小齒輪軸失效分析及工藝改進
2018-06-20 09:08:26齊永豐張玉光
金屬加工(熱加工) 2018年6期
■ 齊永豐,劉 蘋,張玉光

球磨機是在礦山、冶金、建材、水泥、化工及電力等基礎工業(yè)部門中廣泛使用的粉碎機械設備。小齒輪件是傳動裝置上的關鍵部件,小齒輪與小齒輪軸為分體式,采用鍵聯(lián)接方式。
1. 小齒輪軸基本信息
某公司小齒輪軸材質(zhì)選用40CrMnMo鋼,規(guī)格為φ420mm×2760mm,凈重1965kg,經(jīng)鍛造、粗車、無損檢測、調(diào)質(zhì)(硬度228~269HBW)、精車、銑鍵槽等工序加工而成,鍛造及熱處理質(zhì)量直接影響小齒輪軸的使用壽命。
該小齒輪軸于2016年開始使用,運行約14個月時斷裂,斷裂位置在軸與齒輪結合區(qū)域內(nèi),如圖1箭頭所示。為查找該小齒輪軸斷裂的主要原因,對其進行了化學成分分析、金相組織觀察、斷口組織觀察和力學性能測試等。

圖1 小齒輪軸示意

圖2 小齒輪部正常工作狀態(tài)

圖3 斷裂小齒輪軸(拆卸現(xiàn)場)

圖4 斷裂小齒輪軸

圖5 取樣部位示意
小齒輪正常工作狀態(tài)如圖2所示。斷裂小齒輪軸宏觀形貌如圖3、圖4所示,小齒輪軸沿徑向斷裂,斷裂部位在小齒輪內(nèi),距齒輪端面約100mm處,斷口邊緣及齒輪內(nèi)表面磨損嚴重(見圖4箭頭)。齒輪外表面未見明顯磕碰傷、變形等異常情況。在斷裂小齒輪軸上取樣(取樣部位見圖5),分別進行斷口、金相組織、化學成分、力學性能等檢測。
2. 斷口檢測
(1)斷口宏觀檢測 對應面斷口宏觀形貌如圖6、圖7所示。斷口平齊,邊緣及附近區(qū)域無宏觀塑性變形,顯示脆性斷裂特征。斷口靠外沿大部分區(qū)域(約占周長的2/3)磨損嚴重,磨痕沿圓周方向呈帶狀分布,摩擦熱還導致磨損面呈藍黑色,是小齒輪軸斷裂瞬間系統(tǒng)仍繼續(xù)運轉(zhuǎn)所致。正常斷面十分光滑,有黑色油污,隱約可見呈不同方向擴展的貝紋線花樣,由此可按三個方向追溯其斷裂源所在位置產(chǎn)生于軸的外表面,為多源疲勞斷裂。圖7是唯一未受嚴重磨損的斷裂源區(qū)域(部分磨損)的宏觀形貌,斷裂源位于軸外表面(見圖5及圖7箭頭處),斷裂源區(qū)及附近除側(cè)面小凹坑外(見圖8箭頭處),未見其他宏觀缺陷。
(2)斷口微觀檢測 用掃描電鏡觀察了斷口微觀形貌,如圖9所示。斷裂源區(qū)在齒輪軸外表面,斷面磨痕明顯,斷裂擴展區(qū)隱約可見疲勞輝紋。

圖6 小齒輪軸斷口
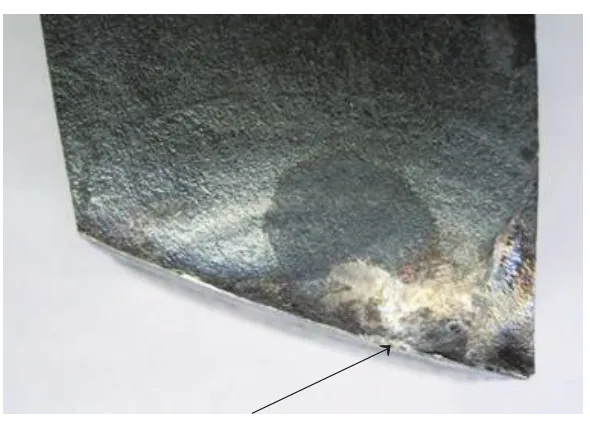
圖7 一處斷裂源區(qū)宏觀形貌

圖8 一處斷裂源側(cè)面宏觀形貌

圖9 斷口二次電子像
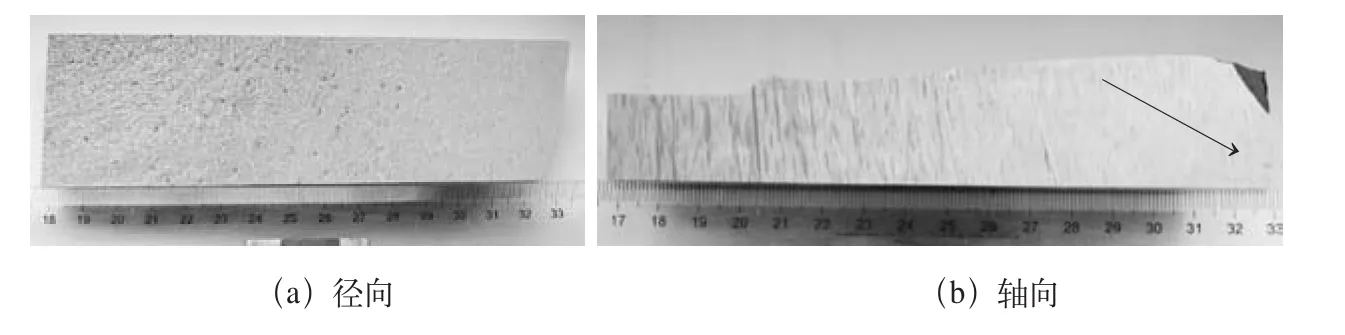
圖10 低倍組織
3. 金相組織檢測
(1)低倍組織檢測 分別沿徑向和軸向截取了始于斷口的低倍檢測樣品,低倍組織檢測結果如圖10所示。圖中右側(cè)均為軸的斷裂面。依據(jù)GB/T 1979—2001標準低倍組織評定為一般疏松0.5級,一般斑點狀偏析1.5級,無其他低倍組織缺陷。軸向樣品斷口處存在深約2mm的小裂紋,如圖10b箭頭所示。從軸外表面至心部均可見嚴重的枝晶組織,調(diào)質(zhì)層較淺,調(diào)質(zhì)層深度約為50mm。
(2)金相檢測 圖11為小齒輪軸非金屬夾雜物檢測結果,參照GB/T 10561—2005標準評定為:A類0級,B類粗系1級,C類0級,D類粗系1.5級,DS類1.5級。 圖12~圖14為齒輪軸軸向由表層至150mm處金相組織;圖15~圖17為齒輪軸徑向由表層至150mm處金相組織。由表面至心部均可見嚴重枝晶組織,軸向觀察枝晶組織趨于帶狀。外表面組織為回火索氏體+少量鐵素體;距表面50mm處組織為珠光體+鐵素體+回火索氏體;距表面150mm處組織為珠光體+鐵素體。心部組織晶粒度:8級。
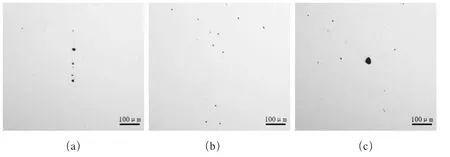
圖11 非金屬夾雜物(100×)
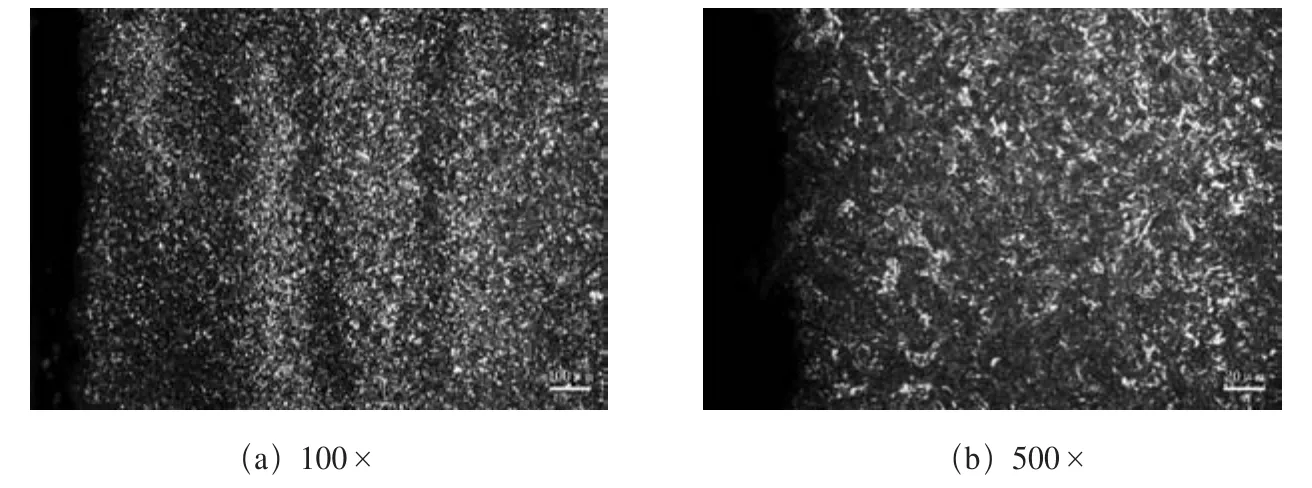
圖12 表層組織(軸向)
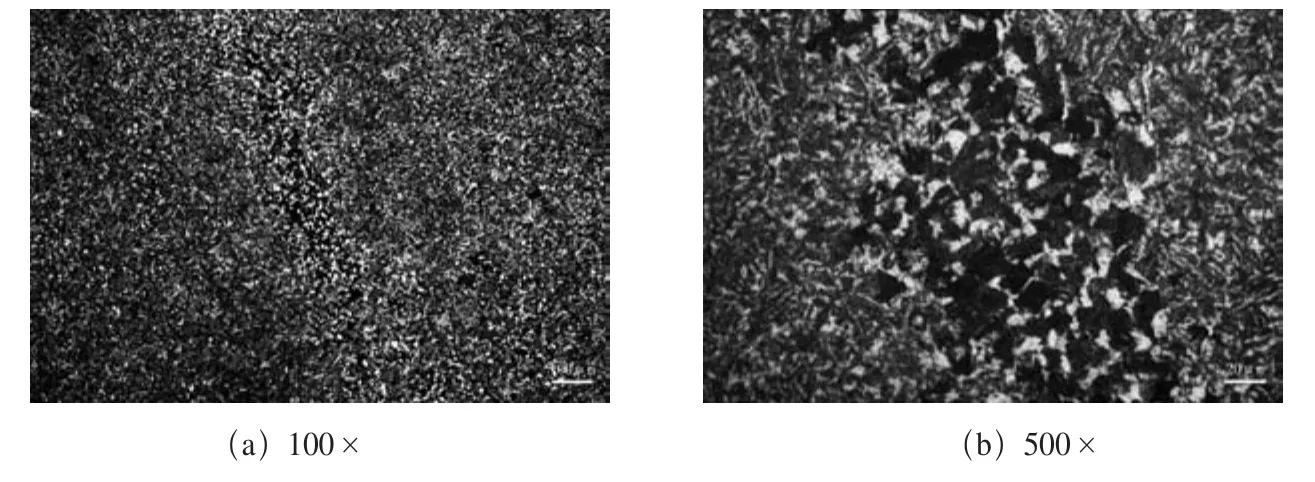
圖13 距表層50mm組織(軸向)
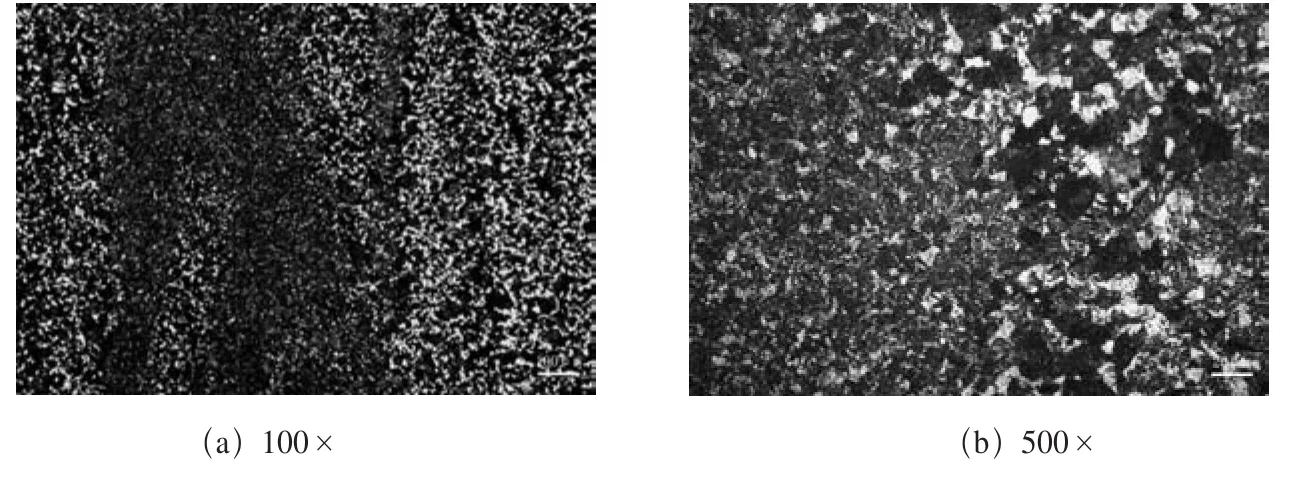
圖14 距表層150mm組織(軸向)

圖15 表層組織(徑向)

圖16 距表層50mm組織(徑向)

圖17 距表層150mm組織(徑向)
4. 化學成分檢測
化學成分檢測結果如表1所示,參照JB/T 6396—2006標準《大型合金結構鋼鍛件 技術條件》,對化學成分的檢測值和標準值進行了對比,小齒輪軸檢測結果符合標準中40CrMnMo鋼的規(guī)定。
5. 力學性能檢測
從小齒輪軸外表面沿徑向截取了力學性能試樣,依據(jù)標準JB/T 6396—2006中40CrMnMo鋼的規(guī)定,按相關條款對橫向截取力學性能樣品的標準值進行了修正,檢測結果如表2所示。檢測與規(guī)定值的比對結果顯示,屈服強度不符合標準要求,較標準值低。小齒輪軸硬度梯度檢測結果如表3所示,符合圖樣技術條件要求。
6. 檢測結果分析與結論
(1)斷裂小齒輪軸化學成分無異常,符合相關技術條件規(guī)定。依據(jù)JB/T 6396—2006標準規(guī)定,對力學性能指標的標準值進行了修正,在小齒輪軸徑向取樣的力學性能檢測結果中,抗拉強度、斷后伸長率、斷面收縮率、沖擊吸收能量及硬度合格,屈服強度低于標準要求,該結果可能與徑向取樣的影響有關。
(2)金相組織檢測結果顯示,小齒輪軸由表面至心部均可見嚴重枝晶偏析組織,說明枝晶組織并未在鍛造過程中得以消除或改善。枝晶組織是合金在凝固過程中由于碳或其他合金元素偏聚而導致的材料基體組織不均勻現(xiàn)象,會使材料的力學性能降低,影響構件的疲勞壽命。此外,小齒輪軸調(diào)質(zhì)層較淺,也會對軸的使用壽命產(chǎn)生影響。
(3)小齒輪軸斷裂部位在齒輪內(nèi)距端面100mm處的軸齒結合區(qū),該部位并非軸的鍵槽所在位置或其他應力集中區(qū)域。斷裂源產(chǎn)生于小齒輪軸外表面,為多源斷裂,斷裂源區(qū)未見明顯宏觀缺陷,說明斷裂部位是軸的薄弱區(qū)域。
通過上述分析得出以下結論:小齒輪軸存在嚴重枝晶組織,降低了材料的力學性能;調(diào)質(zhì)層較淺,對疲勞性能也有一定影響。小齒輪軸已使用一年有余,但由于其疲勞壽命不高,當系統(tǒng)運行過程中,不斷承受交變外應力作用時,在軸表面薄弱部位萌生了多個疲勞源,引發(fā)了小齒輪軸的多源疲勞斷裂。
7. 熱加工工藝改進
(1)鍛件用鋼應采用堿性電爐冶煉,也可采用保證質(zhì)量的其他方法冶煉。
(2)提高鍛件質(zhì)量,確保鍛件無縮孔和嚴重的偏析,鍛件應在有足夠噸位的鍛壓設備上鍛造成形,確保鍛透和組織均勻。毛坯鍛造后,還應進行適當?shù)念A備熱處理,如增加鍛后正火、退火工藝,以改善組織,消除鑄態(tài)組織對工件疲勞強度的影響。
(3)調(diào)質(zhì)過程中,根據(jù)每件小齒輪軸的具體化學成分制訂調(diào)質(zhì)工藝,并要求嚴格執(zhí)行熱處理工藝。工件擺放在加熱爐的均溫區(qū),加熱應盡量均勻,以減少加熱時的熱應力,必要時應進行預熱。要保證加熱溫度和保溫時間,控制工件出爐入油速度,保證淬火冷卻介質(zhì)的冷卻能力,及時回火,并在回火出爐后校直。
(4)小齒輪軸屈服強度未達到標準要求,可以適當降低回火溫度,提高工件的抗拉強度和屈服強度,以滿足小齒輪軸的使用要求。

表1 化學成分(質(zhì)量分數(shù))檢測結果 (%)

表2 力學性能檢測結果與標準值對照

表3 距小齒輪軸表面硬度梯度檢測結果
猜你喜歡
材料與冶金學報(2022年2期)2022-08-10 09:15:46
云南化工(2021年11期)2022-01-12 06:06:14
中學生數(shù)理化·七年級數(shù)學人教版(2021年6期)2021-11-22 07:50:58
中學生數(shù)理化·七年級數(shù)學人教版(2021年6期)2021-11-22 07:50:58
中學生數(shù)理化·七年級數(shù)學人教版(2021年6期)2021-11-22 07:50:58
中學生數(shù)理化·七年級數(shù)學人教版(2020年12期)2021-01-18 06:57:46
中學生數(shù)理化·七年級數(shù)學人教版(2020年12期)2021-01-18 06:57:46
山東冶金(2019年3期)2019-07-10 00:54:00
海峽科技與產(chǎn)業(yè)(2016年3期)2016-05-17 04:32:12
中國塑料(2015年12期)2015-10-16 00:57:14
