工裝在軌道車輛鋁合金焊接變形控制技術(shù)中的應(yīng)用
2018-05-30 01:49:37高安江岳亮
金屬加工(熱加工) 2018年5期
關(guān)鍵詞:焊縫
■ 高安江,岳亮

掃碼了解更多
1. 概述
隨著我國高端裝備制造業(yè)的快速發(fā)展,軌道交通已成為我國亮麗的 “國家名片”。在鋁合金材料技術(shù)和鋁合金深加工技術(shù)的支撐下,高速列車和近一半數(shù)量的城軌車輛車體全部采用鋁合金材料制造,為實(shí)現(xiàn)車輛高速化、輕量化、綠色化提供了可靠保障。軌道車輛車體主要采用超長、超寬、超薄壁厚、復(fù)雜截面的高性能擠壓鋁型材制造而成,制造工藝主要是焊接。
焊接工藝技術(shù)對車輛的質(zhì)量以及制造成本有著很大的影響,通過提高鋁合金焊接工藝水平,可以有效提高軌道車輛的生產(chǎn)效率以及生產(chǎn)效益。鋁合金車體結(jié)構(gòu)件的焊接質(zhì)量主要包括焊縫質(zhì)量和焊接變形的控制。焊縫質(zhì)量主要靠焊接工藝來保證,而焊接變形除與焊接工藝有關(guān)外,還與焊接工裝關(guān)系巨大,合理的焊接工裝結(jié)構(gòu),不但能提高焊接質(zhì)量,而且能極大地提高焊接效率。本文將結(jié)合生產(chǎn)實(shí)際,對工裝在軌道車輛鋁合金焊接變形控制技術(shù)中的應(yīng)用進(jìn)行研究,以供行業(yè)借鑒。
2. 焊接工裝分類
鋁合金焊接工裝具有形式多樣、結(jié)構(gòu)復(fù)雜、制作周期長、投入大等特點(diǎn)。根據(jù)軌道車輛鋁合金車體部件的結(jié)構(gòu)特點(diǎn),焊接工裝大致可分為通用工裝支撐架、焊縫支撐裝置、定位及夾緊裝置、變位裝置、工藝支撐等類別。
(1)通用工裝支撐架 通用支撐架是各種焊接工裝的安裝底座或支架,是工裝的基礎(chǔ)。支撐架具備穩(wěn)固可靠、尺寸精度高、安裝位置與精度可柔性調(diào)節(jié)等特點(diǎn)。行業(yè)一般采用鋼制雙腿橫梁結(jié)構(gòu),如圖1所示。支架的立腿和橫梁一般選用方鋼管,立腿和橫梁采用法蘭加工面螺栓連接。支撐架一般通過T型螺栓固定于預(yù)埋在地下的地平臺上(地平臺上平面比車間地面高5~10mm)。支撐架橫梁的上平面和下安裝面、立腿的上下平面,經(jīng)過機(jī)械加工可以達(dá)到較高的尺寸精度。支撐架整體可以通過立柱下法蘭上的調(diào)節(jié)螺栓來微調(diào)橫梁上表面的水平度,橫梁全長平面度能夠保證在0.1mm范圍內(nèi)。支撐架的橫梁長度及支撐架高度由所使用的焊接設(shè)備和工件來確定,支撐架的數(shù)量及間隔距離排布根據(jù)工件的具體長度尺寸來確定。軌道車體大部件焊接支撐架的間距一般在800~1400mm,橫梁中間設(shè)計(jì)有工藝孔,供液壓或者氣壓管道使用。

圖1 通用工裝支撐架
(2)焊縫支撐裝置 根據(jù)車體部件的結(jié)構(gòu)形式,焊縫支撐裝置一般分為平板類支撐裝置(車體底板焊接工裝)和弧形類支撐裝置(車體頂棚或弧形側(cè)墻)。平板類支撐裝置如圖2所示。焊縫支撐裝置如圖3所示,1為鋼制連接裝置,用于支撐裝置和支撐架橫梁的連接;2為鋁制過渡裝置,過渡裝置通過螺栓緊固在1上,同時(shí)有四個調(diào)節(jié)螺栓,方便微調(diào)焊縫支撐裝置的高度;3為鋁制支撐墊塊,支撐墊塊上開有和焊縫位置對應(yīng)的凹槽,并通過銷子和2連接。1、2、3組成的焊縫支撐裝置的位置可移動調(diào)節(jié),墊塊3的高度可變換,可方便地改造為反變形工裝,如圖4所示。平板類支撐裝置的安裝位置和數(shù)量根據(jù)工件焊縫的結(jié)構(gòu)具體情況確定。此裝置結(jié)構(gòu)簡單、操作方便、柔性強(qiáng),能很好的適應(yīng)不同寬度和厚度工件的組裝、焊接,既提高了焊接工裝的重復(fù)利用率,又減少了投資成本。
弧形類支撐裝置如圖5、圖6所示,1為鋼制支撐立板,通過螺栓固定在支撐座上。2為尼龍或不銹鋼符形塊,通過螺栓和焊接固定到鋼制支撐立板上。3為鋼制支撐立板固定座,通過螺栓固定到工裝通用支撐架上。弧形支撐裝置針對特定的工件設(shè)計(jì)制作,結(jié)構(gòu)較為復(fù)雜,制造成本高,柔性差,在實(shí)際生產(chǎn)中需反復(fù)試驗(yàn)調(diào)節(jié)才能滿足生產(chǎn)需求,是焊接工裝投入最大的部分。
(3)定位及夾緊裝置 焊接工裝的定位及夾緊裝置是保證結(jié)構(gòu)件焊接尺寸精度和形狀精度的關(guān)鍵,靈活的定位及裝夾方式對提高勞動生產(chǎn)率意義重大。軌道車輛車體大部件焊接工裝定位及夾緊裝置主要包括定位單元、夾緊單元、壓緊單元、中心線測量單元等。
定位單元通常設(shè)計(jì)為對車體大部件的縱向左側(cè)或右側(cè)進(jìn)行定位,一般有機(jī)械式定位和氣動式定位兩種方式,定位單元如圖7所示。定位單元由鋁制接觸面和鋼制支架構(gòu)成,固定在支架橫梁上,安裝時(shí)要保證多個定位單元的側(cè)向位置度滿足精度要求。為了滿足定位單元的柔性需求,還開發(fā)了螺桿調(diào)節(jié)、螺母緊固的可調(diào)節(jié)定位單元,大大提高了定位單元的適用性。

圖2 平板類支撐裝置
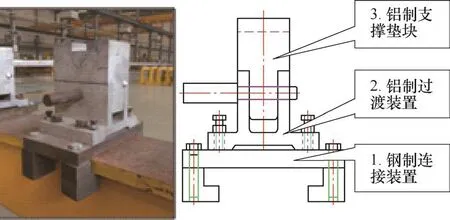
圖3 焊縫支撐裝置

圖4 附加反變形裝置

圖5 尼龍接觸符形塊車頂邊梁組焊工裝

圖6 不銹鋼接觸面頂板邊梁分體式車頂組焊工裝
夾緊單元通常分為豎向夾緊和側(cè)向夾緊,如圖8所示。一般情況下,夾緊單元和定位單元共用同一個支架,為了操作方便,通常采用氣動夾緊、螺桿調(diào)節(jié)的結(jié)構(gòu)形式。因鋁合金焊接變形較大,夾緊裝置在設(shè)計(jì)時(shí)要考慮夾緊力的強(qiáng)度要求。

圖7 定位單元

圖8 夾緊單元
壓緊單元主要是針對大寬度,縱向焊縫多且焊縫較長的底板、側(cè)墻、頂棚類部件焊接,除了寬度方向的兩側(cè)設(shè)有夾緊單元外,通常在工件中間部位、焊縫兩側(cè)布置獨(dú)立的負(fù)重塊即焊接壓鐵,壓鐵一般選用Q235方鐵或灰鑄鐵制作,如圖9、圖10所示。部分壓鐵根據(jù)需要底部壓緊面需要加工凹槽,以避開鋁型材的C型槽或T型區(qū)域。壓鐵截面尺寸一般選用170mm×170mm、200mm×200mm方鐵,重量有0.5T、1T、1.5T等規(guī)格,以滿足不同工件不同場合的焊接壓緊需要。
在車頂總組裝時(shí),為了防止各部位車頂半寬超差,保證車頂各單元部件的中心線和兩端邊梁的中心線重合,此中心線命名為車體中心線,使用中心線測量單元(見圖11、圖12)進(jìn)行檢測。測量單元設(shè)置在車頂總組裝工裝的兩端,每端一套,以工裝某平面為基準(zhǔn),調(diào)試中心線測量單元的中心線與工裝上車體中心線重合,然后固定。中心線測量單元由支架、絞繩器、若干米細(xì)鋼絲繩組成。單元部件吊運(yùn)到工裝上時(shí),從其中一端將鋼絲繩拉出,固定到另一端絞繩器上,繃緊鋼絲,將部件中心線與鋼絲繩重合,實(shí)現(xiàn)了車頂組裝時(shí)各部件中心線對中的目的。
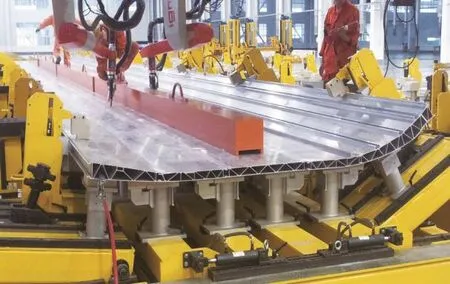
圖10 壓鐵工作示意

圖11 中心線測量單元
(4)變位裝置 對于焊縫結(jié)構(gòu)復(fù)雜,且焊槍可達(dá)性差的工件,為了提高工作效率,降低勞動強(qiáng)度,控制焊接變形,避免多次裝夾造成的變形不規(guī)律,通過回轉(zhuǎn)工件的焊接變位,拖動待焊工件,使其待焊焊縫運(yùn)動至理想位置進(jìn)行施焊作業(yè),并增加焊接時(shí)的焊槍可達(dá)性,可研發(fā)使用變位裝置。
變位裝置一般由變位機(jī)和翻轉(zhuǎn)焊接工裝組成,如圖13所示。翻轉(zhuǎn)焊接工裝的結(jié)構(gòu)形式需根據(jù)工件的實(shí)際情況設(shè)計(jì)制造,以“把焊接工作量最大的一面設(shè)計(jì)為工裝的主工作面,把立焊、仰焊等轉(zhuǎn)換為平焊或者平角焊”的原則進(jìn)行設(shè)計(jì)。同時(shí),工裝上要設(shè)計(jì)有靈活、可靠的定位和夾緊裝置。
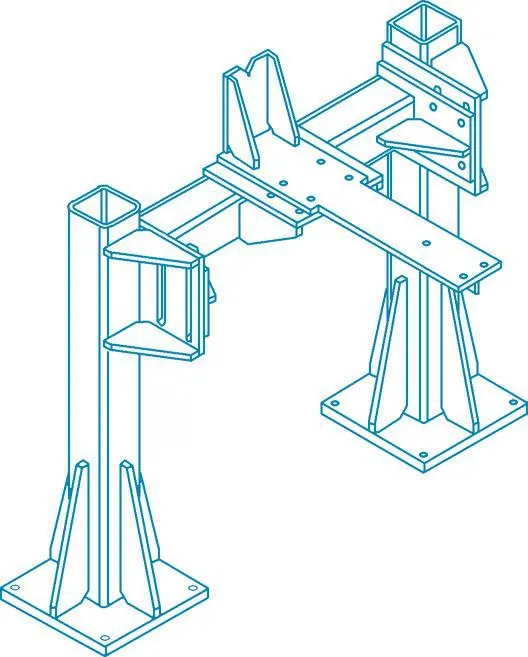
圖12 支架(固定有掛線槽)
(5)工藝支撐 對于框架類和特殊弧度類結(jié)構(gòu)件,在焊接生產(chǎn)過程中,為了保證部件制作和產(chǎn)品整體組焊的尺寸和形狀精度,經(jīng)常采用工藝支撐,如圖14所示。工藝支撐在部件焊接和整體組焊過程中一直保持在工件上,直到最終產(chǎn)品制造完成。如軌道車輛側(cè)墻的焊接,在側(cè)墻門框焊接過程中,為保證門口寬度尺寸(1380+3+0mm),在門框焊接初期便加裝工藝支撐。在整體側(cè)墻板自動焊接時(shí)加工藝支撐,保證尺寸(1680+3+2mm),在門框與整體側(cè)墻板焊接過程中保留門框工藝支撐,直至整車組裝焊接完畢,才取下工藝支撐。

圖13 側(cè)墻單元變位焊接工裝

圖14 側(cè)墻門框焊接工藝支撐
《金屬加工(熱加工)》2018年第5期廣告目次
通過工藝支撐的使用,有效地預(yù)防并控制了焊接變形,方便了下道工序的生產(chǎn)作業(yè),保證了制造精度,提高了生產(chǎn)效率。
3. 結(jié)語
鋁合金結(jié)構(gòu)件焊接變形大,焊縫質(zhì)量控制困難,研發(fā)應(yīng)用合適的工裝夾具,對提高焊接質(zhì)量和生產(chǎn)效率,意義重大。在實(shí)際生產(chǎn)過程中,應(yīng)結(jié)合工件的具體情況,根據(jù)合理的焊接順序,設(shè)計(jì)制造合適的焊接工裝。設(shè)計(jì)焊接工裝應(yīng)遵循柔性強(qiáng)、制造成本低、使用方便、穩(wěn)固牢靠為原則。同時(shí),應(yīng)加強(qiáng)焊接順序、反變形、振動時(shí)效去應(yīng)力、預(yù)熱、緩冷、新型焊接技術(shù)等焊接工藝的研究和應(yīng)用,綜合施策,提高焊接質(zhì)量和效率,以提高中國制造的能力和水平,為“中國制造2025”戰(zhàn)略的實(shí)施貢獻(xiàn)力量。
[1] 董世康,唐衡彬. 動車組鋁合金車體制造技術(shù)[J].熱加工技術(shù),2012(3):183-186.
[2] 王金金,尹德猛,胡文浩. 焊接技術(shù)在動車組鋁合金車體焊接的應(yīng)用及發(fā)展趨勢[J]. 焊接技術(shù),2013(5):6-9.
[3] 王炎金,丁國華. 鋁合金車體制造關(guān)鍵技木研究[J].焊接,2007(7):12-16.
猜你喜歡
建材發(fā)展導(dǎo)向(2021年6期)2021-06-09 05:57:08
裝備制造技術(shù)(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術(shù)與機(jī)床(2018年12期)2018-12-23 02:40:58
石家莊鐵路職業(yè)技術(shù)學(xué)院學(xué)報(bào)(2017年4期)2017-05-25 13:26:35
制造業(yè)自動化(2017年2期)2017-03-20 14:26:13
設(shè)備管理與維修(2015年12期)2015-04-09 06:57:24
機(jī)電信息(2015年3期)2015-02-27 15:54:47
機(jī)械工程師(2015年9期)2015-02-26 08:38:15
水電站機(jī)電技術(shù)(2014年4期)2014-10-13 08:30:07
