35Mn鑄鋼件的焊接
2018-05-30 01:49:48田樹軍范喜原
金屬加工(熱加工) 2018年5期
■ 田樹軍,范喜原

掃碼了解更多
動顎板是石料破碎機(jī)的重要部件,材質(zhì)為35Mn,屬于合金鋼鑄造件,如圖1所示。由于該件在受力不勻、嚴(yán)重磨損、反復(fù)受沖擊的不良條件下工作,致使動顎板產(chǎn)生裂紋,甚至斷裂的情況經(jīng)常發(fā)生(我所在的地區(qū)石料廠很多),嚴(yán)重影響石料廠的正常生產(chǎn),同時該件價格昂貴,采購也較困難。經(jīng)化驗(yàn)得知該鑄鋼件碳當(dāng)量較高(大約0.63%),焊接性較差。焊接時如工藝方法不當(dāng),極易產(chǎn)生淬硬組織,焊后容易產(chǎn)生裂紋(有的動顎板先后焊接了4次,均產(chǎn)生裂紋)。
經(jīng)探索、試驗(yàn)采取以下焊接工藝方法,對多臺石料破碎機(jī)的動顎板進(jìn)行了焊接修復(fù),使用良好,有的已使用兩年多均未在焊接區(qū)域開裂,收到了良好的效果。動顎板形狀及常發(fā)生的裂紋部位如圖2所示。
1. 焊前準(zhǔn)備
(1)選用ZX5—400型弧焊機(jī),直流反接。
(2)選用φ4mm的E6015電焊條進(jìn)行焊接,焊條烘干溫度為350℃,保溫1.5h;選用φ4mm的D207焊條進(jìn)行表面的堆焊,增加硬度,焊條烘干溫度為250℃,保溫1.5h,隨用隨取。
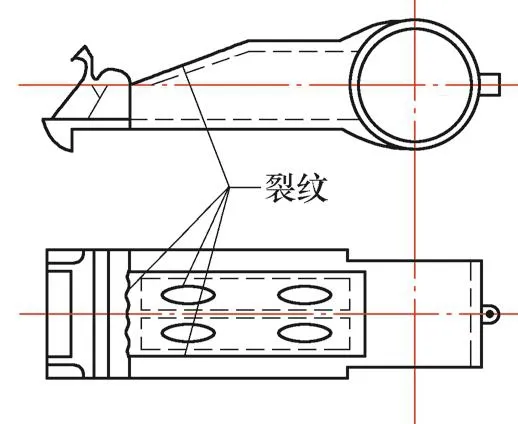
圖2 動顎板形狀及裂紋
(3)根據(jù)動鄂板裂紋的部位用氧乙炔切割方法開V形或X形坡口,并將坡口及坡口兩側(cè)60mm范圍內(nèi)的油污、鐵銹及氧化皮清理干凈,使之露出金屬光澤。
(4)焊接部位預(yù)熱溫度為150℃左右。
(5)要求定位焊縫長度≥20mm,高度≥4mm為宜,以防止產(chǎn)生裂紋。定位焊的兩端磨成緩坡狀,以利接頭。
2. 施焊
(1)E6015焊條的焊接 施焊時應(yīng)盡量減少熱輸入,減小熔合比。具體做法是:先焊過渡層,然后再采用多層多道,焊條不擺動,以直線或劃小圓圈運(yùn)條方式為宜。在保證熔合良好的情況下,焊接電流應(yīng)小些(φ4mm焊條電弧焊接電流150~160A),焊接速度快些,每焊完一道,應(yīng)立即清渣,并及時錘擊焊縫及焊縫區(qū)域,發(fā)現(xiàn)氣孔、夾渣、熔合不良等缺陷,要認(rèn)真處理后重焊。焊接過程不中斷、填滿弧坑,最后焊至離動鄂板表面2~3mm留下不焊,焊接順序如圖3所示。
(2)D207焊條的焊接 為增加動鄂板表面的耐磨性,采取硬度較高的φ4mm的D207焊條將圖3預(yù)留的2~3mm坡口進(jìn)行堆焊。焊接電流不宜太大(150A),同時在保證熔合良好的情況下,焊接速度也應(yīng)快些,堆焊時焊條不擺動,以直線運(yùn)條為宜,焊接速度要均勻,做到層與層搭接平整光滑,不得有夾渣等缺陷,熄弧時要填滿坑,防止產(chǎn)生弧坑裂紋。
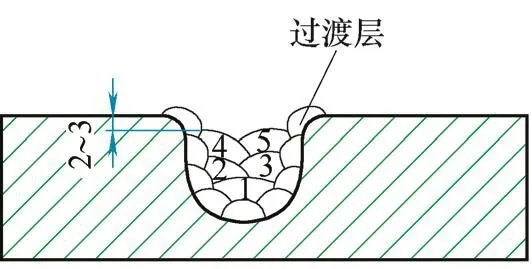
圖3 焊接順序
3. 焊后處理
為消除應(yīng)力,均衡組織,焊后及時將焊縫及附近200mm范圍用氧乙炔火焰加熱到600~700℃,立即用干燥白灰覆蓋,自然冷卻后裝機(jī)使用。
4. 效果
該焊接方法簡單,便于操作,避免了裂紋的產(chǎn)生,既達(dá)到了使用強(qiáng)度,又滿足了硬度要求,同時還節(jié)省了資金,縮短了修復(fù)工期,收到了較好的效果。
[1]范紹林. 焊工操作技巧集錦110例[M]. 北京:化學(xué)工業(yè)出版社,2012.
猜你喜歡
艦船科學(xué)技術(shù)(2022年13期)2022-08-11 09:29:16
成都信息工程大學(xué)學(xué)報(2021年4期)2021-11-22 07:44:46
建材發(fā)展導(dǎo)向(2021年6期)2021-06-09 05:57:08
裝備制造技術(shù)(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
World Journal of Diabetes(2019年7期)2019-07-23 11:52:08
制造技術(shù)與機(jī)床(2018年12期)2018-12-23 02:40:58
四川輕化工大學(xué)學(xué)報(自然科學(xué)版)(2017年3期)2017-06-29 12:00:57
制造業(yè)自動化(2017年2期)2017-03-20 14:26:13
設(shè)備管理與維修(2015年12期)2015-04-09 06:57:24
