鹽酸解析工序中氯化鈣流失的探究與分析
2018-06-01 11:49:51程利鋒周紅燕
中國氯堿 2018年5期
關鍵詞:系統
程利鋒,周紅燕
(新疆石河子開發區天業化工有限責任公司,新疆 石河子 832000)
電石法聚氯乙烯生產中,氯乙烯合成工序中稀鹽酸深度解析技術不但解決了鹽酸銷售困難的問題,還解決了PVC裝置酸系統平衡問題,解析過程中產生的氯化氫氣體作為氯乙烯生產的原料,既節約了生產成本,又減小了環境壓力。新疆天業集團天業化工有限責任公司鹽酸解析裝置自2014年以來,停車次數增多,停車檢修時發現因為氯化鈣流失,造成各關鍵設備及設施積累了大量沉淀物質。為了保證解析裝置的正常運行,企業通過一系列的工藝技術改造,對氯化鈣的工藝控制取得了良好的效果。
1 鹽酸深度解析的原理
濃鹽酸進行常規解析時,氯化氫氣體并不會完全析出,而是脫析到質量分數20%~24%后,氯化氫與水的二元體系達到氣液相平衡,并且保持不變。此時,通過添加特殊助劑-氯化鈣,按照一定比列混合,降低了稀鹽酸的共沸點,打破了水與氯化氫的二元相平衡,此時繼續加熱就能解析出大量的氯化氫氣體,從而得到質量分數小于2%的含汞廢水。在此過程中,特殊助劑-氯化鈣的用量極為關鍵,也是控制整個工序正常運行的關鍵指標之一。
2 鹽酸深度解析的工藝流程
來自常規解析濃度為20%~24%稀酸與已配置好的濃度為45%左右的濃氯化鈣溶液按照1∶2~1∶3的比例混合后進入原液配置釜,在原液配置釜中充分混合后,由泵輸送至破解塔上部進入破解塔,與來自再沸器的高溫氯化氫和水蒸氣在塔內逆流傳熱,在塔頂得到含飽和水蒸氣的氯化氫氣體,含飽和水蒸氣的氯化氫氣體再經過一、二級冷卻器冷卻除水和尾氣緩沖罐后得到純度≥98%的氯化氫氣體,由管道送出界區,冷卻器底部產生的冷凝酸回流至原液配置釜。在破解塔底得到含微量HCl的稀氯化鈣溶液通過氣動閥調節進入閃蒸罐,通過壓力驟變釋放出飽和水蒸氣,為使氯化鈣溶液的濃度滿足工藝需要,再用閃蒸再沸器進一步加熱提濃得到濃氯化鈣溶液,通過氣動閥調節進入溢流罐循環使用。由閃蒸罐蒸發出的水蒸氣經過冷卻器冷卻后得到濃度≤2%的稀酸溶液,后再通過廢水泵送合成水洗塔循環使用,常規鹽酸解析工藝流程框圖見圖1。
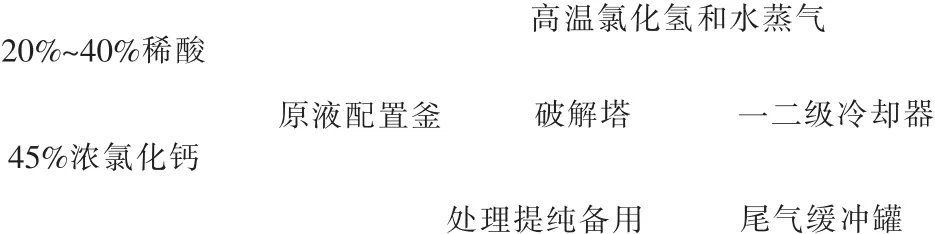
圖1 常規鹽酸解析工藝流程框圖
3 深度解析系統中氯化鈣流失的探究與分析
3.1 鹽酸深度解析系統中氯化鈣流失的原因分析
使用電石法工藝生產PVC過程中產生的副產鹽酸大多含有SO,隨著系統的運行,在受熱蒸發表面上,水受熱成為水蒸氣,混合液中溶解的CaSO4會不斷析出,一部分主要沉積在再沸器受熱表面上,一部分隨著氯化鈣溶液流到其他地方[1]。整個系統中造成氯化鈣流失的主要原因是因為隨著固體CaSO4的增加,在系統各個部分析出,沉積在設備及管路底部,嚴重影響裝置的正常運行。該公司按照國家控制標準SO含量≤3×10-4,與氯化鈣混合后生產CaSO4。100℃時,CaSO4在水中溶解度為0.162~0.2 g/L,隨著鹽酸水分的不斷蒸發,SO在混合液中的濃度不斷增加累積,當超過溶解度時,就會在系統中析出,形成固體難溶物CaSO4,溫度越高越有利于生成CaSO4,尤其是在系統的受熱面上,并且,隨著運行時間的延長越積越多,堵塞設備管道,使得系統無法正常運行,被迫停車清理,增加生產成本。
3.2 固體CaSO4析出的影響
再沸器使用過程中出現蒸汽壓力波動,再沸器氣相出口溫度波動的情況。蒸汽壓力波動的主要原因是再沸器蒸汽出口疏水閥過小,造成蒸汽冷凝水不能及時排出,在再沸器殼程內積聚,進入再沸器的蒸汽與蒸汽冷凝水產生碰撞導致蒸汽壓力波動,加劇CaSO4的析出,影響再沸器的使用壽命。
3.3 再沸器液相進口管的影響
再沸器液相進口管的管徑也會影響系統運行。管徑過小,虹吸量不夠,氯化鈣溶液濃度達到正常生產所需要的濃度,必須增加再沸器的蒸汽通量,升高再沸器的溫度,溫度越高,固體CaSO4越容易析出。
4 深度解析系統中氯化鈣流失處理措施
在整個系統裝置內,隨著氯化鈣的流失,也將產生大量CaSO4及其他無機鹽,且濃度相對較大,并且不斷在系統循環液中逐漸析出,主要以CaSO4的形式存在于設備與設施中,如管路上調節閥、再沸器受熱面混合器等,且極易結垢,將部分管道及設備沉積、堵塞后,極難清理,最終影響整個系統的正常運行。
4.1 再沸器氣相、液相管徑的改造
為了防止再沸器蒸汽壓力波動,將再沸器蒸汽氣相出口管管徑由原來的DN50改為DN80,原有的DN50的疏水閥改為DN80的疏水閥,及時將再沸器內的蒸汽冷凝水排出。為了降低再沸器氣相出口溫度,將原有再沸器DN80的液相進口管改為DN125,增大虹吸量,降低再沸器溫度。
4.2 對混合前鹽酸原液的處理
對進入深度解析系統的鹽酸進行預處理,使鹽酸中SO的含量在3×10-4以下。這樣可以使鹽酸中的SO含量達標并嚴格控制SO在裝置中的殘留與反應。解決的方法一般是在鹽酸中加入一定量的氯化鋇溶液,使混合前鹽酸原液得到了預處理,防止氯化鈣將鹽酸中SO沉積。
4.3 加裝氯化鈣流量與溫度控制系統
鹽酸與氯化鈣混合后生成CaSO4的過程中,溫度越高,SO在混合液中的濃度越高,因此嚴格控制溫度對氯化鈣的流失控制至關重要,因此,加裝了二次溫度傳感裝置并采用雙冗余控制,同時對氯化鈣流量的控制采用串級的重要控制,整個系統加裝流量報警、溫度報警,以此來預防控制氯化鈣的流失。氯化鈣流量串級控制系統工藝流程及方塊示意圖見圖2。
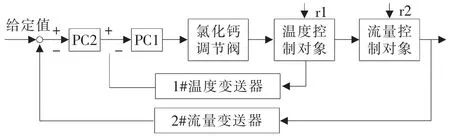
圖2 氯化鈣流量串級控制系統工藝流程及方塊示意圖
4.4 增加系統中氯化鈣與硫酸鈣檢測頻次
檢測頻次由每4小時檢測1次,加至1~2小時1次,對于解析工序中的氯化鈣與硫酸鈣的控制也起到了一定的預防與嚴格監控的作用。
5 結語
該公司自進行工藝改造后,氯化鈣使用量由原來的1 t/周,減少到0.5t/月。平均連續運行時間由原來的1個月延長至現在的5個月,在減輕工人勞動強度,而且降低了生產成本,保證了生產正常穩定的運行。
[1]常志東,喬宇陽.鹽酸深度解析運行過程中影響裝置運行周期的因素及改造.河北化工,2011,34(10):41-43.
猜你喜歡
工業設計(2022年8期)2022-09-09 07:43:20
軍民兩用技術與產品(2021年10期)2021-03-16 06:05:30
北京測繪(2020年12期)2020-12-29 01:33:58
裝備制造技術(2019年12期)2019-12-25 03:06:46
制造技術與機床(2019年10期)2019-10-26 02:47:06
中國洗滌用品工業(2019年4期)2019-05-11 09:27:34
鐵道通信信號(2018年5期)2018-06-28 03:06:24
家庭影院技術(2017年9期)2017-09-26 03:41:45
知識經濟·中國直銷(2017年5期)2017-06-15 20:28:19
通信電源技術(2016年6期)2016-04-20 06:21:32