電動機鋁合金殼體機器人焊接工藝技術
2018-05-30 01:49:35張群黃春燕
金屬加工(熱加工) 2018年5期
關鍵詞:焊縫
■ 張群,黃春燕

掃碼了解更多
1. 概述
某新能源汽車電動機殼體作為冷卻機構,使用兩個鋁合金圓環套在一起,材料為6063鋁合金,圓環之間加工有冷卻液體通路,圓環兩側通過焊接方式密封。殼體結構如圖1所示,兩端臺階處為焊接部位,外部圓環直徑236mm,內部圓環直徑一端為225mm,另一端為230mm,內部圓環壁厚15mm。考慮到此類焊縫簡單單一,使用人工焊接效率低下,不僅滿足不了大批量生產的要求,而且人工焊接焊縫外觀的一致性難以保證,焊縫質量不穩定,采用機器人焊接可以解決以上問題。

圖1
采用機器人焊接,在產品焊接質量、穩定性方面具有手工焊接不可比擬的優勢,同時機器代替人的操作,大大減輕了工人的勞動強度。因此,借助我公司現有焊接機器人工作平臺,對焊接機器人的送絲系統進行更換,將原先用來焊鋼的裝置換成焊鋁的裝置(主要有送絲輪、送絲軟管、導電嘴),進行焊接工藝試驗,為后續該產品的大批量生產提供技術支持。
2. 焊接工藝試驗
(1)母材與焊接材料 根據母材的化學成分選擇適當的焊接材料,6063鋁合金的化學成分如表1所示,焊接參數如表2所示。由表1中可看出,6063鋁合金屬于AlSiMg系,強度高、加工性、耐腐蝕性良好,可使用的焊接材料有ER5356(鋁鎂系)焊絲和SAlSi—1(鋁硅系)焊絲。從資料中可以查到,焊接鋁鎂硅合金時,由于生成焊接裂紋的傾向強,一般應采用SAlSi—1焊絲;如果要求焊縫與母材顏色匹配,在結構拘束度不大的情況下,可改用鋁-鎂合金焊絲。根據殼體材料及密封要求,選擇使用SAlSi—1焊絲。

表1 6063鋁合金化學成分(質量分數) (%)
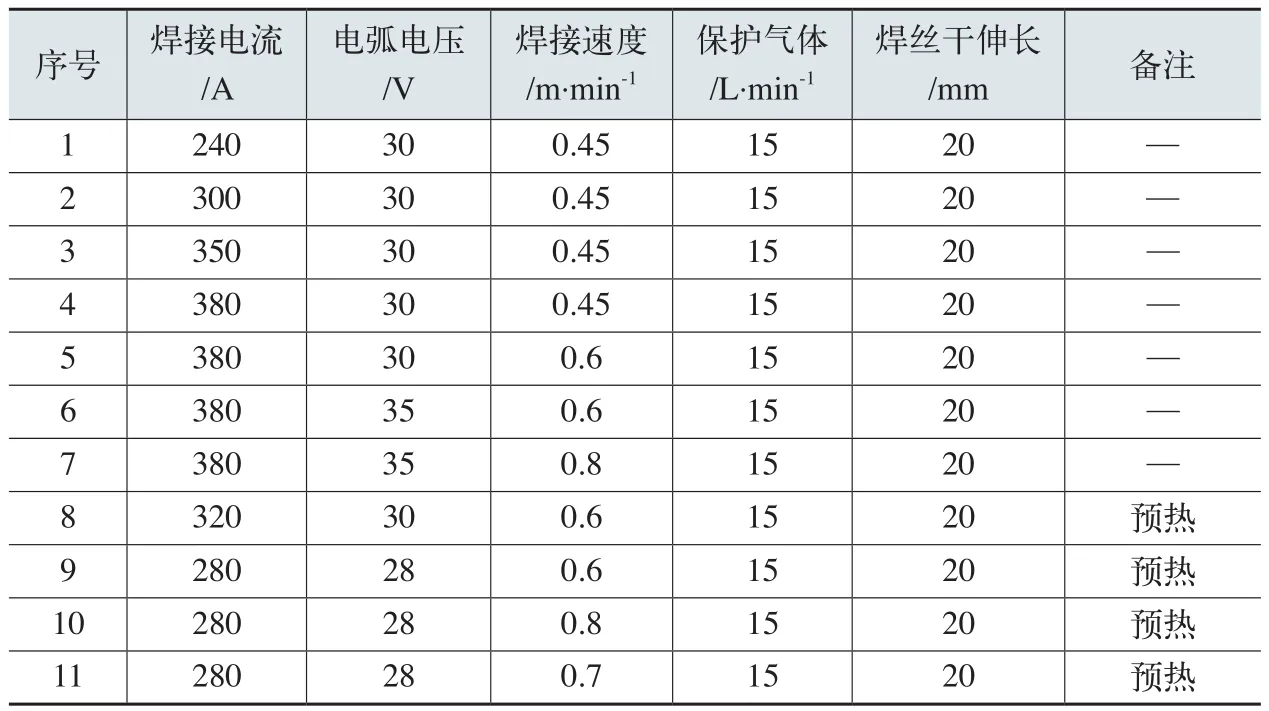
表2 焊接參數試驗
(2)焊接參數試驗 根據手工MIG焊鋁的經驗以及查閱相關資料,鋁合金MIG焊焊件一般不預熱,板厚較大時,也只需預熱起弧部位,制定焊接參數,并根據焊接情況試驗了后續數據。
(3)焊接結構設計 焊接時需要在殼體內外圓環連接臺階處填絲,分析殼體的結構形式,焊接部位臺階一端為5.5mm,另一端為3mm,通過試驗,3mm臺階焊接時總是導致焊縫金屬溢流,并且邊緣處易發生咬邊;而5.5mm臺階處能保證焊縫成形,因此需要對3mm臺階處結構進行優化設計,設計形式如圖2所示。由圖2可知,為保證焊縫一道填滿槽口,槽深開到2.5mm,槽寬和倒角通過試驗確定,試驗數據如表3所示。
3. 試驗結果及分析
(1)焊接參數確定 從表2中可以看出,前7組數據未進行預熱,通過提高焊接電流來促進熔合,后段焊縫已經出現嚴重咬邊,起弧段卻未完全熔合,于是增加預熱步驟。預熱溫度為100~200℃(見圖3),通過試驗調節參數,當使用表2最后一組焊接參數時,得到的焊縫連續,熔合良好,外觀美觀。因此確定焊接參數為焊接電流280A,電弧電壓28V,焊接速度每分鐘0.7m,保護氣體流量15L/min,焊絲干伸長20mm,起弧段預熱溫度為100~200℃。
(2)槽口尺寸確定 最開始設計槽口時未倒角,但焊接時由于焊槍角度、焊絲擺動、焊接空間等因素,焊絲在運行過程中易與上端直角處碰處,導致焊縫不連續,充氣檢漏時出現漏氣。為避讓焊絲,設計45°和60°兩種倒角,經過反復的焊接試驗,當設計槽口尺寸為序號6,即槽口寬3mm,倒角45°時,在上面確定的試驗參數下,焊接的焊縫能夠填滿槽口,熔合良好,外觀美觀。
(3)焊槍傾角確定 機器人焊接角焊縫時,焊槍傾角一般選用45°,但殼體結構焊縫臺階處僅有5.5mm寬度臺階,側面壁厚15mm,采用45°傾角不利于角焊縫成形。通過試驗確定的槽口倒角為45°,若焊絲平行于倒角,可能引起平行點火,同樣不利于焊縫成形,因此在試驗的基礎上,調整焊槍角度,使焊槍角度為35°~40°,如圖4所示。

圖2

圖3

圖4

表3 設計槽口尺寸
4. 結語
通過試驗確定的焊接參數能夠滿足此種電動機鋁合金殼體的焊接要求,焊縫一次焊接成形,外觀連續美觀,充氣檢漏效果良好。平均焊接一圈焊縫用時1min,加上裝夾、預熱,一件電動機殼體平均用時10min,能夠滿足該電動機殼體短時間大批量焊接的要求。
[1] 中國機械工程學會焊接學會.焊接手冊[M].北京:機械工業出版.
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術與機床(2018年12期)2018-12-23 02:40:58
石家莊鐵路職業技術學院學報(2017年4期)2017-05-25 13:26:35
制造業自動化(2017年2期)2017-03-20 14:26:13
設備管理與維修(2015年12期)2015-04-09 06:57:24
機電信息(2015年3期)2015-02-27 15:54:47
機械工程師(2015年9期)2015-02-26 08:38:15
水電站機電技術(2014年4期)2014-10-13 08:30:07
