飛機(jī)機(jī)頭數(shù)字化裝配關(guān)鍵技術(shù)
2018-06-05 02:23:59王偉陽(yáng)春余敏
機(jī)械 2018年5期
關(guān)鍵詞:飛機(jī)
王偉,陽(yáng)春,余敏
?
飛機(jī)機(jī)頭數(shù)字化裝配關(guān)鍵技術(shù)
王偉1,陽(yáng)春1,余敏2*
(1.中航成飛民用飛機(jī)有限責(zé)任公司四川 成都 610092;2.西南交通大學(xué) 材料科學(xué)與工程學(xué)院,四川 成都 610062)
首先對(duì)飛機(jī)機(jī)頭裝配中采取的上下對(duì)合、左右對(duì)合及復(fù)合對(duì)合三種對(duì)合方式的優(yōu)缺點(diǎn)進(jìn)行了論述,然后指出機(jī)頭裝配中的關(guān)鍵協(xié)調(diào)控制點(diǎn)及其技術(shù)關(guān)鍵,最后整理了飛機(jī)機(jī)頭裝配中的理論外形控制與檢測(cè)、前起落架艙裝配位置度和同軸度、框組件變形及平面度控制以及駕駛艙框和地板的定位和防變形技術(shù)四大重難點(diǎn)問題及解決技術(shù)。
飛機(jī)機(jī)頭裝配;對(duì)合方式;協(xié)調(diào)控制點(diǎn)
飛機(jī)裝配中用到的零件有百萬個(gè),內(nèi)部結(jié)構(gòu)與外形異常復(fù)雜,裝配時(shí)的勞動(dòng)量占整個(gè)飛機(jī)制造勞動(dòng)量的50%以上[1]。飛機(jī)裝配的協(xié)調(diào)準(zhǔn)確度對(duì)結(jié)構(gòu)的合理性、強(qiáng)度以及整體部件的耐用性均有較大影響[2]。飛機(jī)機(jī)頭部件裝配是飛機(jī)裝配中不可缺少的環(huán)節(jié),協(xié)調(diào)技術(shù)是機(jī)頭裝配的核心技術(shù)。模擬量協(xié)調(diào)技術(shù)是較早采用的技術(shù),理論完備、技術(shù)成熟、經(jīng)驗(yàn)豐富,但由于尺寸的傳遞路線較長(zhǎng)、誤差大,產(chǎn)品的制造準(zhǔn)確度較低,達(dá)不到飛機(jī)的高精度要求。數(shù)字化協(xié)調(diào)技術(shù)由于其獨(dú)特的優(yōu)勢(shì),已經(jīng)成為飛機(jī)裝配技術(shù)的一種發(fā)展趨勢(shì)[3-4]。
1 機(jī)頭數(shù)字化協(xié)調(diào)裝配
1.1 機(jī)頭對(duì)合方式
機(jī)頭對(duì)合工藝分離面的確定是衡量飛機(jī)裝配先進(jìn)性的指標(biāo)之一[5]。機(jī)頭部段采用何種對(duì)合工藝分離面方式,主要取決于機(jī)頭的結(jié)構(gòu)形式。目前機(jī)頭的對(duì)合方式主要分為三種:上下對(duì)合、左右對(duì)合和復(fù)合對(duì)合。
1.1.1 上下對(duì)合方式
上下對(duì)合在機(jī)頭上較為常見,其結(jié)構(gòu)特點(diǎn)為:上、下部的蒙皮、框、加強(qiáng)件等結(jié)構(gòu)在同一高度或者該高度附近斷開,使得上部和下部組件可以單獨(dú)進(jìn)行裝配,且上部和下部組件單獨(dú)形成組件時(shí)具備一定的剛性,能找到或者創(chuàng)造定位基準(zhǔn)。該對(duì)合方式使得上、下部組件的高度大大降低,可降低裝配工裝及輔助工作的高度,節(jié)約了成本,工人操作較為方便;同時(shí)上部組件可以與地板相連,下部組件有前起落架艙,各自較易形成一個(gè)剛性體。但此對(duì)合方式在一般情況下,下部組件需要翻身,需要增加大部件翻身相關(guān)的工作,增加了工作難度,而且上部組件中間位置不易找到定位基準(zhǔn)。
上下部組件框組合方式主要有三種形式,如圖1所示。以使用框?qū)影暹B接為最優(yōu),其次為框腹板面貼合,不建議采用框端頭面與面貼合。如必須采用框端頭面與面貼合,則建議在貼合處留出一定的理論間隙,加墊用以補(bǔ)償。
1.1.2 左右對(duì)合方式
天窗骨架與擋風(fēng)玻璃的協(xié)調(diào)主要為間隙和階差,部分新式的承載式風(fēng)擋采用孔定位協(xié)調(diào)。工裝定位是保證天窗骨架協(xié)調(diào)一致性的關(guān)鍵。
樁間間距在ZY、QZ、YZ附近會(huì)有所不同,而在其他位置則為C。因此可以求出ZY、QZ、YZ最小整數(shù)倍,然后再根據(jù)其與ZY、QZ、YZ間關(guān)系確定樁間間距。其中ZY附近的樁間間距部分代碼如下:

圖2 機(jī)頭左右對(duì)合示圖
1.1.3 復(fù)合對(duì)合方式
偏心軸翻轉(zhuǎn)主要用于較大尺寸、重量的產(chǎn)品,產(chǎn)品沿靠近一側(cè)的偏心軸旋轉(zhuǎn),直至產(chǎn)品到位,如圖5所示。
1.2 組件翻身技術(shù)
采用左右對(duì)合方式的機(jī)頭裝配,無需翻身操作,但上下對(duì)合方式經(jīng)常有組件翻身的需求。組件翻身的方式有:全手工、半自動(dòng)、全自動(dòng)。全手工翻身是指不借助其他輔助設(shè)備、工裝等,僅靠人工的力量進(jìn)行空中翻轉(zhuǎn)。該方法適用于較小、較輕的組件,由一個(gè)或幾個(gè)操作者共同合作就能安全地將組件翻身,如地板小組件、門框骨架等。半自動(dòng)翻身是指需要借助設(shè)備或者工裝輔助,而又需要較多人參與的翻轉(zhuǎn)操作,該方法使用的范圍較廣,可用于各種組件,是目前公司應(yīng)用最廣泛的翻身方法。半自動(dòng)翻身按動(dòng)力分,可分為人工動(dòng)力和吊車動(dòng)力;按中心軸位置分,可分為中心軸翻轉(zhuǎn)和偏心軸翻轉(zhuǎn)。

圖3 復(fù)合對(duì)合方式示圖
中心軸翻轉(zhuǎn)較為常見,如圖4所示,主要用于尺寸較小的產(chǎn)品,產(chǎn)品中心距兩側(cè)最遠(yuǎn)點(diǎn)的距離不能過大,一般在1.5 m內(nèi)較為合適,且使用人工動(dòng)力為主,可以直接驅(qū)動(dòng)工作及翻轉(zhuǎn)臺(tái)翻轉(zhuǎn),也可以在中心軸處安裝機(jī)械轉(zhuǎn)盤手工驅(qū)動(dòng)。如產(chǎn)品尺寸更大,會(huì)使得工裝尺寸巨大化,致使人工動(dòng)力無法驅(qū)動(dòng)。
復(fù)合對(duì)合即多段對(duì)合,這種情況比較復(fù)雜。當(dāng)單一的上下對(duì)合或者左右對(duì)合都不能實(shí)現(xiàn),或者出于其他方面的考慮,則需要采用多段復(fù)合的對(duì)合方式。其結(jié)構(gòu)特點(diǎn)為:對(duì)合區(qū)域不規(guī)則,沒有統(tǒng)一的斷開對(duì)接區(qū)域,如圖3所示。一般情況下,優(yōu)先選取上下對(duì)合或者左右對(duì)合方式,以平衡生產(chǎn)線的節(jié)拍和產(chǎn)能。如某機(jī)型單架生產(chǎn)或者產(chǎn)量不高時(shí),為了減少工裝、節(jié)省成本,可優(yōu)先選用復(fù)合對(duì)合方式[6]。
機(jī)頭是一級(jí)氣動(dòng)外形區(qū)域,對(duì)理論外形的要求較高,且機(jī)頭大部分外形為雙曲面,更增加了外形控制的難度[11],因此,外形控制需要從零件制造開始,如框的外形及與定位孔之間的相對(duì)關(guān)系、蒙皮零件的外形等。在裝配時(shí),外形控制可分為兩種方式,即內(nèi)型面和外形面。內(nèi)型面控制,就是將蒙皮的內(nèi)型面作為定位基準(zhǔn),如無補(bǔ)償,裝配形成的組件大概率為正差;外形面控制則與之相反。在設(shè)計(jì)裝配方案時(shí)需根據(jù)不同的要求和具體結(jié)構(gòu)選取不同的控制方法。一般情況下,傳統(tǒng)的裝配方法由于內(nèi)側(cè)需定位框、長(zhǎng)桁、加強(qiáng)件等零件,常采用內(nèi)型面控制;數(shù)字化裝配方法需要較為開敞的空間,常采用外形面控制。在完成組件裝配后,常采用數(shù)字化測(cè)量設(shè)備,如激光跟蹤儀測(cè)量,尤其是首架裝配或者首架鑒定的情況下,及時(shí)驗(yàn)證組件狀態(tài)下的理論外形,如發(fā)現(xiàn)有超差情況,可及時(shí)處理;發(fā)現(xiàn)有不好的趨勢(shì),也可在后續(xù)的裝配中進(jìn)行補(bǔ)償。
對(duì)課堂教學(xué)的情景創(chuàng)設(shè)、素材選擇、活動(dòng)組織、結(jié)構(gòu)安排、媒體使用等教學(xué)要素的精確把握和經(jīng)濟(jì)妙用,使課堂變得更為簡(jiǎn)潔、清晰、流暢、凝練、深刻。一篇文章,可教的東西很多,我們所教的內(nèi)容既要反映出客觀規(guī)定性,又要反映出主觀能動(dòng)性,因?yàn)槿魏巫髌芬唤?jīng)選入課本,就有其特殊的客觀規(guī)定性,但同時(shí),任何人閱讀作品,總是帶有一定的主觀能動(dòng)性。一堂課的教學(xué),完全可以選擇一個(gè)最有特色的方面施教。
全自動(dòng)翻身是指將產(chǎn)品固定在翻身工裝上后,僅需1人最多兩人操作按鈕就能使產(chǎn)品自動(dòng)翻轉(zhuǎn)的操作。

圖5 偏心軸翻轉(zhuǎn)工裝
1.3 關(guān)鍵協(xié)調(diào)點(diǎn)控制
飛機(jī)裝配的過程中,會(huì)在蒙皮對(duì)縫之間、蒙皮與結(jié)構(gòu)之間、舵面與結(jié)構(gòu)之間等位置產(chǎn)生間隙或階差。如果間隙和階差大于設(shè)計(jì)容限,飛機(jī)的裝配質(zhì)量、飛行性能、隱身性能都將受到影響,因此需對(duì)間隙和階差進(jìn)行協(xié)調(diào)[7]。當(dāng)前在機(jī)頭裝備中的幾個(gè)關(guān)鍵協(xié)調(diào)控制點(diǎn)主要為:天窗骨架與擋風(fēng)玻璃、飛機(jī)蒙皮與機(jī)身對(duì)接、起落架與艙門、雷達(dá)罩對(duì)接處。
基于調(diào)度數(shù)據(jù)網(wǎng)的廣域數(shù)據(jù)總線體系架構(gòu)和關(guān)鍵技術(shù)//尚學(xué)偉,趙林,范澤龍,葉飛,范廣民,郭凌旭//(11):109
機(jī)頭左右對(duì)合一般適用于公務(wù)機(jī)機(jī)頭,其地板機(jī)構(gòu)相對(duì)簡(jiǎn)單,左右地板與左右壁板一體設(shè)計(jì),如圖2所示。該對(duì)合方式各部件裝配時(shí)姿態(tài)均與總裝時(shí)姿態(tài)一致,不需要翻身,避免了翻身的風(fēng)險(xiǎn)。但左右分離面的結(jié)構(gòu)復(fù)雜,結(jié)構(gòu)強(qiáng)度分布不均,需要設(shè)計(jì)保形工裝輔助;總裝時(shí)需要專門的托架轉(zhuǎn)移左右部件,對(duì)定位精度要求高。
前起落架艙交點(diǎn)和前起落架及艙門接頭與艙門的協(xié)調(diào)主要為前起落架艙交點(diǎn)和前起落架及艙門接頭與艙門的協(xié)調(diào)。一方面,作為飛機(jī)的關(guān)鍵部件,起落架收放機(jī)構(gòu)直接影響到飛機(jī)運(yùn)行的安全,因其故障而導(dǎo)致飛機(jī)發(fā)生事故的概率最高。實(shí)際上,前起落架收放機(jī)構(gòu)存在著制造誤差,在與前起艙的連接交點(diǎn)也存在著位置誤差。這些誤差在裝配過程中會(huì)產(chǎn)生誤差傳遞和累積,使得起落架的收放終止位置產(chǎn)生一定的偏離,導(dǎo)致與前起落架連動(dòng)的前起艙艙門無法關(guān)閉。另一方面,艙門作為飛機(jī)的重要活動(dòng)部件,其安裝質(zhì)量及協(xié)調(diào)性將直接影響飛機(jī)的裝配質(zhì)量。如果艙門安裝不協(xié)調(diào),將直接影響到飛機(jī)起落架的收放,成為制約飛機(jī)安全的關(guān)鍵性因素[8-10]。前起落架艙在組件裝配完成下架后,其左右側(cè)壁板會(huì)向內(nèi)收縮而影響其交點(diǎn)的開擋尺寸。裝配工裝定位器要有足夠的剛度,注意控制腹板垂直方向的變形,建議下架后訂制保形工裝,如圖7所示。
李碧華曾說:“說得玄一點(diǎn),對(duì)于三十年代,我有一種‘來過了’的感覺,所以特別熟悉……”也許正是因?yàn)槔畋倘A對(duì)三十年代的特殊感觸,才使得整個(gè)文本都具備舊日的氣息。同時(shí),作者又借助現(xiàn)代氣息濃厚的語言、事物如邵氏影業(yè)、香港小姐選美比賽、地鐵、傳呼機(jī)甚至是廣播中播放的《卡門》音樂等來消解這種傳統(tǒng)氣息。整個(gè)文本在過去與現(xiàn)在之間來回穿梭,在傳統(tǒng)與現(xiàn)實(shí)之間“搖擺不定”。
飛機(jī)蒙皮是構(gòu)成飛機(jī)氣動(dòng)外形的重要零件,在與機(jī)身對(duì)接處協(xié)調(diào)中主要為對(duì)接處外形和蒙皮凈邊與機(jī)身協(xié)調(diào)、服務(wù)艙地板處座椅滑軌軸線與機(jī)身協(xié)調(diào)。外形和蒙皮凈邊分別影響機(jī)頭和機(jī)身對(duì)接的外形和蒙皮對(duì)縫,座椅滑軌是座椅與飛機(jī)連接的重要部位,采用沉頭鉚釘與飛機(jī)鏈接,座椅滑軌的安裝位置影響座椅滑軌在機(jī)頭與機(jī)身對(duì)合處的移動(dòng)情況。在對(duì)接處設(shè)置(半)自動(dòng)修邊裝置,如動(dòng)力頭、機(jī)械臂等;座椅滑軌盡量采用滑軌的安裝孔定位并采用數(shù)字測(cè)量控制質(zhì)量,如圖6所示。
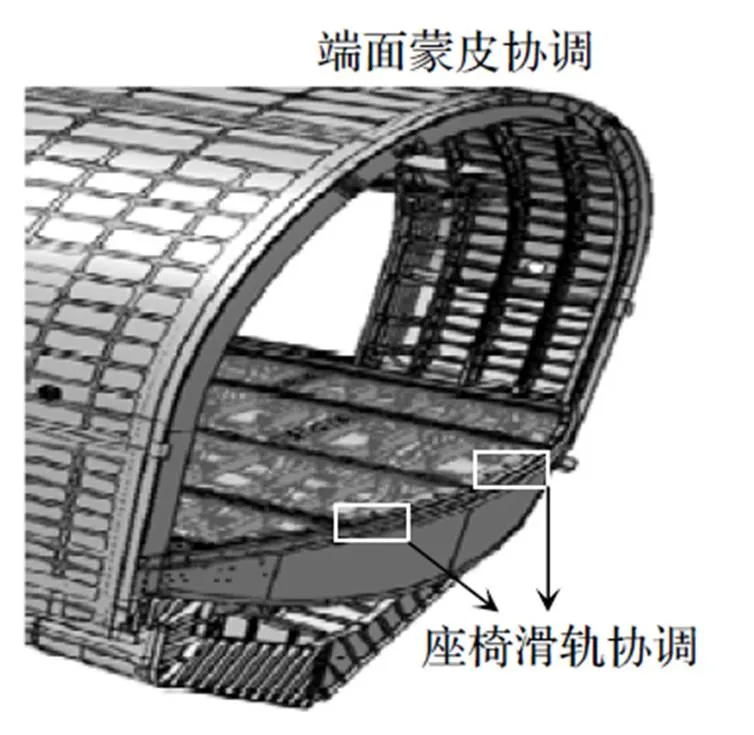
圖6 蒙皮協(xié)調(diào)及座椅滑軌協(xié)調(diào)示意圖

圖7 前起落架艙交點(diǎn)和前起落架及艙門接頭與艙門的協(xié)調(diào)示意圖
雷達(dá)罩對(duì)接處的協(xié)調(diào)主要為協(xié)調(diào)雷達(dá)罩/雷達(dá)鉸鏈交點(diǎn)的位置度和對(duì)接處外形、蒙皮凈邊等。雷達(dá)罩/雷達(dá)鉸鏈的位置準(zhǔn)確度和同軸度直接影響雷達(dá)在飛機(jī)上的位置和姿態(tài),外形和蒙皮凈邊影響機(jī)頭與雷達(dá)罩的對(duì)接間隙和階差。為了確保協(xié)調(diào),如主制造商采用實(shí)物標(biāo)工協(xié)調(diào),則須在裝配工裝及相關(guān)工裝的訂貨時(shí)明確使用實(shí)物標(biāo)工協(xié)調(diào)。對(duì)于雷達(dá)罩鉸鏈,其裝配工裝定位器要有足夠的剛度,裝配過程中要避免應(yīng)力裝配。如圖8所示。
2 機(jī)頭裝配重難點(diǎn)及其解決方案
2.1 理論外形控制與檢測(cè)
在體系建設(shè)過程中要打破職能部門之間的界限,才能將控制置于醫(yī)院經(jīng)濟(jì)活動(dòng)的全過程,形成主要領(lǐng)導(dǎo)負(fù)責(zé),分管領(lǐng)導(dǎo)主抓,專職部門牽頭推動(dòng),各職能部門分工負(fù)責(zé),全院職工共同參與的內(nèi)控格局,最終實(shí)現(xiàn)“全員參與,共同實(shí)施”的目標(biāo)。這樣就能夠做到將內(nèi)部控制責(zé)任進(jìn)行明確,各參與人都能夠意識(shí)到自己的到位,到時(shí)候只需要內(nèi)部控制部門根據(jù)相應(yīng)的制度進(jìn)行考核就能夠與達(dá)到將內(nèi)部控制責(zé)任明確到各個(gè)職工中,最終為內(nèi)部控制的追責(zé)體系的構(gòu)建打下堅(jiān)實(shí)的基礎(chǔ)。

圖8 雷達(dá)罩對(duì)接處的協(xié)調(diào)示意圖
2.2 前起落架艙裝配位置度和同軸度
前起落架艙裝配主要是控制前起落架交點(diǎn)及其運(yùn)動(dòng)機(jī)構(gòu)的交點(diǎn),包括位置度和同軸度等,需要在訂制工裝時(shí)明確。同軸度要求極高時(shí),需要制造同軸度銷棒來保證。值得注意的是,前起落架艙的壁板多為大機(jī)加件,在垂直于壁板腹板方向,容易變形,建議多設(shè)置定位點(diǎn),防止裝配變形。為保證前起落架艙的交點(diǎn)和開檔,必要時(shí)可增訂一套保形工裝;為了保護(hù)前起落架安裝孔,產(chǎn)品定位時(shí)可設(shè)置工藝襯套。
2.3 框組件變形及平面度控制
框式部件是飛機(jī)的重要部件,分為加強(qiáng)框、普通框。框在裝配時(shí)有多種定位方式,包括定位板定位、劃線定位、工藝孔定位、卡線定位、專用定位器定位等。加強(qiáng)框是承力部件,所以其上的零件鏈接一般采用鉚接[12]。在飛機(jī)機(jī)頭裝配中要控制框組件與雷達(dá)及雷達(dá)罩配合處,包括外形、雷達(dá)罩鉸鏈接頭、鎖銷孔、雷達(dá)定位安裝接頭等,需訂制專用工裝確保,在鉸鏈定位時(shí)不能強(qiáng)迫裝配。裝備中需注意控制框組件的變形及平面度等,必要時(shí)需確定鉚接順序,可訂制檢查工裝檢驗(yàn)變形及平面度。
很多優(yōu)秀的教師都非常注重導(dǎo)語的作用,精彩的導(dǎo)語能快速地將學(xué)生目光吸引到課堂活動(dòng)中來。在口語交際教學(xué)中,教師可以在導(dǎo)入環(huán)節(jié)精心設(shè)計(jì)語言,結(jié)合學(xué)生已有的生活體驗(yàn),創(chuàng)設(shè)語境,以調(diào)動(dòng)學(xué)生的體驗(yàn),更好地進(jìn)行口語交際活動(dòng)。此外,教師還可以在課中通過問題的提出,引導(dǎo)學(xué)生進(jìn)入情境。如:“你坐在公園的長(zhǎng)凳上,這時(shí)走來一個(gè)衣衫襤褸的乞丐向你乞討,而你身上正好沒帶錢,你該怎么說?”“你在一家飯店當(dāng)服務(wù)員,一個(gè)顧客吃了飯后沒有付錢準(zhǔn)備走人,你會(huì)怎么說呢?”
2.4 駕駛艙框和地板的定位和防變形技術(shù)
機(jī)頭的駕駛艙和梁骨架是將駕駛艙窗框、框、梁及眾多加強(qiáng)件準(zhǔn)確地定位、安裝在一起,其重點(diǎn)是窗框、框、主梁的準(zhǔn)確定位,不能變形,難點(diǎn)是眾多加強(qiáng)件的定位。窗框、框、梁等一般為機(jī)加件,為主要框架結(jié)構(gòu),要求定位精度高,其定位建議采用工具孔或者借用連接件孔。加強(qiáng)件尺寸較小,但是數(shù)量多,且較為密集,如都采用工裝定位,工裝定位器過多,需要可拆卸,嚴(yán)重影響工作效率。因此建議保證外形的基礎(chǔ)上,采用協(xié)調(diào)孔定位加強(qiáng)件,提高工作效率。當(dāng)框或者小梁為鈑金件時(shí),要盡量以理論外形面為其中一個(gè)定位基準(zhǔn),防止外形面上有階差,影響產(chǎn)品質(zhì)量。
我國(guó)經(jīng)濟(jì)法對(duì)經(jīng)濟(jì)的發(fā)展起指導(dǎo)作用。我國(guó)通過分析西方資本主義歷史上自由貿(mào)易造成經(jīng)濟(jì)整體崩盤、對(duì)經(jīng)濟(jì)發(fā)展不加以指導(dǎo)產(chǎn)生金融危機(jī)等現(xiàn)象,設(shè)立了經(jīng)濟(jì)法指引我國(guó)經(jīng)濟(jì)朝著正確的方向發(fā)展,并取得了一定的成果。
一般情況下,駕駛艙地板組件的鈑金件較多,上下兩腹板中間加加強(qiáng)件,需定位零件多,且多采用邊定位。零件狀態(tài)開孔較少,建議訂制鉆孔樣板。但需注意控制鈑金件變形,尤其是腹板面方向,如長(zhǎng)的型材梁定位時(shí)需多設(shè)置幾個(gè)定位點(diǎn),防止零件裝配變形后,誤差積累。
3 結(jié)束語
飛機(jī)機(jī)頭是一級(jí)氣動(dòng)外形區(qū)域,對(duì)理論外形的要求較高,且機(jī)頭部件復(fù)雜,在飛機(jī)裝配中機(jī)頭裝配始終是其關(guān)鍵環(huán)節(jié)。三種機(jī)頭對(duì)合方式的選取主要取決于機(jī)頭的結(jié)構(gòu)形式。同時(shí),對(duì)于機(jī)頭裝備中的幾個(gè)關(guān)鍵協(xié)調(diào)控制點(diǎn),需采取相應(yīng)的定位及協(xié)調(diào)技術(shù)解決,而控形、平面度及同軸度的保證以及定位防變形技術(shù)是飛機(jī)機(jī)頭裝配中的關(guān)鍵難點(diǎn)技術(shù)。
[1]鄒冀華,劉志存,范玉青. 大型飛機(jī)部件數(shù)字化對(duì)接裝配技術(shù)研究[J]. 計(jì)算機(jī)集成制造系統(tǒng),2007(7):1367-1373.
[2]周琳. 機(jī)身段件連接協(xié)調(diào)控制點(diǎn)容差分配技術(shù)研究[D]. 南京:南京航空航天大學(xué),2014.
[3]郭飛燕. 飛機(jī)數(shù)字量裝配協(xié)調(diào)技術(shù)研究[D]. 西安:西北工業(yè)大學(xué),2015.
[4]唐水龍,盧鵠. 飛機(jī)裝配數(shù)字化協(xié)調(diào)與模擬量協(xié)調(diào)的對(duì)比分析[J]. 航空制造技術(shù),2012,406(10)2:6-29.
[5]王哲.飛機(jī)結(jié)構(gòu)分離面的劃分與協(xié)調(diào)性[J]. 航空制造工程,1996(03):14-15.
[6]王焰,袁澤林,黃簫,方輝. 某型水陸兩棲飛機(jī)機(jī)頭保形技術(shù)研究[J]. 機(jī)械,2017,44(7):15-23.
[7]許大帥,杜福洲. 基于線結(jié)構(gòu)光的飛機(jī)蒙皮對(duì)縫階差與間隙測(cè)量技術(shù)研究[J]. 航空制造技術(shù),2017(5):77-81.
[8]張銳. 某型飛機(jī)前起落架收放機(jī)構(gòu)及艙門開度分析[D]. 南京:南京航空航天大學(xué),2012.
[9]王曉梅,張恒康,張璞. 應(yīng)用遺傳算法分析前起落架收放運(yùn)動(dòng)誤差[J]. 科技資訊,2013(14):56-57.
[10]鄒仕軍. 某型飛機(jī)起落架艙門與結(jié)構(gòu)件的協(xié)調(diào)安裝技術(shù)[J]. 新技術(shù)新工藝,2017(8):24-27.
[11]譚駿,劉向龍,丁峰,方輝. 某型水陸兩棲飛機(jī)機(jī)頭V形船體倒懸裝配方案設(shè)計(jì)[J]. 機(jī)械,2017,44(6):16-20.
[12]秦政琪,鄒愛麗,李華,等. 飛機(jī)框式部件柔性裝配型架的研究[J]. 沈陽(yáng)航空航天大學(xué)學(xué)報(bào),2010,27(2):1-3.
Key Techniques of Aircraft Head Digital Assembly Process
WANG Wei1,YANG Chun1,YU Min2
(1.AVIC Chengfei Commercial Aircraft Co., Ltd., Chengdu 610092, China;2.School of Material Science and Engineering, Southwest Jiaotong University, Chengdu 610092, China )
In this paper, the advantages and disadvantages of the three kinds of alignment methods, i.e, upper and lower maneuvers, left and right maneuvers and composite maneuvers techniques, were firstly discussed. The key coordination control points and the key technology involving in the assembly process are pointed out. Finally, four major assembling difficulties, including the control and detection of the theoretical shape of the aircraft head assembly, the position and degree of assembly of the front landing gear cabin, the deformation and plane control of the frame components, and the positioning and deformation prevention technology of the cockpit frame and the floor were sorted out, and corresponding solutions and key techniques were also introduced in the paper.
aircraft head assembly;alignment methods;coordination control point
V262.4
A
10.3969/j.issn.1006-0316.2018.05.002
1006-0316 (2018) 05-0005-06
2018-02-22
四川省重點(diǎn)研發(fā)項(xiàng)目(18ZDYF)
王偉(1970-),男,重慶人,本科,高級(jí)工程師,主要從事飛機(jī)零部件制造及裝配工作。
余敏(1984-),男,四川廣安人,博士,副教授,主要研究方向?yàn)椴牧线B接及加工。
猜你喜歡
青少年科技博覽(中學(xué)版)(2022年6期)2022-08-31 09:03:40
小哥白尼(軍事科學(xué))(2022年3期)2022-06-09 03:11:24
環(huán)球時(shí)報(bào)(2022-05-30)2022-05-30 15:16:57
小哥白尼(趣味科學(xué))(2020年12期)2021-01-18 06:15:26
民用飛機(jī)設(shè)計(jì)與研究(2020年4期)2020-11-27 17:34:02
青少年科技博覽(中學(xué)版)(2020年2期)2020-05-21 03:35:16
當(dāng)代陜西(2019年11期)2019-06-24 03:40:28
百科探秘·航空航天(2017年11期)2017-12-20 07:31:34
百科探秘·航空航天(2017年12期)2017-08-15 00:55:45
作文周刊·小學(xué)一年級(jí)版(2017年9期)2017-06-20 00:19:33