YKD9320G型數控齒輪倒角機控制系統升級改造
2018-05-18 09:23:28李秉澤
機械管理開發 2018年4期
關鍵詞:系統
李秉澤
(中國重汽集團大同齒輪有限公司, 山西 大同 037005)
引言
大齒公司同步器加工部目前有十臺由天津第一機床廠2003年生產的YKD9320G型數控齒輪倒角機用于同步器齒套的加工,該型機床采用SIEMENS802S數控系統、進給控制設計由STEPDRIVE C步進驅動配置步進電機控制,為開環系統控制。早期該類型機床采用的電氣控制系統技術已經落后。控制系統分辨率及步進電機控制精度較差,其原因在于進給控制采用的是開環系統的步進進給驅動方式。使用十幾年來,其固有的丟步及步距精度不準的現象越來越嚴重,在自動運行程序加工時尺寸不準,造成產品廢損率居高不下,一直無法處理。如果花大量的資金更換全新的數控倒角機費用過高,給企業造成的經濟負擔較大。據了解機床的控制系統改造同購置新機床相比一般可節省60%左右的費用,因此,根據公司的情況,對數控倒角機進行控制系統的升級改造。設計采用國產性能比較完善的北京凱恩帝KND 10MI三軸數控系統,配置三套伺服驅動系統,利用伺服驅動倒角機的控制系統進行半閉環的控制,采用伺服電機,通過伺服電機帶動刀軸滾珠絲杠轉動,進行切削[1-2]。
1 YKD9320G型數控齒輪倒角機簡介
1.1 機床的特點與用途
該機床屬于數控機型,主要用于汽車等變速箱換擋輪的倒角加工,可加工盤狀齒輪、齒圈等。此機床具有高效、加工質量好、操作簡便等特點。適合于批量化生產的需要。
1.2 機床的主要結構
機床結構:機床由七部分組成,分別是床身、工件箱、刀軸箱、液壓系統、電氣系統、潤滑系統、防護裝置等。
機床原控制系統的組成:SIEMENS 802S數控系統、STEPDRIVE C步進驅動系統、步進電機數控系統、驅動系統[3]。步進電機用于完成機床的X、Y、Z三軸的移動控制,SIEMENS 802S PLC控制器、SIEMENS-MICROMASTER 440通用型變頻器用于完成主軸的速度控制,見圖1。
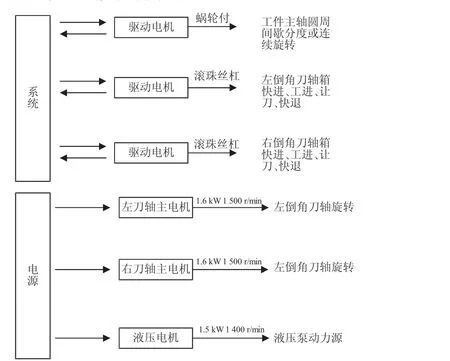
圖1 機床控制框圖
1.3 機床的工作原理
機床的加工原理為間隔逐齒加工,在工件右端采用兩把端銑刀,切削齒輪兩側齒的倒角,兩把銑刀同時進給,一齒切削完畢,刀軸讓刀、工件分度然后開始下一次切削。從開始切削起,工件轉一周即可完成一個零件的倒角加工,見下頁圖2。
2 控制系統升級改造方案
在改造期間,考慮到倒角機大部分電氣元件及機械結構的功能和性能均良好,且該倒角機的液壓及潤滑系統的性能都良好。機床在加工過程中出現丟步或出現異常報警停機等故障主要是由機床電氣控制系統故障和控制精度偏低引起的。因此,從改造方案和經濟效益兩方面結合起來考慮,決定把機床的機械結構和機床原有供電系統保留,結合三菱FX1N-60MR PLC和凱恩帝(KND)10Mi數控系統對YKD9320G型數控倒角機電氣控制系統進行升級改造,最大程度地保持倒角機原有的操作習慣,同時提高該類型倒角機生產運行的穩定性,有效改善此類數控倒角機的生產率和產品質量。
根據實際工況,YKD9320G型數控齒輪倒角機控制系統改造方案如下:
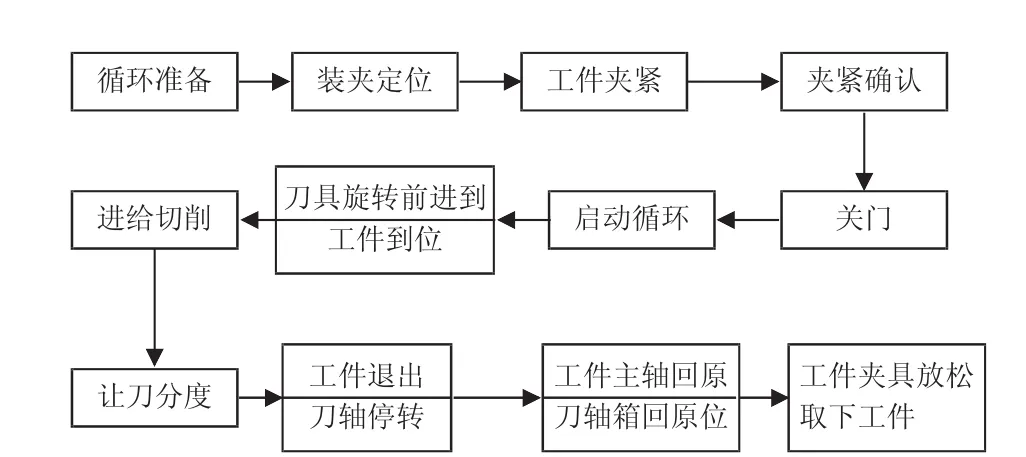
圖2 加工循環動作框圖
2.1 數控系統的選擇
經過多次比較及綜合考慮,選用北京凱恩帝數控技術公司生產的KND CNC Series K10Mi數控系統。KND10Mi數控系統是一款經濟型數控系統,性價比高,最大控制軸數為3軸,同時控制軸數為3軸。具有以下特點:
1)采用7.4英寸液晶屏,屏幕亮度可通過面板按鍵調節;
2)新增外置手輪接口,面板前置RS232接口,操作方便;3)3軸3聯動,U級精度,進給速度可達6m/min;4)具有直線插補、圓弧插補、螺旋線插補功能;5)具有反向間隙補償功能、刀具長度補償功能、刀尖半徑補償功能;
6)采用電子盤技術,數據多個位置保存,出錯后可快速恢復;
7)全中文操作界面與完整的幫助信息使操作更方便[4]。
2.2 數控機床伺服系統的選擇
伺服系統由伺服驅動電動機和伺服驅動器組合而成,它是數控系統的執行部分。伺服系統收到系統的指令后,帶動機床的執行部件動作,加工出工藝要求的產品。伺服系統是數控機床的重要部件,決定著設備的精度、速度、位置等。
數控機床進給伺服控制系統主要有三種類型:開環系統、閉環系統和半閉環系統。它們的區別在于伺服系統的控制原理不同。
閉環伺服系統是由光柵等位置檢測裝置反饋信號,并與給定值對比,把對比結果發給驅動執行機構,消除偏差,直到差值為零。閉環伺服系統結構復雜,成本高,可以獲得更高的精度和速度。由于代價較高,對于經濟型數控機床不合適。
開環伺服系統的主要驅動裝置是步進電機。由數控系統發出的指令脈沖,經過驅動電路帶動步進電機轉動。通過指令脈沖的頻率和數量,就可以控制步進電機的位移量和運動方向。特點是系統的輸出量不會對系統的控制作用發生影響,所以加工的精度較低。優點是系統成本低、結構簡單。
半閉環伺服系統是在開環系統的基礎上增加了角位移檢測裝置,通過檢測機構間接檢測位移量,再反饋到數控裝置的比較器中,與原位移值相比較,直到差值為零的控制系統。半閉環系統的精度比閉環系統的精度低,但是它的結構較簡單、穩定性好,成本比閉環系統低。由于它的性價比高,大部分機床數控化改造都采用此系統。北京凱恩帝數控技術公司生產與該數控系統相匹配的驅動器,這樣選擇同一公司的數控系統及伺服驅動、伺服電機有利于維修和管理。因此選擇性價比高的半閉環伺服控制系統[5]。
伺服驅動器采用型號為SD200-30的驅動器:特性速度頻率響應200 Hz、調速比1∶5 000、脈沖頻率小于500 kHz、輸入方式為脈沖+符號或雙脈沖、電子齒輪1-32787/1-32767、反饋脈沖2500線/轉。
電機型號為130ST-M10015,額定功率是1.6 kW、額定電流為6 A、額定轉速為1 500 r/min、額定轉矩 10 N·m。
增加三菱FX1N-60MR PLC,重新制作操作面板共 7個操作按鈕:循環啟功(a1)、進給保持(a2)、工件緊 /松(a3)、工件箱進 /退(a4)液壓啟 /停(a5)、電源 ON(a6)、電源 OFF(a7)依次接入 PLC輸入端,重新編制梯形圖語句共105條,控制數控倒角機的整體運行代替原來的SIEMENS802S數控系統。
2.3 倒角機控制系統改造調試中遇到的問題
1)系統電源可以啟動但無法關閉。原因:電源OFF按鈕開閉點接錯。
2)按循環啟動后無動作,但手動單步操作有動作。原因:控制循環啟動的繼電器24 V回路存在異常。
3)驅動器ERR04報警(位置超差)。原因:制作的電機聯軸器不合適,卡簧在調試過程中就斷裂。
4)在功進過程中,突然無任何動作。原因:有保護作用的壓力繼電器故障。在更換壓力開關后正常。
3 改造后的效果
升級改造后的數控倒角機已投入使用5個多月,運行穩定,加工精度明顯提高,大幅度降低加工工件廢損率,操作方便、性價比高,取得了極大的經濟效益。同時該設備還有不足之處,繼續觀察存在的問題,積累相關經驗,進而推廣到剩余的幾臺倒角機。
參考文獻
[1]YKD9320G型數控齒輪倒角機說明書[Z].天津第一機床總廠,2003.
[2]KND-10MI數控系統用戶手冊[Z].北京凱恩帝數控有限公司,1997.
[3]董建民.機床數控化改造的必要性及其改造方法[M].重慶:高等教育出版社,2011.
[4]孫漢卿.數控機床維修技術[M].北京:高等教育出版社,2005.
[5]李金城,付明忠.三菱FX系列PLC梯形圖語言[M].北京:電子工業出版社,2014.
猜你喜歡
工業設計(2022年8期)2022-09-09 07:43:20
軍民兩用技術與產品(2021年10期)2021-03-16 06:05:30
北京測繪(2020年12期)2020-12-29 01:33:58
裝備制造技術(2019年12期)2019-12-25 03:06:46
制造技術與機床(2019年10期)2019-10-26 02:47:06
中國洗滌用品工業(2019年4期)2019-05-11 09:27:34
鐵道通信信號(2018年5期)2018-06-28 03:06:24
家庭影院技術(2017年9期)2017-09-26 03:41:45
知識經濟·中國直銷(2017年5期)2017-06-15 20:28:19
通信電源技術(2016年6期)2016-04-20 06:21:32