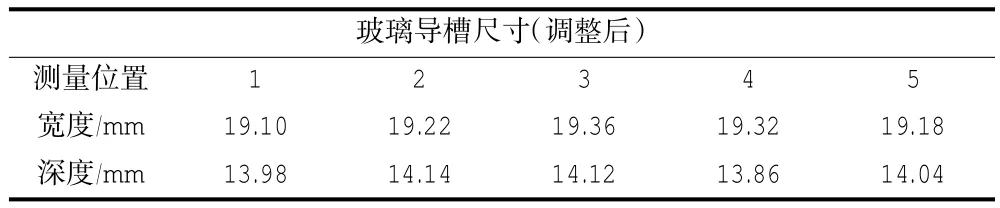
表2 調整后的玻璃導槽尺寸
測量結果顯示:玻璃導槽的寬度在19.10~19.36 mm之間,均在(19.15±0.75)mm的工藝范圍,并沒有因定位銷的調整出現異常變化;玻璃導槽的深度在13.86~14.14 mm之間,達到了(13.84±0.75)mm的工藝范圍。
密封條與玻璃導槽的尺寸調整前,密封條普遍存在裝配不良問題,部分密封條與車門外板的間隙達到了1.5 mm,如圖11所示。密封條與玻璃導槽的尺寸調整后,對裝配質量驗證,密封條與車門外板貼合緊密,不存在裝配不良問題,如圖12所示,相對調整前,密封條裝配后的外觀質量有了明顯提升。

圖12 裝配合格狀態
密封條與玻璃導槽調整后,密封條與車門外板不貼合等裝配不良等質量問題頻次明顯降低,問題得到了有效抑制。對該車型玻璃導槽密封條裝配不良問題統計,其PPH(每百輛車缺陷數)降低了99.7%,質量提升效果明顯。
4 結束語
本文通過分析密封條與玻璃導槽的結構及裝配原理,識別出影響玻璃導槽密封條裝配質量的關鍵尺寸,然后對關鍵尺寸確認并改進,最終消除了玻璃導槽密封條裝配不良問題。該問題的解決經驗,也可用于其他車型類似問題的解決。在新車型開發過程中,可提前識別這些關鍵尺寸,采取有效控制措施并確保裝配質量合格,進一步提升乘用車的外觀感知質量。
[1]黃燕敏.轎車玻璃導槽密封條結構改進方法[J].汽車技術,2013,44(6):39-43.
[2]田 永,韋 俊.汽車車門密封條系統的結構與功能研究[J].汽車工程師,2012,39(8):17-20.
猜你喜歡
中學生數理化·八年級物理人教版(2021年12期)2021-12-31 03:23:08
中學生數理化·七年級數學人教版(2020年11期)2020-12-14 06:59:52
中學生數理化·中考版(2020年10期)2020-11-27 01:59:48
中學生數理化·八年級物理人教版(2019年9期)2019-11-25 07:33:02
中國生殖健康(2019年2期)2019-08-23 08:12:08
中學生數理化·八年級物理人教版(2019年3期)2019-04-25 06:20:54
藝術品鑒證.中國藝術金融(2018年8期)2019-01-14 01:14:28
藝術品鑒證.中國藝術金融(2018年10期)2019-01-08 02:44:26
藝術品鑒證.中國藝術金融(2018年12期)2018-08-26 06:03:48
中學生數理化·八年級物理人教版(2018年3期)2018-05-31 08:52:45
