激光熱處理對小尺寸鉚釘QPQ滲層的影響
2018-06-20 09:08:32李文川沈華勤陳東惠
金屬加工(熱加工) 2018年6期
■ 李文川,沈華勤,陳東惠

QPQ處理是金屬表面強(qiáng)化技術(shù)之一。其工藝過程是在金屬鹽浴復(fù)合處理后,為了降低表面、粗糙度值,對工件表面進(jìn)行一次拋光,然后再在鹽浴中做一次氧化。用途主要集中在提高產(chǎn)品的耐磨性、耐蝕性和減少產(chǎn)品變形方面。
近年來,激光熱處理技術(shù)得到廣泛的應(yīng)用。由于激光熱處理冷速極快,因此激光處理后的表面晶粒比常規(guī)淬火更細(xì),激光淬火后表面硬度也比常規(guī)淬火或高頻感應(yīng)淬火后表面硬度高。采用兩種或多種表面處理技術(shù)的復(fù)合處理已經(jīng)成為一種趨勢,也出現(xiàn)了深冷和QPQ技術(shù)的復(fù)合處理、激光硬化和QPQ技術(shù)的復(fù)合處理。
我公司開發(fā)的鋸石鏈產(chǎn)品最常見的失效方式是鉚釘?shù)哪p引起節(jié)距拉長,導(dǎo)致鏈條與導(dǎo)輪無法很好地配合。QPQ處理后能提高鉚釘表面的耐磨性,但QPQ的白亮層一旦磨損,內(nèi)部硬度更低的擴(kuò)散層并無很好的耐磨性,鉚釘就會(huì)加速失效。為了進(jìn)一步提高鉚釘表面的耐磨性,我們采用了QPQ+激光熱處理的方法。
本文主要探索了不同激光熱處理工藝對QPQ后的鉚釘表面層的影響。
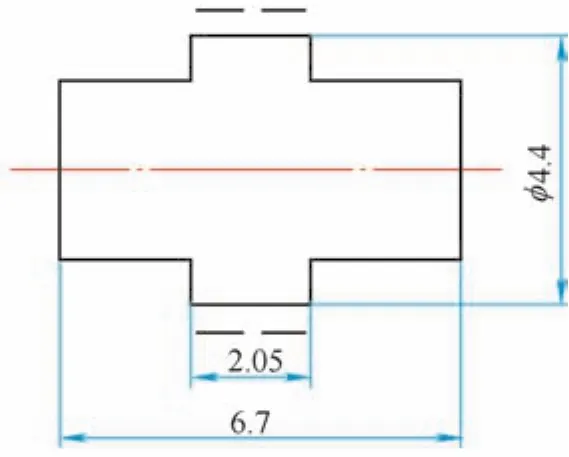
圖1 鉚釘結(jié)構(gòu)示意(虛線處需要激光淬火)
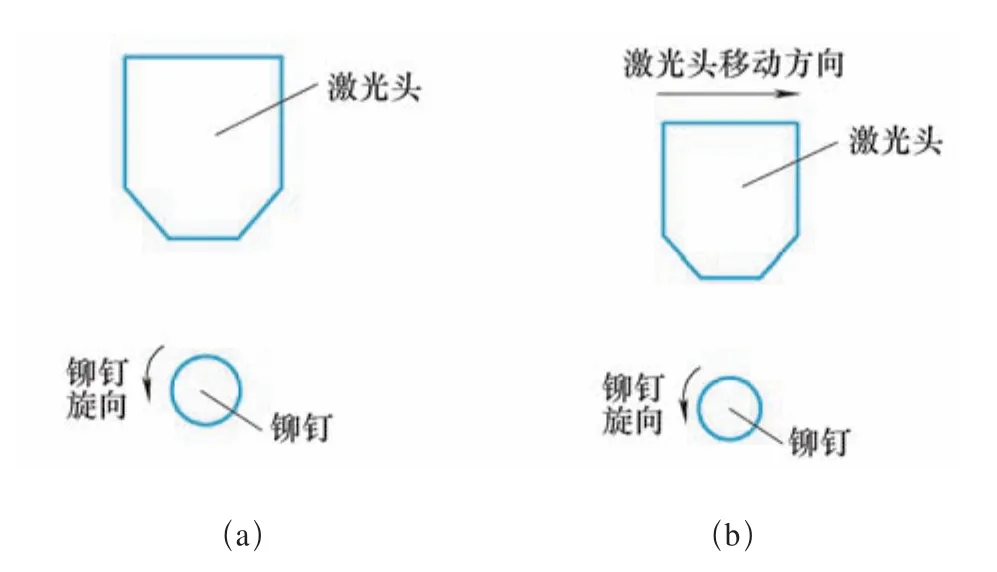
圖2 鉚釘激光處理過程示意
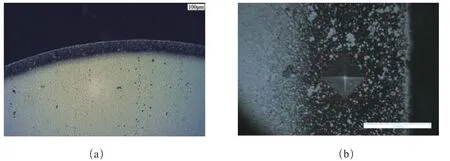
圖3 鉚釘QPQ后金相組織
1. 試驗(yàn)方法
試驗(yàn)采用鉚釘實(shí)物零件,結(jié)構(gòu)如圖1所示,虛線部分進(jìn)行激光淬火處理。材料采用軸承鋼,為了減少Q(mào)PQ處理工藝的影響,試驗(yàn)過程中采用的是同一批QPQ處理后的零件。
激光熱處理過程中采用的是LDM2000-60光纖耦合半導(dǎo)體激光器,功率選擇了350~600 W,離焦量選擇205mm,使得矩形激光光斑剛好覆蓋鉚釘需要處理部分的長度。激光處理過程采用圖2所示的兩種方式。圖2a中,先讓鉚釘自轉(zhuǎn),轉(zhuǎn)速一定,再打開激光控制開關(guān),激光照射一定時(shí)間后,依次關(guān)閉激光控制開關(guān)和鉚釘旋轉(zhuǎn)開關(guān)。圖2b中,先讓鉚釘自轉(zhuǎn),轉(zhuǎn)速一定,再打開激光控制開關(guān),激光照射一定時(shí)間后,激光頭沿圖示方向移動(dòng),待光斑全部離開鉚釘之后關(guān)閉激光控制開關(guān)和鉚釘停止轉(zhuǎn)動(dòng)。整個(gè)過程由程序控制。
通過金相顯微鏡(BM-4XF)、顯微硬度計(jì)(HV-1M)對激光熱處理后的組織金相觀察、硬度測試。為了更好反映鉚釘激光熱處理后表面一圈的情況,檢測部位選擇鉚釘圓截面“十”字方向的4個(gè)位置。
2. 試驗(yàn)結(jié)果及分析
(1)激光功率對QPQ層的影響 圖3是鉚釘QPQ后的金相組織圖,從圖中可以看出QPQ后,鉚釘?shù)谋砻嬗砂琢翆雍蛿U(kuò)散層組成。整個(gè)白亮層和擴(kuò)散層厚度約為0.07mm。由于白亮層太薄,硬度測量比較困難,對擴(kuò)散層進(jìn)行硬度測試(距離表面0.04mm處),硬度為476HV,硬度測試壓力載荷0.3kg·f(1kg·f=9.8N,下同)。
對鉚釘激光熱處理采用的激光功率分別是450W、500W和600W,激光照射時(shí)間是均為0.65s,在鉚釘?shù)霓D(zhuǎn)速一定的條件下,該時(shí)間剛好處理到鉚釘?shù)囊蝗Α?/p>
圖4是功率450W時(shí)鉚釘截面不同部位的金相。從圖中可以看出,在該功率處理下,鉚釘?shù)陌琢翆幼儽。瑫r(shí)擴(kuò)散層并沒有加深。擴(kuò)散層的硬度為744.1HV(距離表面0.04mm處)(見圖4e),比單純QPQ后擴(kuò)散層的硬度明顯提高。在4個(gè)部位的擴(kuò)散層與基體交接處(距離表面約0.07mm距離)硬度分別為478.8HV、387.2HV、637.2HV、591.2HV,可見其硬度不均勻。
圖5是功率500W時(shí)鉚釘截面不同部位的金相圖。從圖5的4幅圖中可以看出,圖5b表面白亮層消失了,其余圖白亮層變薄;從圖中擴(kuò)散層與基體的界限距表面距離可以看出,擴(kuò)散層并沒有增厚。白亮層仍存在的部位,擴(kuò)散層和基體交界處的硬度比較接近,分別為527.9HV、525.3HV、575.9HV,平均值為543.03HV,而白亮層完全溶解的部位(見圖5b),在擴(kuò)散層與基體交接處硬度約為674.2HV,硬度明顯比白亮層存在的部位高。從白亮層完全消失,我們推測可能是該處吸收的能量高,淬火溫度高,最終淬火硬度比白亮層存在部位更高。
圖6是功率600W時(shí)鉚釘截面不同部位的金相。從圖中檢測的四個(gè)部位可以看出,有1/2白亮層完全消失了,其余1/2白亮層變薄;在白亮層仍存在的部位,擴(kuò)散層和基體交界處的硬度值分別為655.6HV、623.8HV;圖6c白亮層完全消失的部位,擴(kuò)散層與基體的界面較模糊,硬度為678HV(與圖5b結(jié)構(gòu)類似);圖6d則完全看不清QPQ的擴(kuò)散層,在距離表面0.07mm處測量其硬度為641.2HV,距離表面0.04mm處硬度為465.4HV(見圖6e)。對于過共析鋼,如果加熱溫度超過Accm,碳化物完全溶入奧氏體中,不僅使得奧氏體中含碳的質(zhì)量分?jǐn)?shù)提高,還會(huì)使點(diǎn)Ms和Mf降低,淬火后殘留奧氏體增加,使得鋼的硬度和耐磨性降低。圖6d與圖6c、圖5b相比,這可能是因?yàn)樵撎幬盏哪芰扛啵瑢?dǎo)致熱處理時(shí)溫度更高,使得接近表面部分過量的碳溶入奧氏體中,導(dǎo)致淬火時(shí)硬度反而降低。
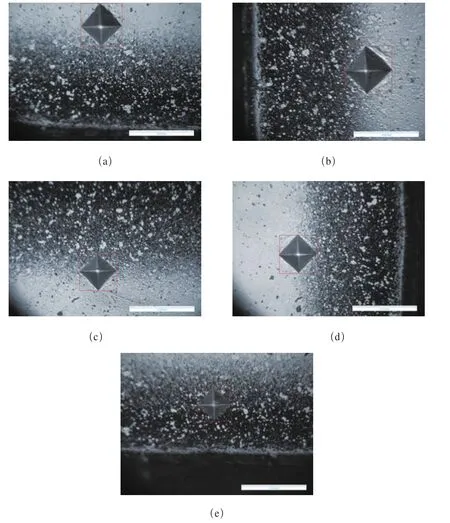
圖4 功率450W時(shí)的鉚釘截面不同部位金相組織
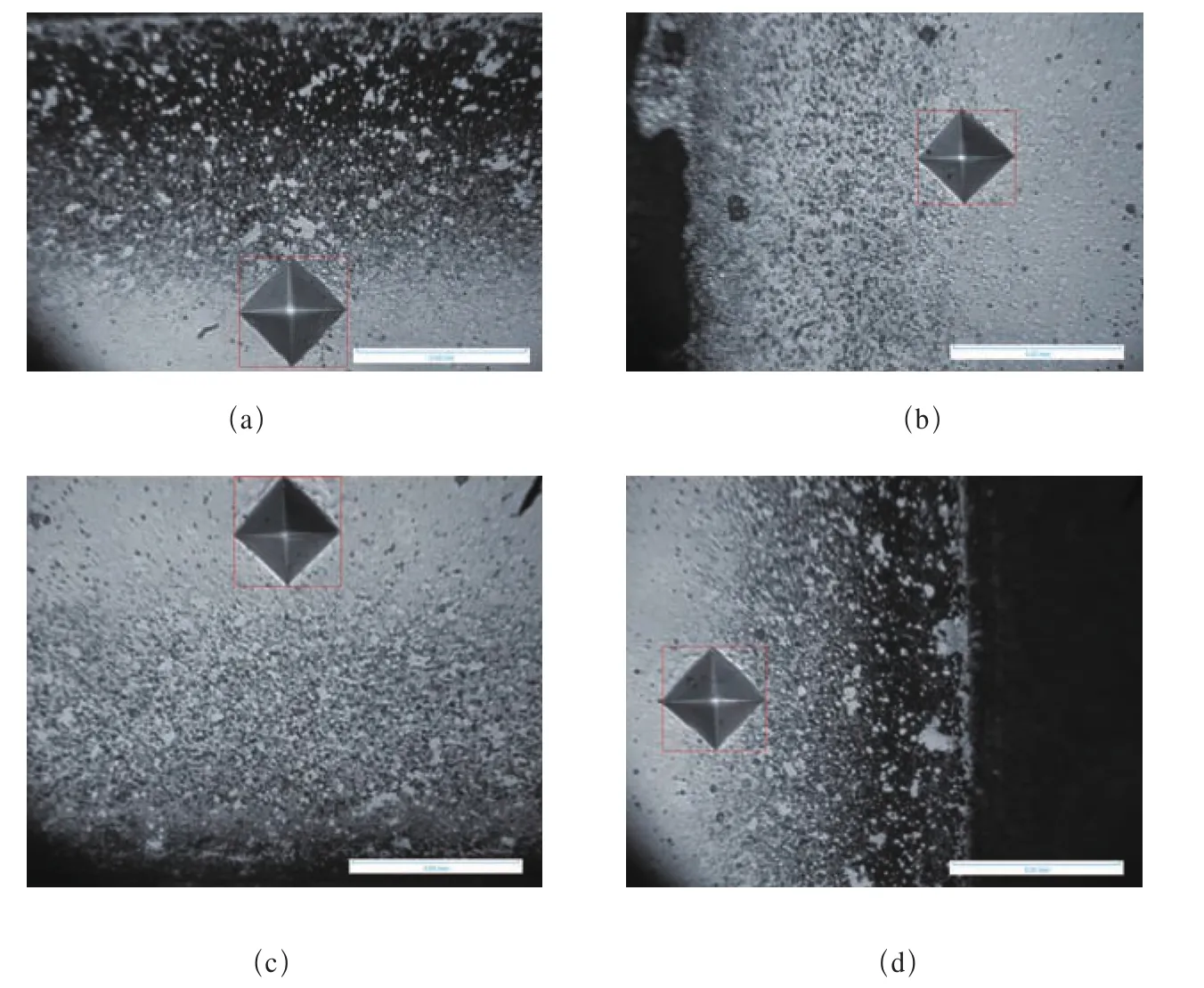
圖5 功率500W時(shí)的鉚釘截面不同部位的金相組織
從功率450W、500W和600W的處理結(jié)果可以發(fā)現(xiàn)。經(jīng)過激光熱處理之后可以使得QPQ擴(kuò)散層硬度提高;隨著功率的提高,使得白亮層消失,功率進(jìn)一步提高,還可以使得擴(kuò)散層消失。從金相組織來看,在功率450W時(shí),鉚釘一圈的白亮層變薄,但是激光淬火后的硬度不均勻;在功率500W時(shí),鉚釘一圈內(nèi)有1/4部分白亮層消失,其余部分白亮層變薄;在功率600W時(shí),有1/4部分白亮層消失,有1/4部分白亮層和擴(kuò)散層都消失,1/2部分白亮層變薄。QPQ處理后表面有白亮層,白亮層主要是氮化物。在激光的作用下,表面溫度升高,白亮層會(huì)與基體發(fā)生作用,白亮層會(huì)變薄,或者溶入基體改變表面化學(xué)成分。
(2)掃描方式對QPQ層的影響 為了獲得鉚釘一圈范圍內(nèi)較均勻的硬度,我們采用了不同的激光掃描方式。從上文所述可以發(fā)現(xiàn),功率低的時(shí)候(450W),有軟點(diǎn)出現(xiàn);功率高的時(shí)候有部分白亮層已經(jīng)溶解完了,甚至沒有擴(kuò)散層(600W)。因此我們采用了兩種方法來提高均勻性:①采用更低的功率(350W),對鉚釘表面掃描兩圈。②采用相對高的功率,掃描了3/4圈之后光斑平移走,選擇500W功率。
圖7是功率350W、激光照射時(shí)間1.3s(對鉚釘表面掃描兩圈)的激光熱處理后的金相組織。從圖中可以看出,在該功率處理下,鉚釘?shù)陌琢翆幼儽 U(kuò)散層的硬度為835.8HV(見圖7e)。在4個(gè)部位的擴(kuò)散層與基體交接處硬度分別為597.5HV、607.2HV、607.2HV、597.3HV,與之前熱處理一圈相比,硬度更均勻。
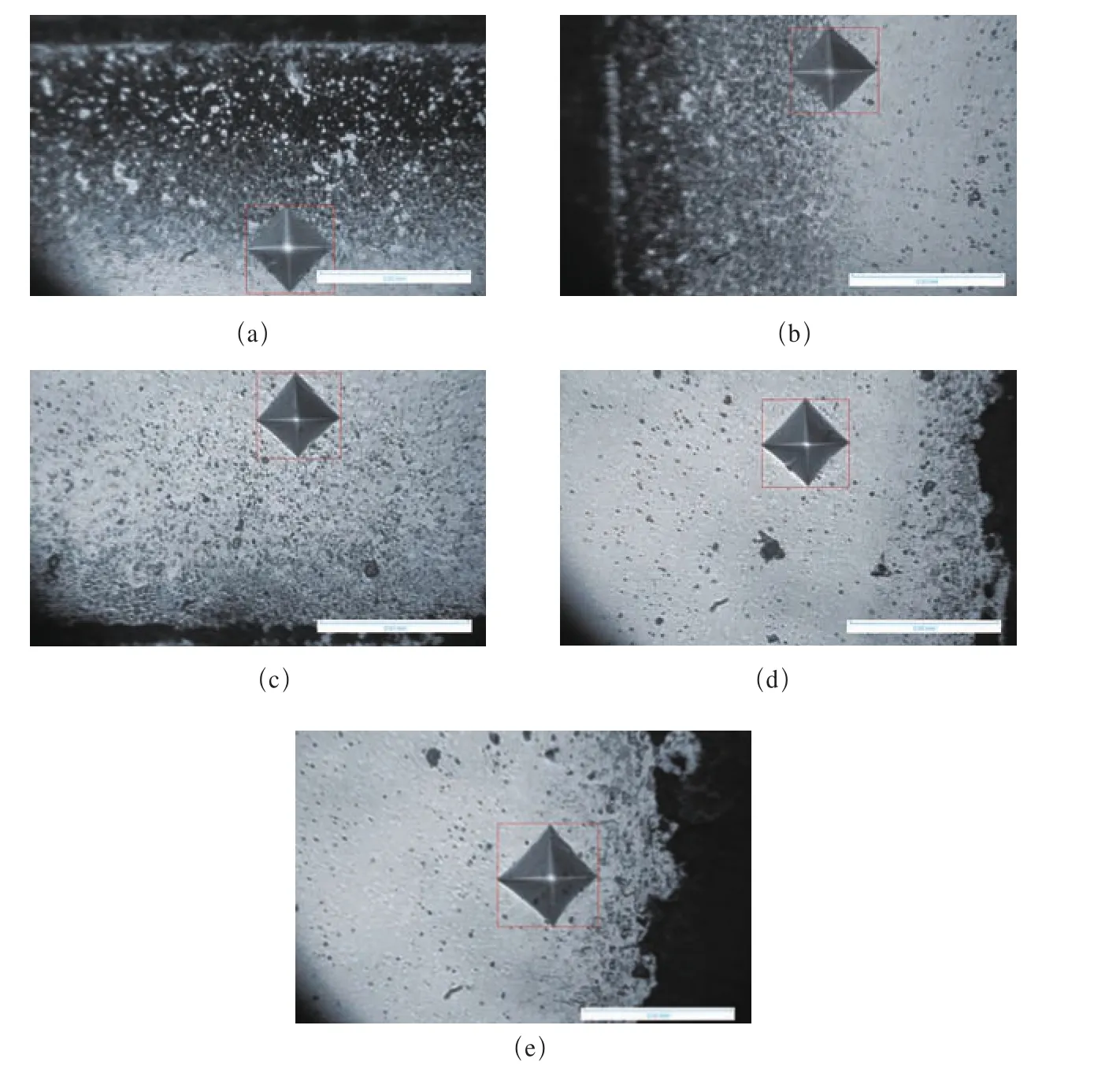
圖6 功率600W時(shí)鉚釘截面不同部位的金相組織
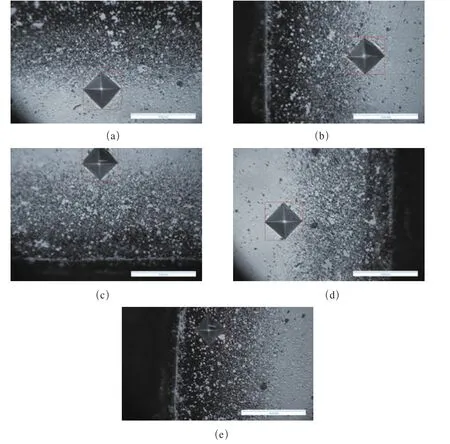
圖7 功率350W、時(shí)間1.3s的鉚釘截面不同部位的金相組織
圖8 是功率500W、照射時(shí)間0.49s后平移激光光斑方式的熱處理后的金相組織。從圖中可以看出,鉚釘各部位的白亮層仍然存在。我們對各部位從表面往下0.05mm和0.10mm處進(jìn)行硬度測試,結(jié)果如附表所示。從表中可以看出,不同部位距表面相同距離的硬度較均勻。
對比可以發(fā)現(xiàn),通過低功率掃描兩圈和相對高的功率掃描3/4圈之后,光斑平移走的處理方式獲得的硬度比單圈掃描獲得的硬度更均勻。其原因可能是鉚釘整體比較小、熱存量相對較小。在激光光斑掃描一圈時(shí),最后光斑照射的部位溫度比最初光斑照射的部位溫度更高,從而導(dǎo)致淬火層硬度不均勻以及白亮層或擴(kuò)散層溶解的程度不同。用更低功率掃描兩圈時(shí),能夠降低最初和最后光斑照射部位的溫度差,從而降低淬火層硬度不均勻性。采用相對高的功率、掃描了3/4圈之后光斑平移走的掃描方式。由于圓弧的存在,該方式最后1/4部位正離焦量變大,相對來說降低了單位面積吸收的能量,從而降低最后照射點(diǎn)的溫度,縮小最初和最后光斑照射部位的溫度差,從而降低淬火層硬度不均勻性。
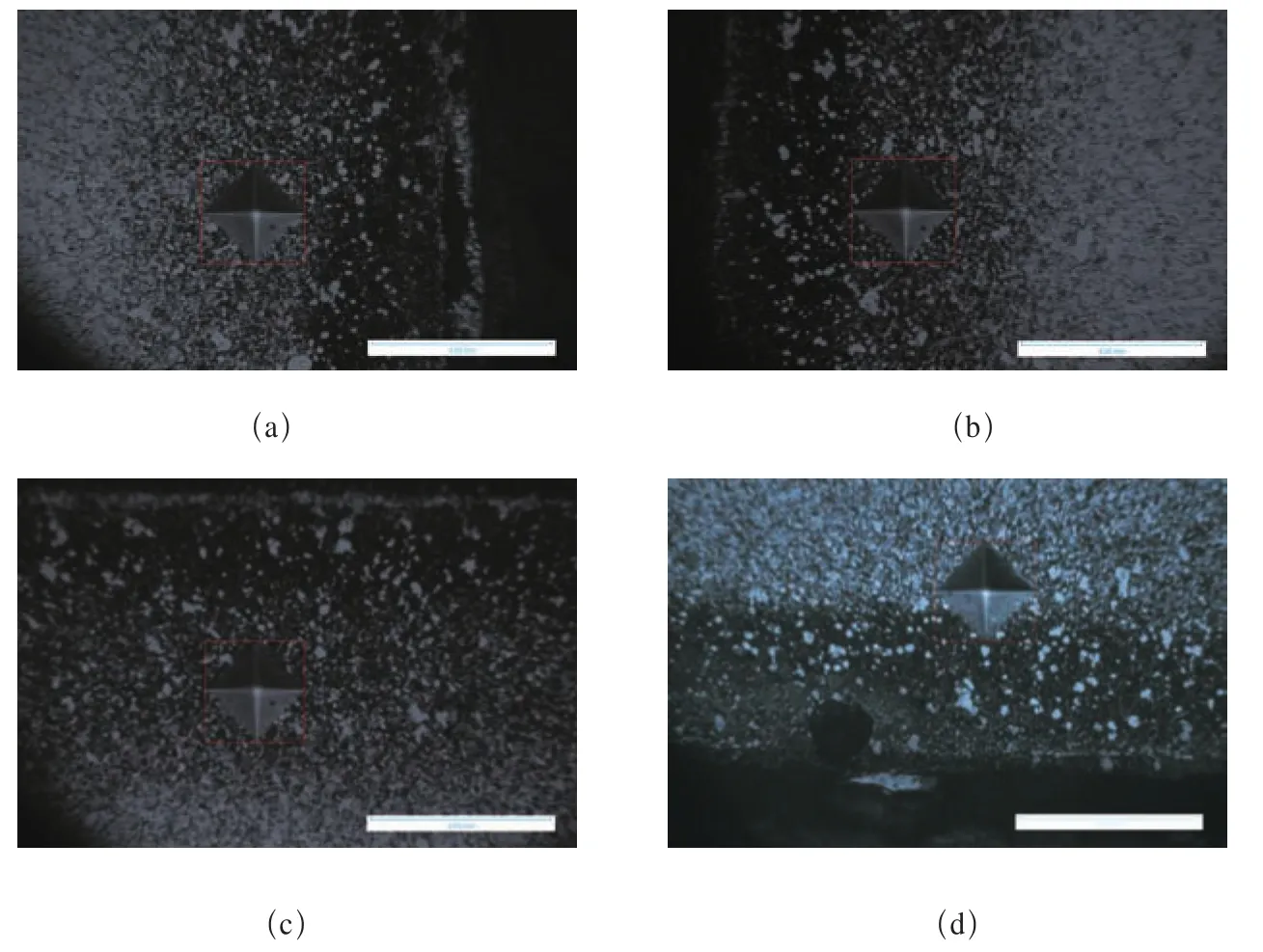
圖8 功率500W、照射時(shí)間0.49s后平移激光光斑方式的各部位金相組織

圖8 中各部位距表面不同位置的硬度 (HV)
3. 結(jié)語
(1)激光熱處理后可以使得鉚釘表面QPQ擴(kuò)散層硬度提高。
(2)在光斑照射一圈的情況下,功率為450W、500W和600W時(shí)所處理的鉚釘?shù)谋砻娲阌矊佑捕炔痪鶆颉M瑫r(shí),450W時(shí),鉚釘?shù)陌琢翆佣即嬖冢?00W時(shí),鉚釘表面有1/4區(qū)域白亮層消失;600W時(shí),有1/2區(qū)域白亮層消失。
(3)通過350W激光光斑照射兩圈或者采用500W激光光斑照射3/4圈之后光斑平移走的處理方式,獲得的硬度比光斑照射單圈獲得的激光淬火硬度更均勻。
[1] 李惠友,羅德福,吳少旭,等.QPQ技術(shù)的原理與應(yīng)用[M].北京:機(jī)械工業(yè)出版社,2008.
[2] 張海濤,張忠選,王遠(yuǎn)振.激光熱處理在汽車模具制造中的應(yīng)用[J].模具熱處理,2014(3):42-44.
[3] 榮烈潤.激光金屬相變硬化技術(shù)及其應(yīng)用[J].熱處理,2011(7):25-29.
[4] 郭杰,劉利國,等.改進(jìn)的QPQ技術(shù)在高速鋼刀具上的應(yīng)用[J].工具技術(shù),2014,48(2):53-56.
[5] 崔忠圻,劉北興.金屬學(xué)與熱處理原理[M].哈爾濱:哈爾濱工業(yè)大學(xué)出版社,2009:236.
[6] 黎桂江,彭倩,等.QPQ鹽浴氮化17-4PH不銹鋼的顯微組織分享[J].核動(dòng)力工程,2007,28(5):5-62.
[7] 何力佳,趙曉杰,等.光纖激光-滲氮處理對Cr12MoV鋼組織和性能的影響[J].鑄造,2015,64(10):964-967.
