整體葉輪五軸數(shù)控加工與仿真優(yōu)化研究
2018-05-22 08:35:15宋佳娜
無錫職業(yè)技術學院學報 2018年2期
楊 飛 張 虎 宋佳娜
(無錫職業(yè)技術學院 機械技術學院, 江蘇 無錫 214121)
整體葉輪是增壓裝置的核心部件,在航空、能源、水利水電、石化、汽車等領域有著廣泛的應用。為了滿足整體葉輪的動力學性能,葉片常采用大扭角、根部變圓角的結構,并需要較高的形狀精度和較好的表面質量,這都給整體葉輪的工藝設計和加工提出了較高的要求[1]。
本文以企業(yè)實際生產的某型增壓裝置的整體葉輪為例,應用CATIA軟件對整體葉輪逆向造型設計,采用Cimatron軟件編制整體葉輪的NC程序,通過 Vericut軟件進行整體葉輪的加工仿真和程序優(yōu)化,最后采用優(yōu)化后的程序在DMU60 monoBLOCK五軸數(shù)控機床上對整體葉輪進行實際加工,提高了整體葉輪的加工效率和表面質量,縮短了加工周期,降低了生產成本。
1 葉輪的設計
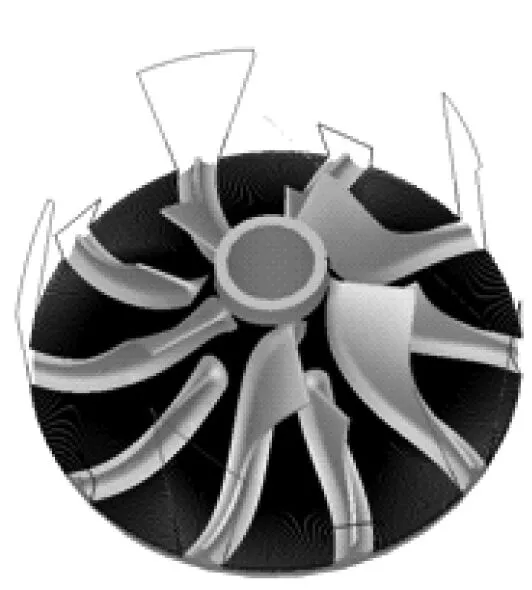
逆向技術應用計算機圖形與設計軟件,對產品快速反求設計,縮短產品研制周期,尤其對沒有原始幾何信息的零件,逆向技術往往是完成零件精確幾何造型的有效手段。整體葉輪的逆向設計流程如下:數(shù)據(jù)采集(3D掃描)、數(shù)據(jù)(點云)處理、曲線擬合、曲面擬合、實體建模,得到整體葉輪三維模型,如圖1所示。
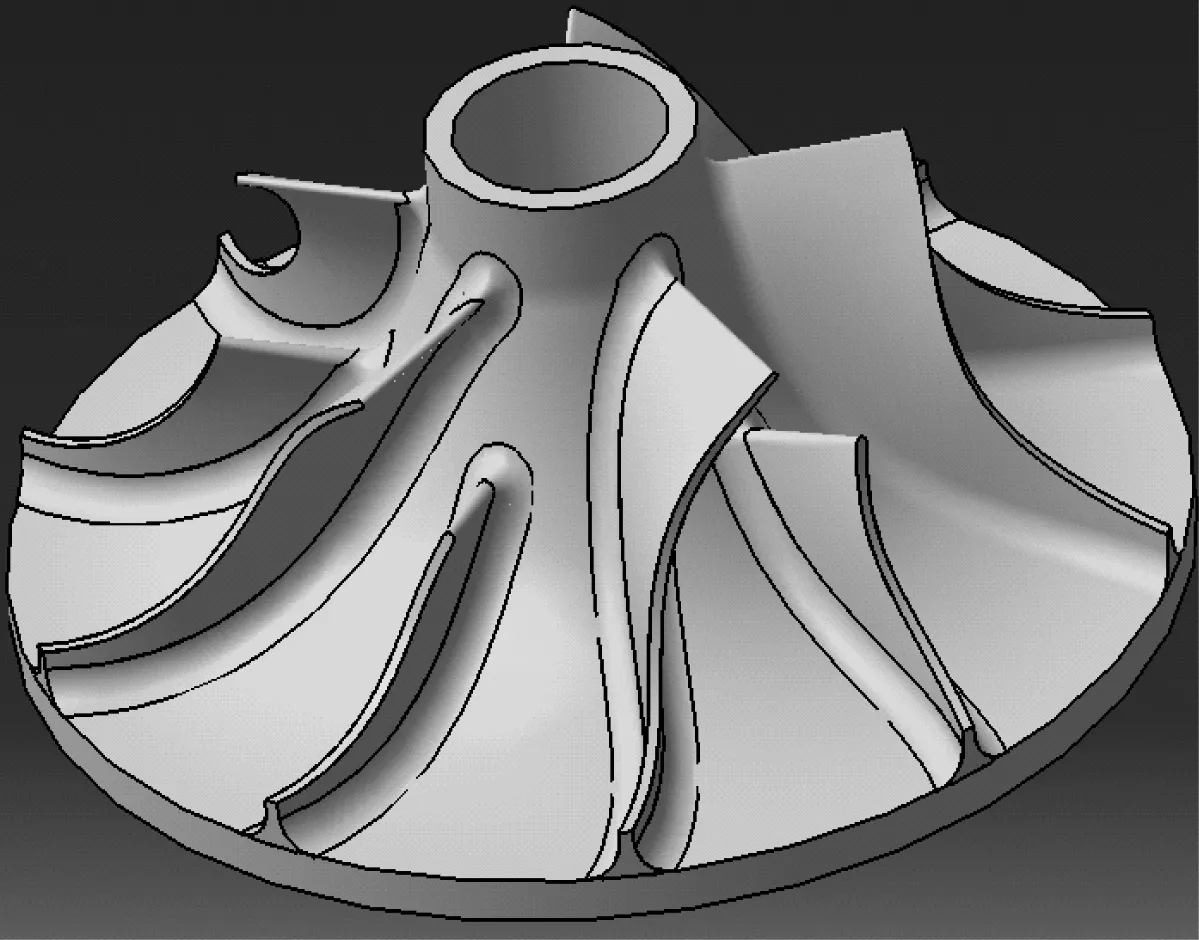
圖1 整體葉輪三維模型
2 整體葉輪的加工特點和加工工藝
2.1 整體葉輪的加工特點
文中的整體葉輪中有5片一級葉片和5片二級葉片,葉片直徑為Φ88 mm,葉片厚度為0.90 mm,葉片曲面和流道曲面之間的過渡圓角為半徑5 mm,相鄰葉片間最小距離為8.10 mm,葉片的最大投影距離為22.67 mm。在加工之前,將整體葉輪劃分為:葉輪葉片曲面、葉輪流道曲面、包覆曲面和過渡圓角,如圖2所示。
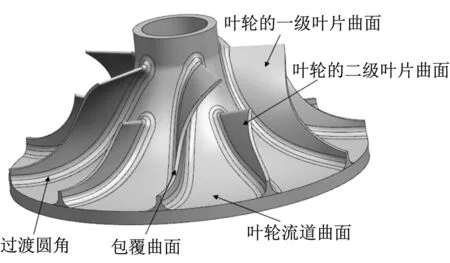
圖2 葉輪加工區(qū)域劃分
整體葉輪加工的難點在于:其葉片較薄,剛性較低,加工過程中極易發(fā)生變形;葉片曲面為自由曲面,扭曲形成倒扣面,相鄰葉片的間距較小,加工過程中極易與刀具、刀柄等發(fā)生干涉;葉輪的流道曲面狹窄,在清角加工和精加工時,刀具的直徑小、剛度低,容易折斷[2]。
2.2 整體葉輪的加工工藝分析
(1) 整體葉輪的加工方案。整體葉輪的加工區(qū)域主要是葉輪的葉片曲面和流道曲面,其加工過程分為粗加工、半精加工和精加工。
為保證葉輪的強度,選擇鍛鋁材料作為毛坯,初始毛坯選擇為Φ90 mm×200 mm的棒材;為保證葉片曲面的表面質量和形狀精度,選用五軸機床DMU60 monoBLOCK加工整體葉輪[3]。在滿足葉輪使用要求、提高加工效率的準則下,確定加工方案流程圖,如圖3所示。
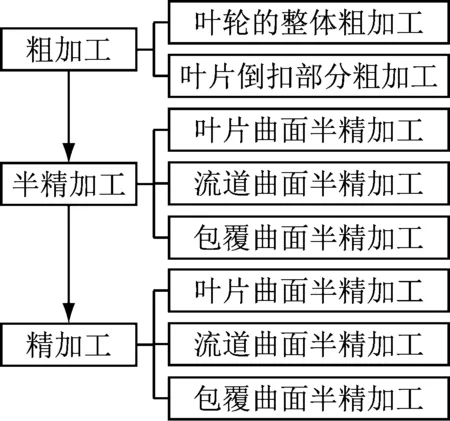
圖3 整體葉輪加工方案流程
(2) 切削參數(shù)的確定。切削參數(shù)包括:背吃刀量、進給量和切削速度。在實際的加工中,切削參數(shù)是影響零件表面質量和加工效率的重要因素。
背吃刀量一般要根據(jù)工藝系統(tǒng)的剛度確定,如機床的剛度、刀具和工件的剛性等,工藝系統(tǒng)的剛性越大,背吃刀量越大,反之則背吃刀量越小;進給量的選取要與零件的表面粗糙度適應,并兼顧其精度的要求;在保證刀具的耐用度的情況下,提高零件的表面質量和加工效率,確定合適的切削速度。同時要根據(jù)經驗、機床精度、刀具的品質、零件的材料以及加工成本等多個方面,合理調整切削參數(shù)來最終確定最優(yōu)的切削參數(shù)[4]。本文結合機床的實際應用情況及參考相關文獻[5],設定加工工藝參數(shù),見表1。
3 整體葉輪的CAM編程
在確定加工工藝后,需編制刀具軌跡,優(yōu)異的刀具軌跡可保證零件有較好的表面質量和加工效率[6]。在Cimatron中編制整體葉輪的刀路軌跡。
(1) 粗加工刀路軌跡的編制。粗加工要求去除大量的材料,本次粗加工分為葉輪的整體粗加工和葉片倒扣部分粗加工。采用Cimatron中“體積銑”的“環(huán)繞粗銑”編制整體葉輪粗加工的刀路軌跡,如圖4所示。
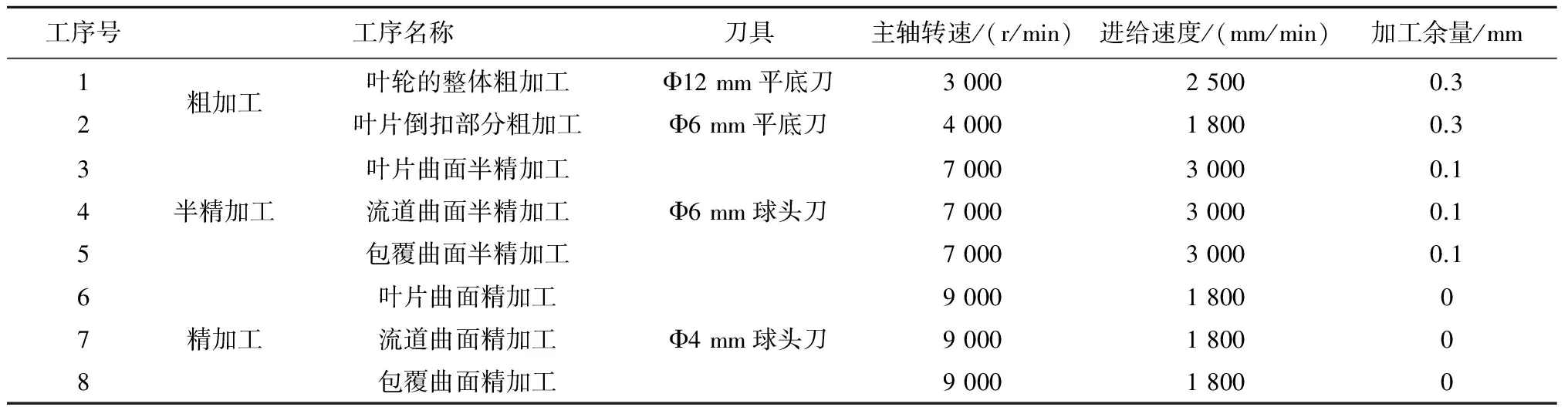
表1 整體葉輪的可參考加工參數(shù)

(2) 半精加工刀路軌跡的編制。半精加工是為了進一步去除粗加工后留下的余量,余量均勻。在Cimatron中創(chuàng)建五軸“航空銑”刀路軌跡,對葉片曲面、流道曲面和包覆曲面進行半精加工。其中葉片曲面的半精加工刀路軌跡,如圖5所示。

(3) 精加工刀路軌跡的編制。對葉輪的精加工采取五軸“航空銑”,為葉片曲面、流道曲面和包覆曲面編制精加工刀路軌跡。其中流道曲面和包覆曲面的精加工道路軌跡,如圖6所示。在Cimatron中確保生成的刀具軌跡無干涉等問題后,即可進行后置處理生成NC程序。
4 VERICUT加工仿真和程序優(yōu)化
VERICUT是一款先進的數(shù)控加工仿真軟件,具有強大的加工仿真、驗證、優(yōu)化及分析功能,能夠正確地反映在真實加工中刀具、毛坯、夾具及各軸的運動情況[7]1,可以檢測加工過程中可能存在的碰撞、干涉、過切和欠切等問題,同時還可以對NC程序進行優(yōu)化,提高加工效率,改善零件的表面質量。
五軸加工中心運動相對多樣,加工的成本較高,整體葉輪必須采用五軸聯(lián)動加工,其刀路軌跡較為復雜。為進一步確保NC程序的安全性,提高加工效率和整體葉輪的表面質量,在VERICUT中構建了DMU60 monoBLOCK五軸數(shù)控仿真平臺,對整體葉輪的NC程序進行仿真驗證及優(yōu)化,其操作流程,如圖7所示。
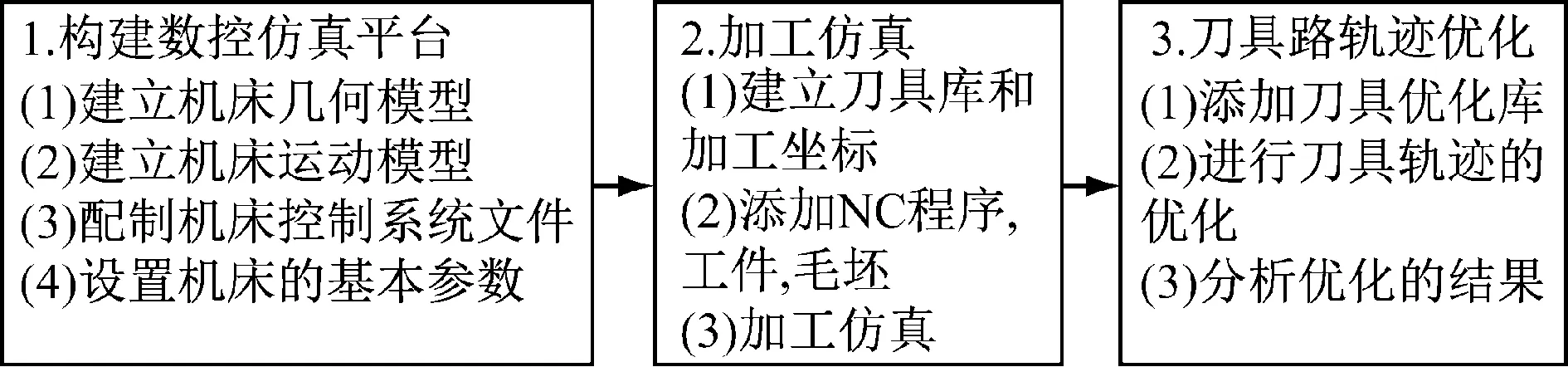
圖7 VERICUT加工仿真和刀具軌跡優(yōu)化的流程
4.1 五軸數(shù)控仿真平臺的構建
DMU60 monoBLOCK的五軸數(shù)控仿真平臺的構建包括四個步驟[7]82-83。
(1) 建立機床的幾何模型。通過實測五軸機床DMU60 monoBLOCK并在UG NX軟件中建模和裝配,得到五軸機床DMU60 monoBLOCK的三維裝配模型,如圖8所示。
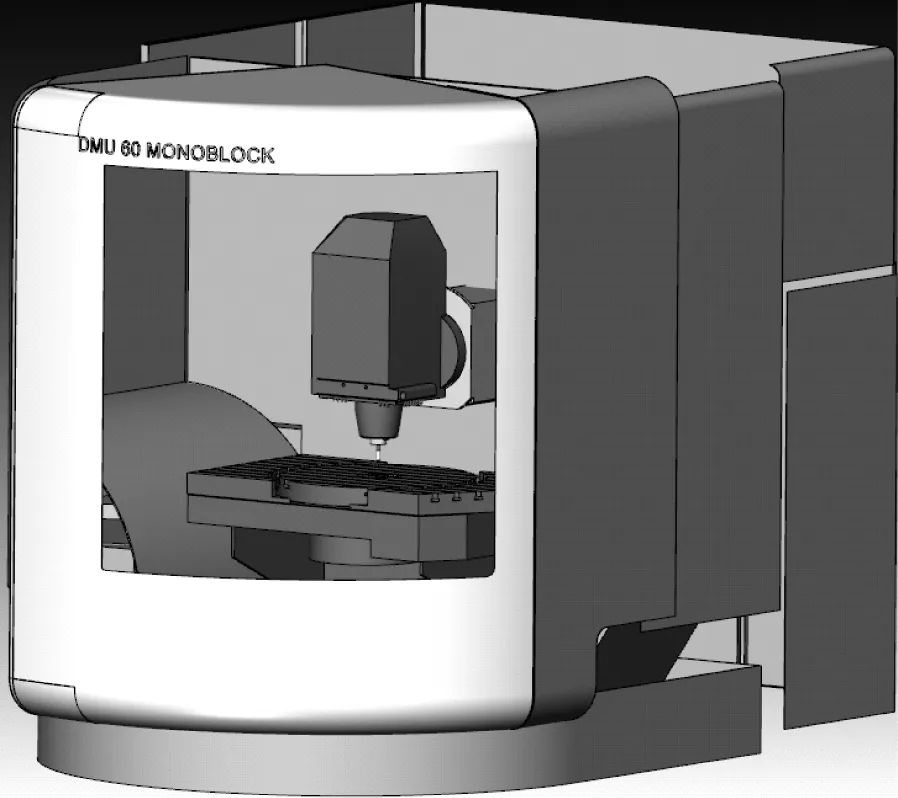
圖8 五軸機床DMU60 monoBLOCK的三維裝配模型
(2) 建立機床的運動學模型。在VERICUT中,構建DMU60 monoBLOCK的五軸數(shù)控仿真平臺的運動模型要明確各組件之間的運動關系,根據(jù)實際機床的運動確定其兩大傳動鏈,如圖9所示。
根據(jù)圖9所示的運動學關系在VERICUT中添加機床床身、三個線性軸(X軸、Y軸和Z軸)、兩個旋轉軸(B軸和C軸)、主軸、刀具以及附屬(夾具、工件和毛坯)組件,再添加相應的組件模型,DMU60 monoBLOCK運動學模型構建完成后的項目樹,如圖10所示。
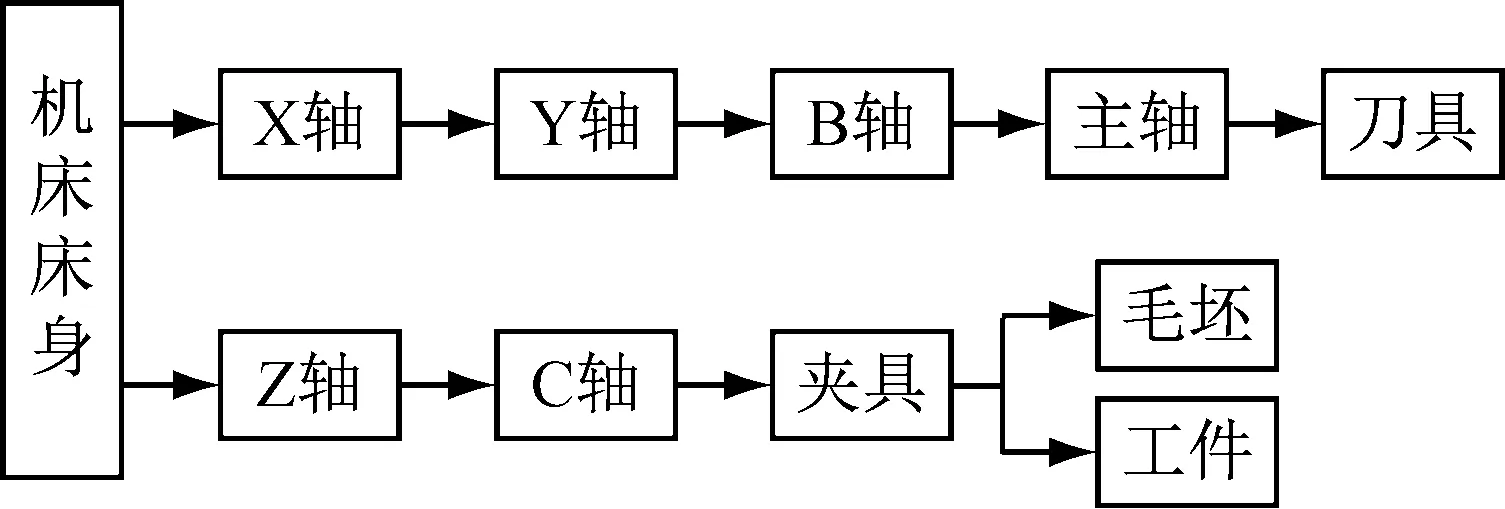
圖9 五軸機床DMU60 monoBLOCK的運動學傳動鏈
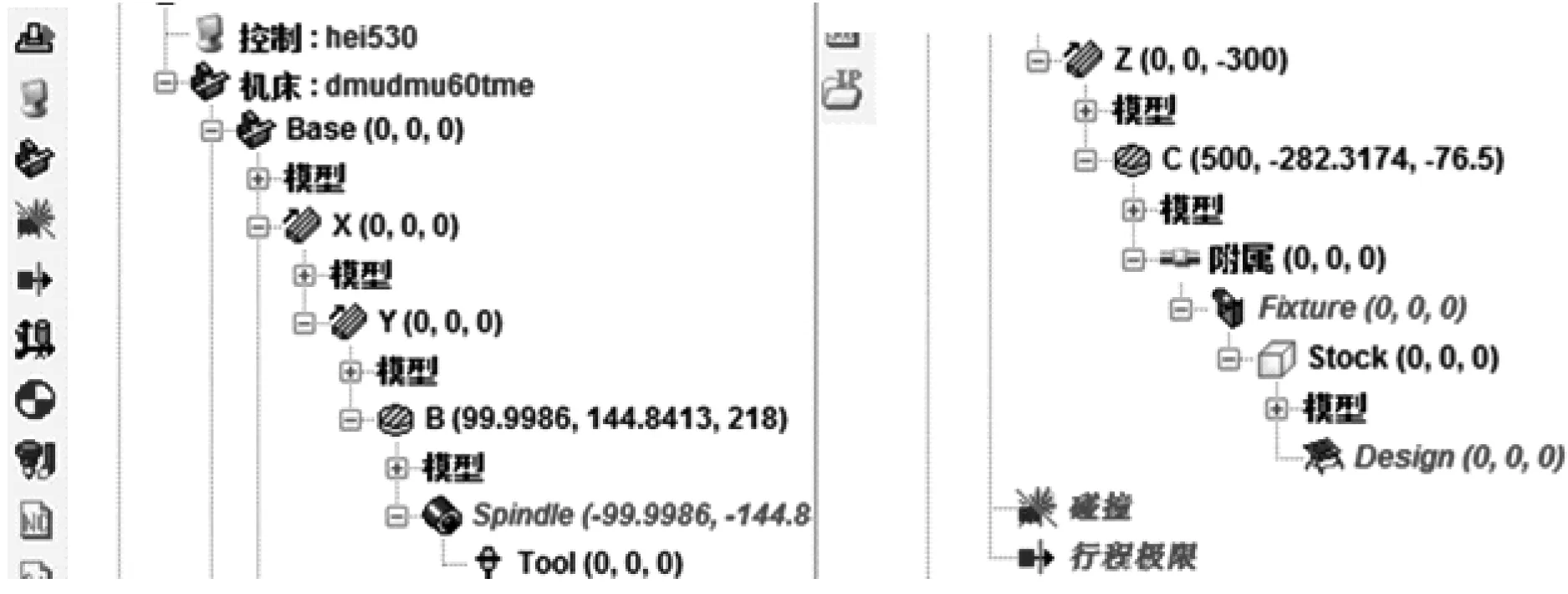
圖10 建立完成的組件樹
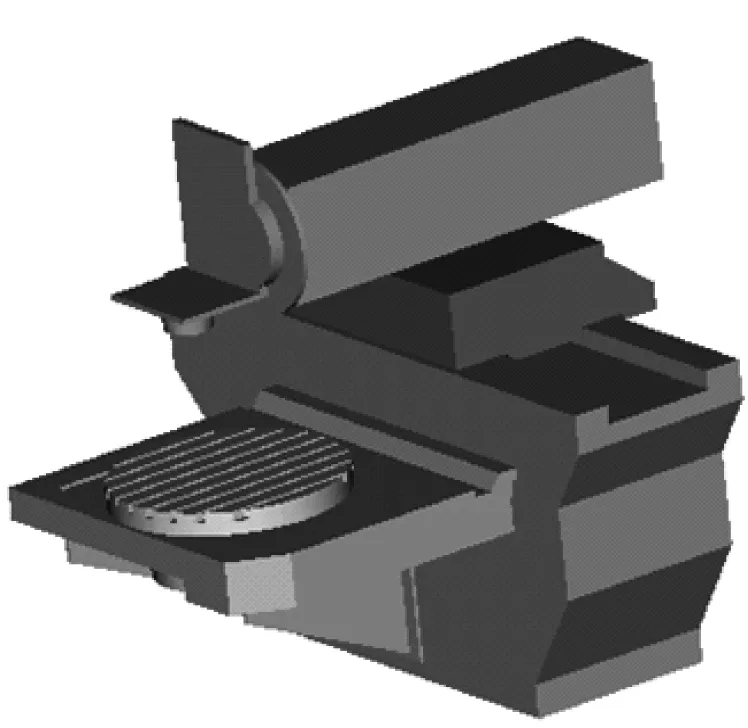
構建完成的DMU60 monoBLOCK機床的運動模型,如圖11所示。
(3) 配置機床的控制系統(tǒng)文件。選用Heidenhain iTNC530數(shù)控系統(tǒng),在“配置-文字格式”中根據(jù)機床實際運動設置關鍵字的格式,在“配置-文字/地址”中,對關鍵字進行函數(shù)和宏的匹配。
(4) 設置機床的基礎參數(shù)。包括機床的初始位置、換刀點、行程極限以及碰撞檢測等。
至此,完成DMU60 monoBLOCK五軸數(shù)控仿真平臺的構建。
4.2 進行加工仿真
DMU60 monoBLOCK五軸數(shù)控仿真平臺建完后,在實際加工零件驗證時,需做以下工作:
(1) 建立加工整體葉輪的刀具庫,設置加工坐標系;
(2) 添加Cimatron后置處理的NC程序,并添加毛坯和整體葉輪模型;
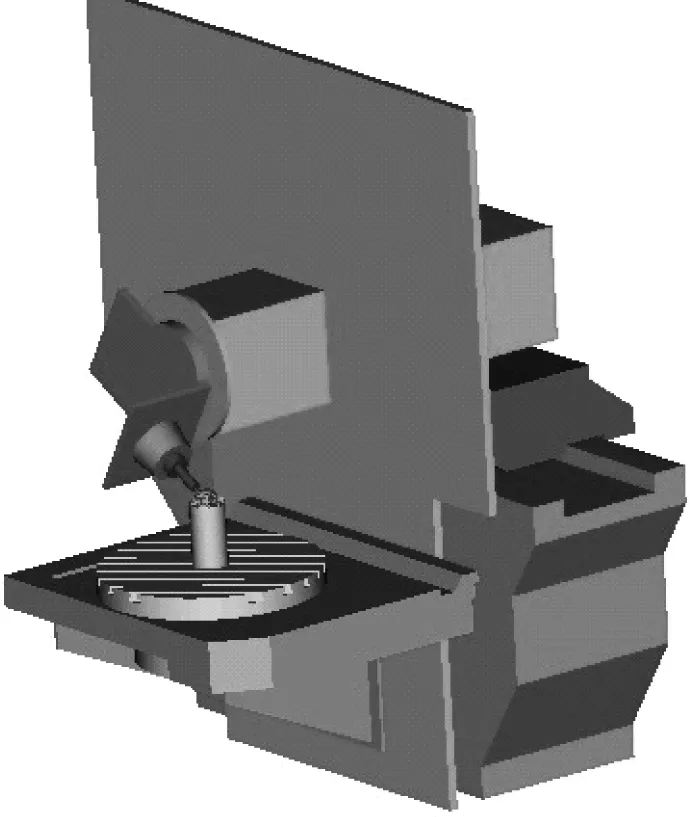
(3) 進行整體葉輪的加工仿真,仿真結束后,未觀察到碰撞和干涉,工件也未出現(xiàn)過切和欠切,如圖12所示。
4.3 NC程序優(yōu)化
本文采用VERICUT的OptiPath功能對NC程序進行優(yōu)化,優(yōu)化的本質是主軸轉速和進給速度的重新計算[8]。優(yōu)化的基本原理是根據(jù)當前所使用刀具及其刀路軌跡,計算每步程序的切削量,進行計算分析。當材料去除量較大時,VERICUT就降低切削速度;當材料去除量較小時,就提高切削速度,從而調整主軸轉速,插入新的進給速度,進而對NC程序進行優(yōu)化,優(yōu)化后的NC程序并不會改變原來的刀路軌跡。
NC程序的優(yōu)化過程如下:
(1) 在刀具庫中為所有的刀具建立優(yōu)化庫。選擇優(yōu)化方法,設置“主軸轉速”等參數(shù);在“設定”選項卡中設置“解析度距離”“最小進給率的改變”“整理進給率”等相關參數(shù);最后設置“極限”選項卡中的參數(shù)[7]185-186,如圖13所示。
(2) 調用刀具優(yōu)化庫,再次進行加工仿真,對NC程序進行優(yōu)化。當加工仿真結束時,刀路軌跡的優(yōu)化完成,優(yōu)化后的程序被寫入指定的Optimized Toolpath文件里。
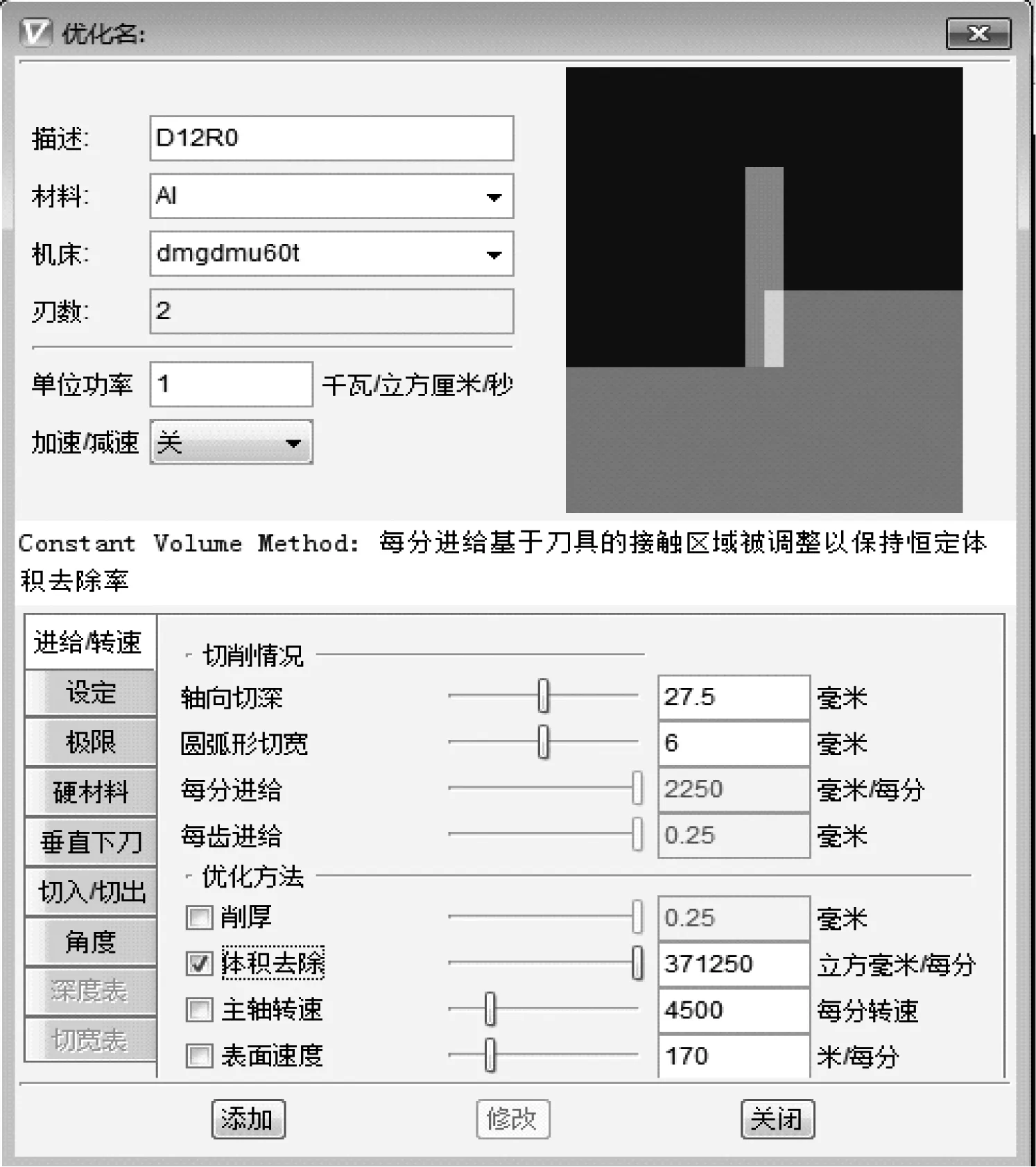
圖13 優(yōu)化庫參數(shù)設置
4.4 優(yōu)化結果分析
對比優(yōu)化前后的NC程序,可以看到在原來的NC程序的進給速度是恒定的,優(yōu)化后的NC程序被分為很多子步,VERICUT根據(jù)切削情況為每一段子步中插入了新的進給速度,如圖14所示。
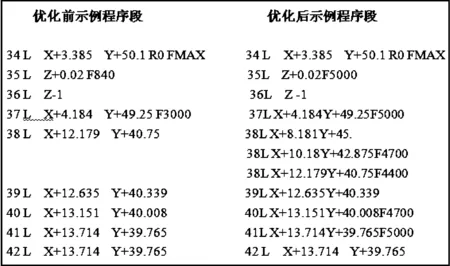
圖14 優(yōu)化前后加工程序對比
表2是優(yōu)化前后時間對比表,從表2中可以看到優(yōu)化后的加工時間比優(yōu)化前節(jié)省了34.89%,從而大大節(jié)省了加工時間,提高了生產效率。
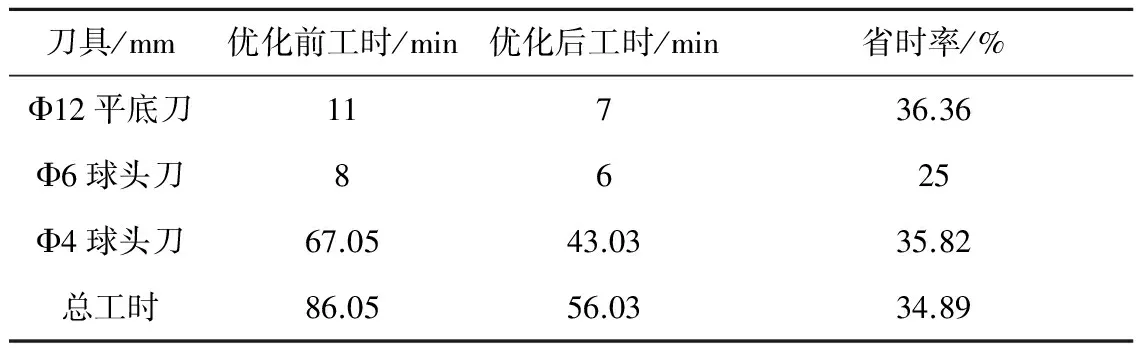
表2 優(yōu)化前后時間對比
采用優(yōu)化后的NC程序,在DMU60 monoB-LOCK五軸數(shù)控加工中心上加工整體葉輪,加工完成的葉輪,經檢測加工尺寸精度和表面粗度均符合要求,如圖15所示。

圖15 加工完成的葉輪
5 總結
本文以企業(yè)實際生產某葉輪為例,對整體葉輪五軸數(shù)控加工與仿真優(yōu)化作了如下工作:
(1) 分析了葉輪加工的難點,制定了合理的加工工藝,對程序編制中的刀路進行了詳細解析。
(2) 通過對DMU60monoblock實際機床建模,應用VERICUT 軟件,對構建五軸虛擬仿真平臺進行了整體葉輪的加工仿真,確保了實際加工的安全性和穩(wěn)定性。
(3) 最后,應用優(yōu)化模塊對加工程序進行了優(yōu)化,提高了加工效率。
本文通過對整體葉輪的加工分析與優(yōu)化,為復雜零部件加工的五軸加工過程提供了參考經驗。
參考文獻:
[1] 呂程輝. 整體葉輪的五軸高速銑削加工工藝優(yōu)化 [D]. 上海:同濟大學,2007.
[2] 姬俊峰. 復雜整體葉輪數(shù)控加工關鍵技術研究[D]. 南京:南京航空航天大學,2009.
[3] 曾豪華. 基于UGNX6.0的整體葉輪加工工藝及數(shù)控編程[J]. 機械工程師, 2011(8):72-74.
[4] 張劍. 整體葉輪五軸數(shù)控銑削技術的研究[D]. 長沙:湖南大學,2012.
[5] 丁剛強. 整體葉輪五軸數(shù)控加工技術的研究 [J]. 制造技術與機床,2013(4): 100-103.
[6] 楊光.整體葉輪五軸數(shù)控加工與仿真研究[D]. 西安:西安科技大學,2013.
[7] 鄭貞平, 黃云林, 黎勝容. VERICUT數(shù)控仿真技術與應用實例詳解[M].北京:機械工業(yè)出版社,2011:1,82-83,185-186.
[8] 羅良清,張丹,李志明. 基于VERICUT的數(shù)控加工仿真與優(yōu)化[J]. 湖北工業(yè)大學學報,2006,21(3):186-188.
猜你喜歡
房地產導刊(2022年5期)2022-06-01 06:20:14
建材發(fā)展導向(2021年12期)2021-07-22 08:06:48
建材發(fā)展導向(2021年7期)2021-07-16 07:07:52
中學生數(shù)理化(高中版.高二數(shù)學)(2021年12期)2021-04-26 07:43:48
中學生數(shù)理化(高中版.高考數(shù)學)(2021年12期)2021-03-08 01:28:50
人大建設(2019年12期)2019-05-21 02:55:44
中山大學法律評論(2018年1期)2018-03-30 01:21:00
瞭望東方周刊(2017年42期)2017-12-05 18:49:38
環(huán)球時報(2017-03-30)2017-03-30 06:44:45
中國衛(wèi)生(2015年3期)2015-11-19 02:53:32