熱塑性塑料件毛刺去除工藝方法的有效性研究
2018-06-14 06:07:30焦旭邦林海焦克龍
橡塑技術與裝備 2018年12期
關鍵詞:工藝
焦旭邦,林海,焦克龍
(1.貴州振華群英電器有限公司(國營第八九一廠),貴州 貴陽 550018;2.貴州輪胎股份有限公司,貴州 貴陽 550008)
熱塑性塑料是現代工業和制造業常用的加工材料之一,在人們日常生活中具有十分廣泛的用途。在熱塑性塑料件加工過程中極易出現毛刺。毛刺是指在機械或塑料件加工過程中,在工件表面或者邊緣過渡處,出現的各類尖角毛邊。熱塑性塑料件加工的本質,可以說就是表面的加工層在金屬刀具前,受到擠壓而產生剪切作用,最后發生形變的過程。工件的角落或者某些特殊部分,被切割后,會產生較大的塑性變換,并在切割斷裂后,使其一部分表面材料滯留于邊角棱邊,就形成了毛刺,這種毛刺會影響后期加工。傳統的毛刺去除方式一般是讓工人利用鋸片刀進行手工打磨,這樣的去刺方式不僅效率低下,毛刺去除效果也十分不理想。在后續產品生產過程中,一旦未清除干凈的毛刺落入產品結構內部,很有可能導致產品整體失效,從而造成大量經濟損失。隨著現代加工業的發展,對熱塑性塑料件制作精度要求越來越高,如何有效去除毛刺,成為熱塑性塑料件生產過程中必須解決的難題,所以必須研發一種新的熱塑性塑料件毛刺去除工藝,保證后續生產的順利進行[1]。
1 研磨機光飾毛刺去除工藝原理
傳統的塑料件毛刺去除工藝是在塑料件生產完畢后,利用手工工具進行打磨,工作量巨大且效果很差。而本次設計的研磨機光飾去毛刺工藝,主要是在塑料件注塑成型后,先去除塑料件表面澆口,再摻入棱形或矩形磨料、光飾材料和一定比例的水,混入研磨機,進行打磨操作。其具體步驟結構對比如圖1所示。

圖1 塑料件毛刺去除工藝對比圖
2 研磨機光飾毛刺去除工藝操作
2.1 塑料件澆口去除
塑料注塑成型后,塑料件表面有會出現大量塑料澆口需要進行去除。現階段我國國內工廠常用的工件澆口去除方法有砂輪切割、電鋸切、輕錘、剪切、火焰切等。因為針對主體是塑料件,所以最終選定利用工砂輪去除的方式進行澆口去除。首先需要工作人員對塑料件進行區域分解,將澆口出現的位置根據其分布的結構特點和塑料件構造,進行區域劃分,然后利用澆口砂輪片進行澆口處理。值得一提的是,針對不同的澆口區域必須選擇不同砂輪片[2]。具體操作步驟為:將塑料原件正面表層按照澆口分布劃分為A、B、C三個區域,A區內澆口為大型澆口,包括起伏較大,存在澆口拐角,用砂輪片進行澆口去除時,可以加大力度,大面積去除。B區域內澆口為開闊型澆口,澆口淺而寬,澆口背型形狀起伏較為平緩,運用一般去除方式即可,C區域內澆口為閉合型澆口,澆口狹小且處于閉合狀態,在進行澆口去除時必須選擇細小型砂輪片,先將澆口打開,然后去除。目前我國澆口砂輪切割技術雖然具有適用范圍廣、效率高等優勢,但是總體技術水平依然比較落后,市場上大部分砂輪澆口切割機為手動砂輪切割和腳踏式砂輪切割,針對塑料件本身獨有的材料特征,以上兩種砂輪切割方式均容易造成,塑料件損害,所以使用的是較為現金的液壓驅動半自動砂輪切割機,事實證明效果極佳[3]。
2.2 光飾磨料加工
現代市場上及工廠企業使用的研磨機大多為臥式離心光飾機和旋轉流光飾機,其實際功效均包括:去刺和光飾兩部分。這類光飾機的去刺原理,主要就是通過磨料和零件之間在光飾機內部進行振動摩擦,在添加劑和水以及光飾劑的拋光清洗作用下,去除工件毛刺。磨料形狀以矩形或菱形居多此外還有三角形、圓柱形和圓錐形,制作材質大多選擇天然磨料如:石英石、白卵石、碳化硅、硬質金屬等。此外,在光飾桶內,為了保證磨料研磨充分和工件光飾,需要加入添加劑,常用的添加劑為碳酸鈉溶液和肥皂水等。
其具體步驟為:在對熱塑性塑料件澆口去除完畢后,清洗表面油污和塑料碎屑、確保塑料件清潔。然后將塑料工件和剛玉棱形、矩形磨料按照一定的體積配比,裝入入旋光飾機的光飾桶內,塑料件和水的體積比例為1:5左右,進行第一次光飾研磨操作,時間設定為50 min。研磨完畢后,再次添加磨料,充分混合后裝入研磨機,研磨時間在60~80 min左右。等到設備再次停止運轉,進行工件磨料分離工作,并清理滾筒,清洗工件。將取出塑料件進行毛刺檢測,對于一些處在狹小處或者質地較硬的毛刺,可以手工處理。處理完畢后,將工件與高頻研磨材料按照1:3的配比放入光飾機滾筒,隨后添加柔亮添加劑,啟動設備進行光飾處理,時間為30 min左右。
設備停止運轉后,需要靜待30 min,保證光是材料沉淀完畢,隨后進行工件和高頻磨料分離工作,利用超聲波清理設備進行工件清洗,并將塑料件放入氧化液內浸泡20 min取出脫水,最終完成毛刺去除[4]。
3 研磨機光飾毛刺去除工藝的特點
加工質量好。因為有液體介質的加入,光飾材料可以充分接觸毛刺,可以對塑料件表面毛刺進行充分光飾打磨。在進行毛刺去除和光飾打磨加工時,更易去除頑固大型毛刺。另外,經過光飾處理處理后,磨料研磨毛刺時不會留下毛刺口,塑料件表面也會更加光滑。
加工效率高。因為幾乎完全摒棄了傳統去毛刺技術的手工操作,全程采用機械操作,所以不僅節省了人力手工資源還大大提高了工作效率。
通用性和適應性好。整套去除工藝因為沒有多余限制,對于各類形狀的熱塑性塑料件均可以使用。尤其是對表面具有深孔、盲孔、細小孔的塑料件,傳統手工去除難以完成毛刺去除,而研磨機光飾毛刺去除工藝可以完全解決這一難題,因為有水的存在,研磨材料和光飾材料可以深入細孔,對一些手工難以達到的細微孔也可以進行研磨操作,通用性和適應性極強。
生產投入低。傳統手工毛刺去除,雖然沒有額外的機械電力投入,但是大量的人力成本依然加大了毛刺去除的總成本。而研磨機光飾毛刺去除工藝雖然需要儀器設備的支持和電力支持,但是大大節約了人力成本,所以對于總成本來說實際上是降低了生產投入[5]。
4 研磨機光飾毛刺去除工藝效果實驗
為了檢測研磨機光飾毛刺去除工藝的真實效果,和傳統手工去毛刺進行效率對比,特進行模擬實驗。評價指標有兩點:第一塑料件毛刺去除效率;第二塑料件毛刺去除效果[6]。
4.1 實驗設備和原料選擇
實驗原料為20個體積為0.75 m3,磨料選擇國內常規棱形磨料。光飾材料選擇為無錫市精工材料廠提供的專用研磨光飾材料。研磨機選擇昆山市離心毛刺光飾研磨機。詳情如圖2所示。

圖2 研磨機示意圖
4.2 實驗步驟
在實驗前需要將塑料件按照表面毛刺數量進行篩查,為了檢測兩種方式的工作效率,將20個塑料件篩查后分成兩組,盡量做到毛刺數量均勻。分組完畢后,一組進行傳統手工去除,另一組用研磨機光飾毛刺去除工藝進行毛刺去除,記錄去除時間。研磨機光飾毛刺去除工藝加工參數如表1所示。
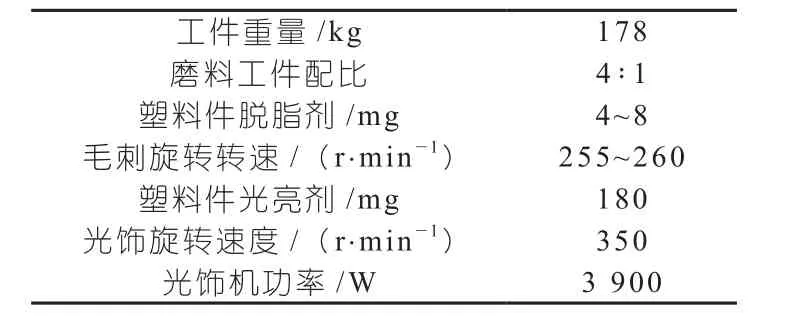
表1 光飾去毛刺加工參數表
待兩組分別去除完畢后,在對兩組用時長短和毛刺去除效果進行數據對比。詳情如表2所示。

表2 實驗對比數據表
4.3 實驗結果及結論
本次所使用的研磨機光飾塑料件毛刺去除工藝毛刺去除率達到95%~99%。表面光潔度為A等,塑料件圓角為0.08~0.15 mm,手工去除量為0.001 5 mm。此外通過實驗探究可以發現:塑料件在光飾桶的研磨漿內所處時間越長,毛刺去除量越大;提高研磨材料與塑料件的相對速度,可以提高毛刺去除效果;不同質量和體積的塑料件,需要分別制定與之相匹配的光飾桶轉速和加工時間,這樣才能達到較高的光潔度,如果時間和速度太長或太短、均有可能影響塑料件表面光潔度;研磨料和塑料件配比數值也可能影響塑料件毛刺清潔效果。
4.4 實驗噪聲原因及處理
在本次試驗中,發現光飾研磨機在去刺過程中,會出現大量噪音,經過實際檢測可以確定,噪音來源于以下幾個方面原因:一是塑料件與磨料對光飾機滾筒不斷撞擊和摩擦;二是光飾機底座穩定性較差;三是工件和磨料的質量配比較大,光飾桶不穩。解決噪音的方式為:添加適量的水或者添加劑;盡量固定光飾機底部,確保不會出現明顯晃動,降低磨料和工件質量,避免光飾研磨機超負荷運轉。
4.5 實驗總結
通過實驗對比可以看出研磨機光飾毛刺去除工藝無論是從工藝用時、工藝效果還是投入成本上均優于傳統手工去刺。另外,傳統手工去刺對細微小型毛刺沒有較好的處理方式,所以小型毛刺剩余量較多,但是研磨機光飾毛刺去除工藝完全不存在這種現象,甚至對于小型毛刺去除效果還優于大型毛刺,因此可以說明,具有較強的應用價值。
5 結束語
研磨機光飾毛刺去除工藝工作效率高,毛刺去除效果也較好,特別適合去除手工難以觸及的細微型毛刺。但是值得注意的是,對于磨具選擇,經過后期檢測發現,棱形磨具效果最好。
[1] 孟慶勛.面向CFRP制孔毛刺抑制的鉆頭副刃改型方法[J].機械科學與技術,2017,36(11):1 729~1 733.
[2] 郭乃妮.廢舊熱塑性塑料的回收方法及應用研究[J].中國膠黏劑,2016,4(5):47~50.
[3] 錢爽,任浩.木質素與熱塑性塑料共混的研究現狀及其發展趨勢[J].中國塑料,2016,30(6):1~6.
[4] 黃寶元,陶岳杰,馮濟斌,等.增強熱塑性塑料復合管道研究進展及其應用現狀[J].新型建筑材料,2017,44,47(1):71~76.
[5] 黃鑠涵. Maag Automatik:水下切割熱塑性塑料的革命性方法[J].國際紡織導報,2016,44(4):17~17.
[6] 尹文華,劉曉丹,馮志新.熱塑性塑料熔體質量流動速率測量結果的不確定度評定[J].合成材料老化與應用, 2015,8(4):68~71.
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農藥(2019年2期)2019-07-13 05:55:12
世界農藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業技術(2016年15期)2016-12-01 05:30:59
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52