應(yīng)用于冷軋機(jī)組入口雙通道的全自動(dòng)機(jī)器人拆捆設(shè)備開(kāi)發(fā)與研究
2018-05-31 09:05:17盧華陽(yáng)
機(jī)電信息 2018年15期
盧華陽(yáng)
(上海寶信軟件股份有限公司,上海201900)
0 引言
隨著機(jī)器人技術(shù)的發(fā)展,工業(yè)六軸機(jī)器人在鋼鐵企業(yè)的應(yīng)用也越來(lái)越多。由于靈活性與可靠性高,工業(yè)六軸機(jī)器人可以代替人在鋼鐵企業(yè)很多高溫、高粉塵及安全風(fēng)險(xiǎn)高的惡劣環(huán)境下作業(yè),避免了現(xiàn)場(chǎng)危險(xiǎn)源對(duì)人體的傷害,同時(shí)還可以提高勞動(dòng)效率,提升產(chǎn)品質(zhì)量。工業(yè)六軸機(jī)器人在鋼廠很多區(qū)域已經(jīng)有很好的應(yīng)用,例如在煉鋼區(qū)域采用機(jī)器人加渣裝置自動(dòng)將保護(hù)渣均勻地散布到連鑄結(jié)晶器內(nèi),熱軋區(qū)域采用機(jī)器人攜帶噴號(hào)設(shè)備,在高溫鋼卷的端面上噴寫鋼卷數(shù)據(jù)信息,冷軋區(qū)域鍍鋅機(jī)組采用撈渣機(jī)器人自動(dòng)清除鋅鍋表面浮渣,磨輥車間應(yīng)用機(jī)器人進(jìn)行軋輥上下料等等[1-6]。
在冷熱軋、硅鋼、不銹鋼等生產(chǎn)機(jī)組入口區(qū)域,來(lái)料鋼卷在上開(kāi)卷機(jī)前要先拆除捆扎在鋼卷上的鋼捆帶。目前國(guó)內(nèi)很多鋼鐵企業(yè)仍然是人工拆除捆帶,勞動(dòng)強(qiáng)度大,效率較低,存在捆帶彈出、帶鋼劃傷等安全風(fēng)險(xiǎn),且剪斷的捆帶也不易于收集。此外,還有部分企業(yè)使用傳統(tǒng)機(jī)械式拆捆設(shè)備,則存在功能單一且不夠靈活等缺點(diǎn),尤其是當(dāng)機(jī)組入口是雙通道上卷時(shí),往往需要兩套拆捆設(shè)備。
本文根據(jù)某冷軋機(jī)組入口現(xiàn)場(chǎng)工藝要求,開(kāi)發(fā)與研究全自動(dòng)機(jī)器人拆捆帶設(shè)備,利用工業(yè)六軸機(jī)器人的特點(diǎn),通過(guò)增加移動(dòng)第7軸,可方便地對(duì)兩個(gè)通道上的鋼卷進(jìn)行拆捆,實(shí)現(xiàn)鋼卷帶頭定位,并自動(dòng)收集拆除后的廢捆帶,總投資成本較低。
1 拆捆工藝分析
1.1 工藝參數(shù)
某冷軋機(jī)組入口為雙通道開(kāi)卷,鋼卷為臥卷,卷芯朝向與運(yùn)行方向平行,開(kāi)卷方向?yàn)轫槙r(shí)針(運(yùn)行方向看),外徑范圍1 000~2 200 mm,帶鋼寬度900~1 700 mm,帶鋼厚度0.5~2.3 mm,機(jī)組上卷速度為最小5 min/卷。每個(gè)通道有4個(gè)工位,其中1#~2#鞍座為天車上卷工位,3#地輥為拆捆工位。鋼卷捆帶參數(shù)如表1所示,入口打捆帶鋼卷示意圖如圖1所示。
1.2 功能需求
自動(dòng)拆捆設(shè)備需能夠分別對(duì)兩個(gè)上卷通道地輥鞍座上的鋼卷進(jìn)行剪捆作業(yè),且剪斷的捆帶需要進(jìn)行自動(dòng)收集。鋼卷帶頭在上道工序通常定位在7點(diǎn)鐘左右位置(從入口方向看),但整個(gè)轉(zhuǎn)運(yùn)過(guò)程中會(huì)發(fā)生偏移甚至將帶頭朝向弄反,所以上卷前需要人工確認(rèn)。因此對(duì)自動(dòng)拆捆設(shè)備的功能需求總結(jié)如下:(1)可拆除兩個(gè)上卷通道地輥工位的鋼卷上的鋼捆帶;(2)可自動(dòng)識(shí)別捆帶數(shù)量并準(zhǔn)確定位捆帶位置;(3)可自動(dòng)識(shí)別鋼卷帶頭位置及判斷帶頭朝向,并控制地輥旋轉(zhuǎn)鋼卷,將帶頭定位在7點(diǎn)鐘位置;(4)可自動(dòng)收集捆帶并方便運(yùn)輸;(5)單個(gè)鋼卷作業(yè)周期小于5 min。

表1 鋼卷捆帶參數(shù)
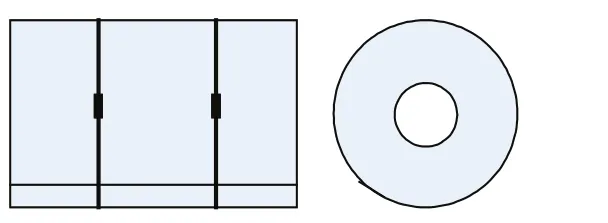
圖1 入口打捆帶鋼卷示意圖
2 設(shè)備設(shè)計(jì)和控制原理
2.1 方案布置
由于機(jī)組入口為雙通道,采用一套工業(yè)六軸機(jī)器人,通過(guò)在移動(dòng)第7軸導(dǎo)軌上行走,分別對(duì)每一個(gè)通道上的鋼卷進(jìn)行拆捆作業(yè)。入口機(jī)器人自動(dòng)拆捆機(jī)的主要設(shè)備如下:(1)工業(yè)六軸機(jī)器人及控制器;(2)移動(dòng)第7軸導(dǎo)軌機(jī)構(gòu);(3)PLC控制系統(tǒng);(4)捆帶回收裝置;(5)剪捆夾具頭;(6)液壓系統(tǒng);(7)機(jī)旁操作盤(含觸摸屏);(8)安全門鎖及報(bào)警燈。
現(xiàn)場(chǎng)設(shè)備布置如圖2所示,移動(dòng)導(dǎo)軌機(jī)構(gòu)安裝在機(jī)組入口3#工位的中間區(qū)域,機(jī)器人固定在移動(dòng)導(dǎo)軌上,移動(dòng)范圍可以覆蓋1號(hào)通道或2號(hào)通道地輥上鋼卷的拆捆作業(yè)。捆帶回收裝置固定在地面,位于機(jī)器人正前方,便于兩邊的捆帶拆除后放入。機(jī)器人工作區(qū)域用安全護(hù)欄隔離,進(jìn)入護(hù)欄需通過(guò)裝有安全鎖的門,PLC控制柜、機(jī)器人控制器及機(jī)旁操作盤則安裝在安全護(hù)欄外。
2.2 主要設(shè)備
2.2.1 工業(yè)六軸機(jī)器人
由于鋼卷規(guī)格相差大(外徑1 000~2 200 mm,寬度900~1 700 mm),自動(dòng)拆捆設(shè)備工作范圍要大,因此主機(jī)械執(zhí)行機(jī)構(gòu)選用ABB工業(yè)六軸機(jī)器人IRB6700-150/3.2,手臂臂長(zhǎng)為3.2 m,負(fù)載為150 kg,如圖3所示。

圖2 設(shè)備布置示意圖

圖3 機(jī)器人作業(yè)范圍示意圖
2.2.2 移動(dòng)導(dǎo)軌機(jī)構(gòu)
機(jī)器人移動(dòng)導(dǎo)軌機(jī)構(gòu)采用伺服電機(jī)驅(qū)動(dòng),齒輪齒條傳動(dòng),通過(guò)化學(xué)螺栓固定在基礎(chǔ)地面上,機(jī)構(gòu)總長(zhǎng)5.2 m,導(dǎo)軌上有固定機(jī)器人的移動(dòng)平臺(tái),移動(dòng)范圍可達(dá)3.6 m,保證機(jī)器人可以移動(dòng)到兩端,實(shí)現(xiàn)對(duì)兩個(gè)通道上的鋼卷進(jìn)行拆捆作業(yè)。
2.2.3 剪捆夾具頭
剪捆夾具頭固定在機(jī)器人第6軸法蘭盤上,安裝有一副夾鉗和剪刀,外形如圖4所示。機(jī)器人攜帶剪捆夾具頭可以檢測(cè)鋼卷帶頭和捆帶位置,并壓靠在鋼卷上,先用夾鉗將捆帶鏟起并夾住,再用剪刀將捆帶剪斷,然后夾著捆帶由機(jī)器人移動(dòng)放置在回收裝置內(nèi)。
2.2.4 捆帶收集裝置
捆帶收集裝置可將捆帶卷起并壓縮成型,并自動(dòng)落在廢料斗中,如圖5所示。機(jī)器人將剪斷捆帶之后,將捆帶放置在回收裝置的槽內(nèi),隨后兩側(cè)氣缸推動(dòng)壓靠裝置前進(jìn)到位,旋轉(zhuǎn)電機(jī)轉(zhuǎn)動(dòng),通過(guò)檢測(cè)裝置,根據(jù)捆帶的長(zhǎng)度轉(zhuǎn)動(dòng)一定圈數(shù)后停止。上方液壓驅(qū)動(dòng)的壓緊裝置啟動(dòng),將卷起的捆帶壓緊,并推落至下方廢料斗。

圖4 剪捆夾具頭

圖5 捆帶收集裝置
2.3 電氣設(shè)計(jì)
全自動(dòng)拆捆帶設(shè)備采用西門子S7-300系列PLC為主控制器,內(nèi)部采用Profibus-DP總線進(jìn)行通信,DP子站有現(xiàn)場(chǎng)操作盤、伺服控制器及機(jī)器人控制柜。
全自動(dòng)拆捆設(shè)備PLC系統(tǒng)采用硬線IO的方式與L1進(jìn)行安全聯(lián)鎖以及地輥控制。拆捆機(jī)自動(dòng)運(yùn)行中,當(dāng)檢測(cè)到帶頭時(shí),通過(guò)L1控制地輥正轉(zhuǎn)或反轉(zhuǎn),調(diào)整到帶頭被壓住。采用TCP/IP的方式連接到主線L1網(wǎng)絡(luò),與L1建立通信鏈路,獲取生產(chǎn)鋼卷信息,以便進(jìn)行鋼卷外形尺寸的核對(duì)。系統(tǒng)網(wǎng)絡(luò)圖如圖6所示。
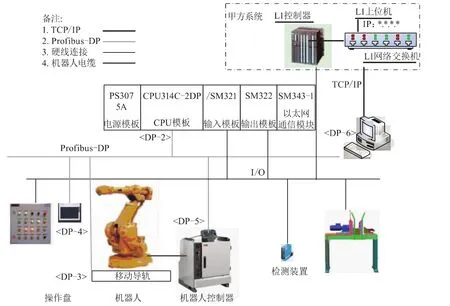
圖6 系統(tǒng)網(wǎng)絡(luò)圖
2.4 控制流程
當(dāng)鋼卷到達(dá)某一個(gè)通道3#拆捆工位時(shí),機(jī)組L1“運(yùn)卷小車鎖住”和“開(kāi)始拆捆”信號(hào)發(fā)送給全自動(dòng)拆捆設(shè)備PLC系統(tǒng),當(dāng)所有啟動(dòng)條件都滿足時(shí),設(shè)備啟動(dòng)自動(dòng)拆捆作業(yè)。
機(jī)器人首先從待機(jī)位移動(dòng)到導(dǎo)軌上對(duì)應(yīng)的拆捆位置。隨后機(jī)器人攜帶剪捆夾具頭移動(dòng)到鋼卷正上方,通過(guò)裝置中的激光測(cè)距傳感器檢測(cè)鋼卷的外徑、寬度,并與理論值進(jìn)行復(fù)核,如超過(guò)偏差范圍,則報(bào)警提示。
然后發(fā)送命令讓地輥?lái)槙r(shí)針轉(zhuǎn)動(dòng),同時(shí)檢測(cè)監(jiān)控鋼卷帶頭,當(dāng)檢測(cè)到帶頭時(shí),首先判斷是否反向,如果不是,地輥繼續(xù)轉(zhuǎn)動(dòng)一定的圈數(shù)(通過(guò)卷徑大小計(jì)算出轉(zhuǎn)動(dòng)到7點(diǎn)鐘方向所需的圈數(shù)),將帶頭調(diào)整到7點(diǎn)鐘位置,正好被鋼卷壓在地輥輥?zhàn)犹帯H玟摼硇D(zhuǎn)一圈后未檢測(cè)到帶頭,可再旋轉(zhuǎn)一圈,如兩圈內(nèi)未檢測(cè)到帶頭,則報(bào)警提示。
機(jī)器人開(kāi)始檢測(cè)鋼卷周向捆帶的數(shù)量及位置,隨后定位到捆帶位置并拆剪,然后將剪斷的捆帶夾送至回收裝置內(nèi)。啟動(dòng)回收裝置,通過(guò)電機(jī)旋轉(zhuǎn)將捆帶卷曲,并通過(guò)液壓油缸將卷好的捆帶壓縮成型。回收裝置內(nèi)的托舉裝置退回,壓實(shí)的捆帶直接掉落在廢料斗內(nèi),人工定期清理廢料斗即可。
具體控制流程如圖7所示。

圖7 控制流程圖
3 實(shí)現(xiàn)與驗(yàn)證
該機(jī)器人自動(dòng)拆捆設(shè)備設(shè)計(jì)開(kāi)發(fā)完成后,經(jīng)過(guò)所內(nèi)長(zhǎng)時(shí)間疲勞測(cè)試,隨后安裝到現(xiàn)場(chǎng)運(yùn)行一段時(shí)間,實(shí)現(xiàn)了雙通道鋼卷的拆捆、帶頭定位及朝向判斷功能,收集的廢捆帶也便于運(yùn)輸,全自動(dòng)拆捆作業(yè)率達(dá)到99.5%,基本取代了人工拆捆作業(yè)。對(duì)于單根捆帶的鋼卷,整個(gè)作業(yè)周期小于2 min(含地輥轉(zhuǎn)動(dòng)時(shí)間),兩根捆帶作業(yè)周期不超過(guò)2′40″,滿足現(xiàn)有生產(chǎn)節(jié)奏,達(dá)到了預(yù)期的效果。現(xiàn)場(chǎng)照片如圖8所示。
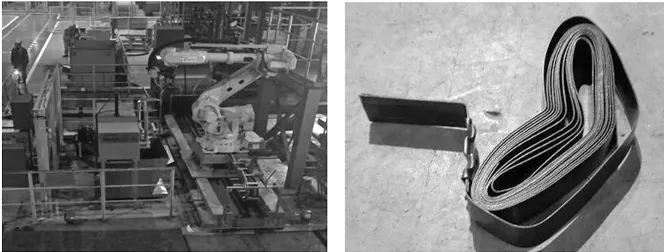
圖8 設(shè)備及收集后的捆帶照片
4 結(jié)語(yǔ)
該機(jī)器人全自動(dòng)拆捆設(shè)備采用一套機(jī)器人,通過(guò)移動(dòng)第7軸,即實(shí)現(xiàn)了對(duì)雙通道鋼卷的拆捆作業(yè),可取代人工對(duì)入口來(lái)料鋼卷進(jìn)行自動(dòng)拆捆、廢捆收集、帶頭定位及規(guī)格復(fù)核等工作,不僅降低了工人勞動(dòng)強(qiáng)度,提高了生產(chǎn)效率,而且避免了捆帶彈出、工人被帶鋼劃傷等安全風(fēng)險(xiǎn),同時(shí)降低了設(shè)備的投資成本。
利用工業(yè)六軸機(jī)器人的靈活與可靠性,該設(shè)備非常適用于機(jī)組入口來(lái)料復(fù)雜的工況,如卷徑、寬度變化大,捆帶數(shù)量、位置不確定,帶頭位置不固定等情況,可廣泛應(yīng)用于鋼鐵企業(yè)冷軋機(jī)組的入口區(qū)域。同時(shí),對(duì)于入口區(qū)域其他的作業(yè)需求,如端部缺陷檢查、來(lái)料信息識(shí)別等,今后該設(shè)備也可以非常方便地增加相應(yīng)的裝置進(jìn)行功能擴(kuò)展。
[1]劉需,劉天武,梁媛媛.工業(yè)機(jī)器人在冷軋廠的應(yīng)用及前景概述[J].河北冶金,2018(2):52-55.
[2]楊龍勝,陸洪周,倪濤,等.工業(yè)機(jī)器人在連鑄系統(tǒng)中的應(yīng)用[J].機(jī)電信息,2013(9):58-59.
[3]田利鋒,聶朝輝,張桂蕓.ABB噴涂機(jī)器人在連鑄連軋廠的應(yīng)用[J].電氣時(shí)代,2013(5):80-81.
[4]陳墨.機(jī)器人在冷軋廠鋅鍋?zhàn)詣?dòng)撈渣設(shè)計(jì)中的應(yīng)用[J].黑龍江科技信息,2017(4):155.
[5]魏會(huì)芳,孫首群,徐海慧[1].鋼卷自動(dòng)貼標(biāo)機(jī)的設(shè)計(jì)與研究[J].機(jī)械工程與自動(dòng)化,2015(2):126-127.
[6]俞鳴.冷軋磨輥間機(jī)器人型軋輥上下料工藝裝置的開(kāi)發(fā)[J].科技風(fēng),2016(3):4-6.
猜你喜歡
中國(guó)特種設(shè)備安全(2022年6期)2022-09-20 02:52:28
新作文·小學(xué)低年級(jí)版(2021年9期)2021-11-27 07:57:46
學(xué)生天地(2020年17期)2020-08-25 09:28:54
少年博覽·初中版(2020年6期)2020-06-12 11:42:23
經(jīng)濟(jì)技術(shù)協(xié)作信息(2018年22期)2019-01-19 03:00:18
電子制作(2018年11期)2018-08-04 03:26:08
故事大王(2016年7期)2016-09-22 17:30:08
工業(yè)設(shè)計(jì)(2016年12期)2016-04-16 02:52:00
設(shè)備管理與維修(2015年12期)2015-04-09 06:57:00
消費(fèi)者報(bào)道(2014年7期)2014-07-31 11:23:57
