X70管線鋼根焊裂紋淺析
2018-05-30 01:49:46徐占江王傳友唐元生胡善芳
金屬加工(熱加工) 2018年5期
■ 徐占江,王傳友,唐元生,胡善芳

掃碼了解更多
在長輸管線X70鋼的焊接施工中,采用纖維素焊條下向焊根焊、自保護焊絲氣體保護焊下向焊填充蓋面工藝,在直管與直管對接焊縫焊接,外觀檢查和X射線探傷均未發現裂紋。在規格為φ813mm×22.23mm直管與彎頭對接焊縫進行根焊時,發現根焊層有裂紋出現,裂紋長度30~370mm不等。裂紋出現在錯口較大的部位,裂紋表征為冷裂紋。而同材質<φ813mm的管線施焊沒有出現裂紋,這些管件壁厚與直管差別不大。
通過現場考察與X70鋼下向焊工藝分析,發現焊口兩側壁厚差別大、管內壁錯口大和焊工操作不當是導致根焊裂紋的主要原因。
1. 產生裂紋的原因分析
(1)裂紋情況分析 直管對接焊縫和直管+管件焊縫焊接采用相同的焊接工藝、相同的焊條、相同的焊工和工序,在相同的環境下進行焊接,外觀檢查與射線檢測沒有發現任何問題。
但現場實測發現,管件壁厚較厚,最大的部位超出直管15mm,且坡口處倒角不合理,直管與管件內壁有錯口現象。
纖維素焊條采用的是BOHLER FOX CEL E 6010進口焊條,E6010纖維素焊條是專門為工業設計的管道打底專用焊條,它的特點是電弧穩定、電弧吹力大、低飛濺、熔池清晰,單面焊雙面成形好,全位置焊接性好。焊工反映該焊條焊接性好,以往很少出現這么多的裂紋,即使以往出現裂紋,經打磨補焊后不會再出現裂紋。但這次的裂紋不僅出現的多,且打磨補焊后還出現,焊工隨即停止焊接該類型的焊口。
(2)焊接性分析 X70管線鋼因具有高強度、高抗動態撕裂能力、高低溫沖擊韌性,以及較高的耐壓強度,而用于天然氣長距離輸送管線。根焊裂紋的表征為冷裂紋,根據國際焊接學會推薦的碳當量計算公式,碳當量<0.40%時,表明材料的焊接性較好,具有較好的抗冷裂紋能力,X70管線鋼碳當量為0.3797。焊條和管材的化學成分如表1、表2所示。
(3)壁厚差對根焊的影響 由于管件一側壁厚大,對根焊焊縫的冷卻速度大于焊縫另一側較薄的直管段,導致該處焊縫及熱影響區脆性增大,焊縫金屬韌性不足,是導致焊縫開裂的一個因素(見圖1)。

表1 焊條化學成分(質量分數) (%)

表2 管材化學成分(質量分數) (%)
(4)焊縫錯口對根焊的影響 由于管徑較大,直管有不同程度的橢圓現象。管件端口部位在出廠時經過機械加工,端口是圓的。兩者組對時,導致管內壁錯口。由于壁厚大,即使采用機械矯正錯口,還是會出現管內壁錯口。
采用下向焊打底根焊時,管內壁局部錯口,焊工沒有在高坡口一側多做停留,導致該處焊層厚度較薄,存在應力集中現象,不足以抵抗焊縫收縮產生的拉力,導致焊縫開裂。
理想的根部焊縫成形是焊縫與母材自然圓滑過渡,不會產生應力集中現象。實際焊接中,在水平固定焊口的上半部,由于鐵液自然流淌,焊工操作不當時,會出現圖2所示的根部成形狀態,焊縫與母材交界處形成死角,導致應力集中,是產生開裂的重要因素。
綜上所述,焊口兩側壁厚差別大、管內壁錯口大和焊工操作不當三個因素綜合作用,導致根焊時焊縫裂紋出現。
2. 裂紋處理方案
經過綜合分析,擬采取以下方法進行處理。
第一,對焊縫兩側預熱100℃,以降低根焊焊縫冷卻速度,改善焊縫韌性,提高焊縫抗裂性能。
第二,根焊錯口部位時,焊工對錯口部位要加強焊層厚度的控制,在保證焊縫背面成形的同時,保證焊層厚度均勻,以減小厚度差,進而減小應力集中,降低應力對焊縫的影響。
第三,根焊完成后,經外觀檢查和滲透檢測確定沒有裂紋后,采用正常的工藝進行后續焊層的焊接直至完成。
采取以上方法,首先對出現裂紋的焊口進行返修,驗證上述方法的可行性。根據返修結果情況,經RT檢測焊縫沒有裂紋后,再在新的焊口上進行焊接措施驗證。經RT檢測焊縫沒有裂紋后將此方法用于其他焊口的焊接。
3. 焊接操作要點
根焊操作要點在于控制錯口部位根焊背面成形與焊縫形狀,正常焊縫焊接時,焊條在焊縫兩側的停留時間基本相等。
在錯口部位焊接時,焊條應在朝向外側高的焊縫一側,向坡口上多焊一些,增加此處焊縫厚度;在低的焊縫一側,焊條移動要快速準確,防止將另一側焊縫的鐵液過多的帶到這一側。這樣,盡量控制焊縫在兩側坡口厚度均勻,減少應力集中。
由于母材經100℃預熱,根焊電流要適當減小。在保證焊縫背面成形、坡口兩側熔合良好的前提下,盡量增加焊層厚度,提高焊縫抗裂能力。根焊焊接參數如表3所示。
4. 處理方案驗證
首先在現場進行焊接驗證,選擇一個有缺陷的焊口,同一個焊工施焊,采用氧乙炔火焰對焊口兩側預熱100℃。焊工加強焊縫兩側停留時間的控制,采用以往的焊接工藝進行焊接,打底根焊沒有出現裂紋,對焊縫熱焊后放置一晚上,第二天外觀檢查,沒有發現裂紋,隨后進行填充蓋面焊接完成該焊口,48h后進行RT射線檢測。
采取同樣的工藝,將其他出現裂紋的焊口進行返修處理,該焊口有三處裂紋,平焊位置裂紋長度350mm,立焊位置裂紋長度40mm,根焊后目視檢測未發現裂紋,蓋面完畢放置48h后進行RT射線檢測。
經RT無損檢測合格后,新組對一道焊口進行整口焊接驗證。按照常規的方法組對定位焊后,用兩把焊炬對焊口兩側預熱100℃,兩名焊工同時根焊打底。
根焊完畢對焊道進行打磨處理,仔細檢查焊縫表面,確認無裂紋后填充、蓋面,整個過程除必要的焊道清理,應一次連續焊接完成。
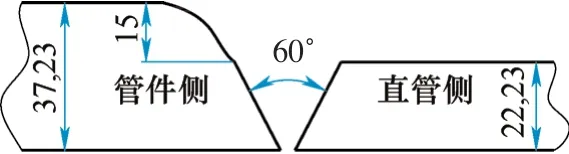
圖1 直管與管件組對示意
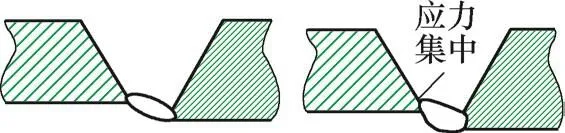
圖2

表3 根焊焊接參數
5. 結語
通過全面分析裂紋產生原因,制定正確的焊接工藝措施,加強焊工操作技能水平,是解決焊接裂紋的重要舉措。經過X射線檢測,返修焊口和新焊焊口全部合格,驗證了返修方案的正確性,為工程順利交工提供保障。
猜你喜歡
艦船科學技術(2022年13期)2022-08-11 09:29:16
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
建材發展導向(2021年6期)2021-06-09 05:57:08
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
World Journal of Diabetes(2019年7期)2019-07-23 11:52:08
制造業自動化(2017年2期)2017-03-20 14:26:13
海峽科技與產業(2016年3期)2016-05-17 04:32:12
設備管理與維修(2015年12期)2015-04-09 06:57:24
