提高矩形花鍵拉刀使用壽命的設計改進
2018-05-18 09:23:06原宏
機械管理開發 2018年4期
關鍵詞:結構
原 宏
(太原工具廠, 山西 太原 030008)
引言
花鍵軸與花鍵套組成花鍵聯接,矩形花鍵聯接廣泛應用于飛機、汽車、拖拉機、機床制造業、農業機械及一般機械傳動裝置。由于矩形花鍵聯接是多齒工作,所以承載能力高,對中性、導向性好。因為矩形花鍵聯接的優點和廣泛的應用,以及加工矩形花鍵套的矩形花鍵拉刀的需求量大,加之矩形花鍵拉刀價格較高,因此使企業對矩形花鍵拉刀的使用壽命的要求也越來越高,所以提高矩形花鍵拉刀的使用壽命對制造拉刀企業占有市場份額、降低企業生產成本具有重大意義。
1 矩形花鍵拉刀常見設計的幾種型式及優缺點
1.1 只拉削花鍵的矩形花鍵拉刀
這種拉刀的結構如圖1所示,在設計時只設計拉削花鍵槽的刀齒。因此要求工件預制孔有較高的精度,否則很難保證內花鍵大小徑的同軸度要求。
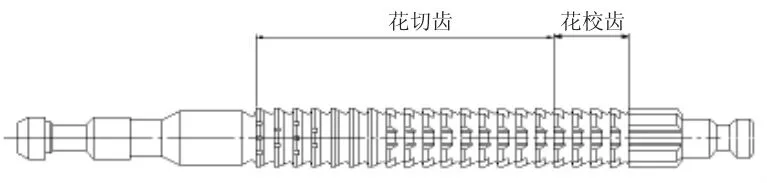
圖1 Ⅰ型拉刀結構示意圖
1.2 倒角-花鍵復合拉刀
這種拉刀的結構圖形如圖2所示,先拉削倒角,然后拉削花鍵的方式,這種型式的拉刀要求工件預制孔的精度較高,否則很難保證拉削出的花鍵孔大小徑的同軸度要求。
1.3 圓孔-花鍵復合拉刀
這種拉刀的結構圖形如圖3所示,設計時可以將拉刀的圓孔齒放在花鍵齒之前,這種結構的拉刀在拉削時能保證內花鍵大小徑有較高的同軸度,同時對工件預加工孔的精度要求不嚴,是一種應用較普遍的結構型式。
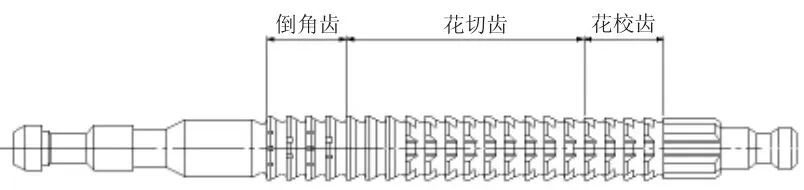
圖2 Ⅱ型拉刀結構示意圖
1.4 圓孔-倒角-花鍵復合拉刀
這種拉刀的結構圖形如圖4所示,這種型式的拉刀加工容易,對工件預制孔精度要求也不嚴格,是目前較普遍采用的一種結構型式。

圖4 Ⅳ型拉刀結構示意圖
1.5 花鍵圓孔前后交錯的小徑定心花鍵拉刀
這種拉刀的結構圖形如圖5所示,這種型式的拉刀因為圓孔和花鍵同時進行拉削,可以保證內花鍵小徑與鍵槽有較高的位置精度,滿足了內花鍵與花鍵軸的互換性要求,它的缺點是由于圓孔齒和花鍵齒前后交錯排列,磨花鍵齒鍵寬和圓孔齒外圓都較困難。
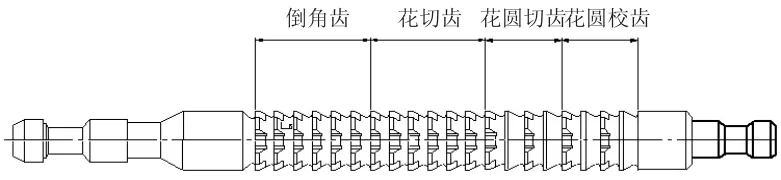
圖5 小徑定心拉刀結構示意圖
2 提高使用壽命的新設計與工藝
綜合以上結構型式的拉刀,發現只要使用得當,修磨合理,有足夠的齒背寬度。那么影響拉刀使用壽命的主要因素包括鍵寬、花鍵校準齒以及圓孔校準齒的磨損了。下面設計了一種新的結構拉刀,并進行分析。如下頁圖6所示。
花鍵校準齒和圓孔校準齒通常有5~6個,那么在拉削較多工件后,切削齒會有磨損,切削齒磨損后第一個校準齒受力增大也會磨損,第一個校準齒磨損后,第二個校準齒參加切削,以此類推直到最后一個校準齒也因磨損尺寸減小到工件要求以下,拉刀才會因工件大,小徑尺寸超差報廢。所以只要保證校準齒有5~6個最多8~10個,就不會因工件大,小徑超差導致拉刀報廢,因而拉刀的報廢一般是因為拉刀鍵寬磨損變小所致,因此減緩拉刀鍵寬的磨損就變得十分重要。拉刀鍵寬為減小拉削阻力和防止和已加工表面磨損導致工件表面粗糙度下降,因而拉刀副切削刃上都磨有1°30′~3°的側隙角,如圖7所示。

圖6 新結構拉刀示意圖

圖7 花鍵側隙角(單位:mm)
側刃刃帶只有0.6 mm左右,若切削齒鍵寬磨損后,即使花鍵校準齒再多,也只能保證接近大徑的0.6 mm處鍵寬尺寸,而對于鍵槽深度為4~8 mm花鍵來說無濟于事,為此,在花鍵校準齒后面又加了花鍵校準齒模塊(如圖8所示),這個花鍵校準齒模塊有六個花鍵校準齒,它的副切削刃不磨側隙角而鏟磨出側后角,這樣就能將從第一齒算起的所有切削齒的磨損量都彌補,使工件鍵寬仍能保證尺寸不小,這個花鍵校準齒模塊的材料用進口M42高速鋼材料,淬火硬度(HRC)為 68~70,其他刀齒的材料是W6Mo5C4V2(M2),淬火硬度(HRC)為 63~66,從這個數據上我們能夠看到花鍵校準齒模塊較其他刀齒硬度相比有很高的耐用度。
在制造加工的工藝上,將拉刀后頂尖抬高,磨出花鍵校準齒模塊的六個花鍵校準齒,鍵寬有反錐量,即第一齒往后逐齒減小0.003 mm,同時保證第一齒比正常花鍵校準齒的最后一個齒鍵寬小0.003 mm左右,這樣就能保證拉出的工件有較高的表面粗糙度,由于花鍵齒有周向位置要求,因此在花鍵校準齒模塊內孔上磨有鍵槽在拉刀光桿部分也加工有鍵槽,將鍵塊放入拉刀鍵槽中,再將花鍵校準齒模塊套入裝有鍵塊的拉刀定位軸,再用螺母將花鍵校準齒模塊緊固住(如圖9所示),這樣花鍵校準齒模塊不會在拉刀上周向轉動,保證了花鍵的位置精度。

圖8 花鍵校準齒模塊

圖9 緊固花鍵校準齒模塊的螺母
按此結構設計的拉刀我們在用戶廠家做過實驗,具體使用情況,如圖10所示。
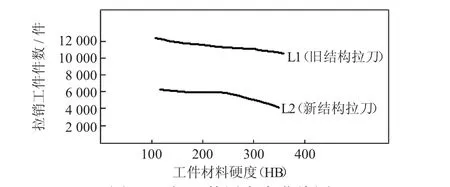
圖10 拉刀使用壽命曲線圖
從圖10看到,用舊方法設計的拉刀從使用到報廢能拉4 000~6 000件工件,而按新方法設計的拉刀能拉11 000~12 000件工件,壽命提高了1倍,使用戶生產成本大大下降,受到使用廠家的歡迎。
3 結語
目前這種經過結構改進的矩形花鍵拉刀已在一些規模很大的企業中應用,效果顯著。在未來的發展過程中,我們會不斷采用更加耐磨的材料做花鍵校準齒模塊,進一步提高拉刀的使用壽命。
猜你喜歡
小獼猴智力畫刊(2023年4期)2023-04-23 08:49:58
哲學評論(2021年2期)2021-08-22 01:53:34
中華詩詞(2019年7期)2019-11-25 01:43:04
模具制造(2019年3期)2019-06-06 02:10:54
中學生數理化·高一版(2018年1期)2018-02-10 05:20:03
影視與戲劇評論(2016年0期)2016-11-23 05:26:01
七彩語文·寫字與書法(2016年7期)2016-07-28 21:40:22
七彩語文·寫字與書法(2016年6期)2016-07-15 19:36:34
人間(2015年21期)2015-03-11 15:23:21
現代企業(2015年9期)2015-02-28 18:56:50