S7-200型PLC在破碎系統中的生產應用
2018-05-13 17:10:40林斌
銅業工程 2018年2期
林 斌
(紫金山金銅礦,福建 龍巖 364200)
1 引言
隨著先進的自動化控制技術在工礦企業生產中的推廣應用,智能化生產已成為現今我國社會經濟不斷發展的一種必然趨勢。PLC控制系統與傳統的控制系統相比,具有操作簡單、體積小、安裝便捷、穩定性高、安全性強、可拓展性強、維護便利等優點,該技術編程簡單方便,抗干擾能力強,在比較惡劣的環境中都能夠正常使用,在大多數自動化控制領域中,PLC 技術都得到了廣泛的應用和發展[1-4]。通過引入PLC控制技術對碎礦車間破碎系統進行聯鎖控制,能實現單體設備由簡單控制到遠程集中聯鎖控制,實現工業生產自動化控制,提升了設備使用效率,并且能為企業帶來可觀的經濟效益。
2 礦石破碎工藝控制簡介
振動給料機、破碎機、皮帶運輸機等設備是礦山企業破碎和運輸礦石的核心設備,承擔球磨機的原料供應。顎式破碎機C100和JM1312、圓錐破碎機φ1750 共3臺、2YHA 4800*1800振動篩1臺、皮帶機全長534m。根據破碎車間工作環境差、設備運轉時間長,可靠性要求高的特點原破碎系統采用傳統繼電器的控制方式,但是此種方式存在線路復雜、故障點多,維護檢修繁瑣等缺點。若使用PLC控制取代傳統的繼電器控制方式,簡化了硬件構成,提高了控制性能、可靠性和生產過程的自動化程度。且現場技術人員只需經過簡單培訓,便能夠掌握最基礎的編程方法,直觀地對梯形圖語言進行運用操作[5-6]。
3 PLC控制系統硬件配置及控制要求
3.1 PLC控制系統選型
當前,美國、德國、日本等多種系列PLC都均可在國內市場方便采購,且國內許多廠家也能自身研發、組裝多款PLC,故PLC系列功能參差不齊,價格懸殊較大,行業標準不一的情況普遍存在。通過綜合考慮可靠性高,功能強,帶負載能力,性價比等因素,選用西門子公司S7-200型PLC作為破碎車間破碎工藝控制系統具有結構小巧、可靠性和拓展性強、運行效率高、配置靈活等優點。該技術實現了模塊化與系列化,用戶只需根據自身需求運用軟件針對性地對程序進行改變,完成自由組合的組態,最后直接將輸入與輸出信號接在端子上就完成了改變過程[4]。
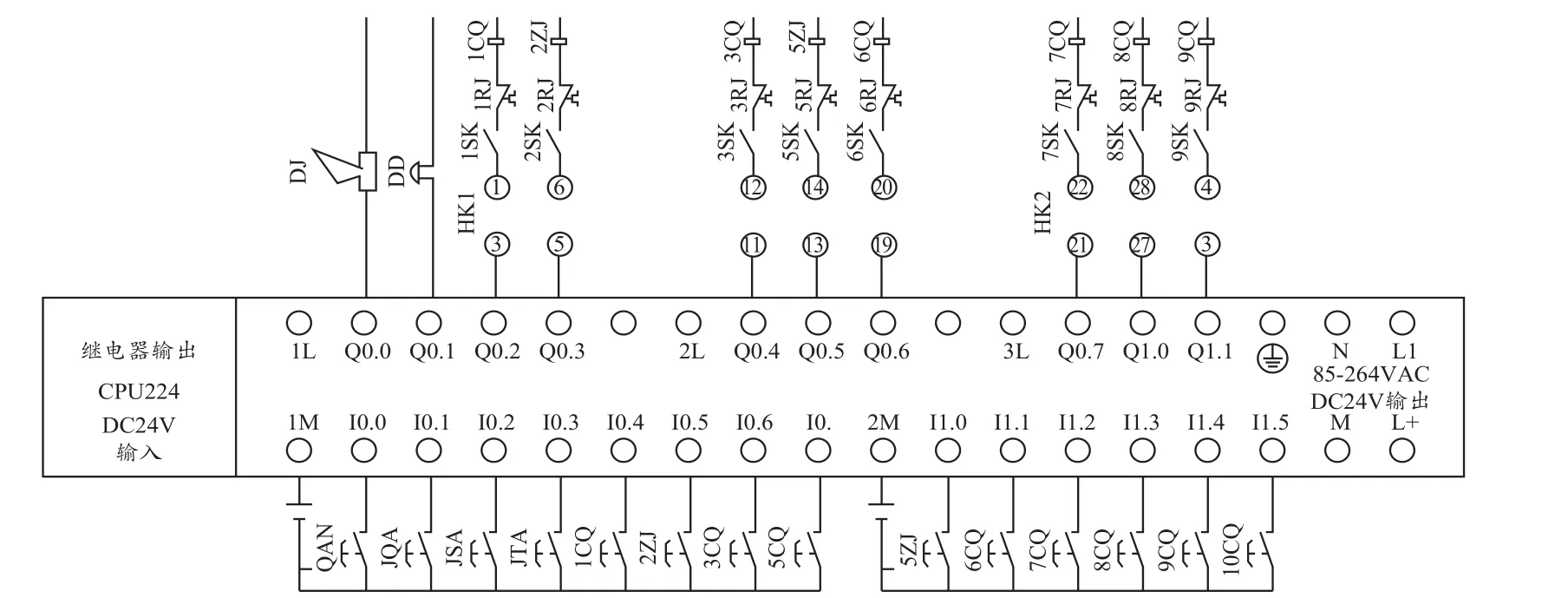
圖1 I/O模塊接線圖
3.2 控制系統硬件配置
需選用S7-200PLC CPU224 14/10點I/O 一個單元,輸入口36點,輸出口41點,用以實現連鎖的手動/自動控制,配置擴展模塊EM223*2 8/8點I/O、EM223 16/16點I/O、EM222*2 4/4點I/O,共計54/50點I/O 6個單元的PLC。為保證PLC控制系統的運行安全,采用輸入光電隔離器,輸出配置繼電器隔離的方式,使外部接入的I/O點與PLC模塊完全隔離,防止外部電源對PLC模塊的沖擊。
S7200型PLC具有帶負載能力強的優點;通過手動/自動轉換、按鈕和接觸器常開觸點輸入信號;輸出選用設備接觸器線圈通電,設備運行、電子報警器和指示燈。本系統單機/聯鎖功能轉換使用轉換開關LW5-15D3461/12兩個,簡化了 I/O模塊接線圖,節省了輸入、輸出口數量,模塊接線配置如圖1。
4 工藝流程及控制要求
4.1 工藝控制流程
礦石破碎系統工藝控制流程,按順序先啟動振動篩、鄂式破碎機、圓錐破碎機,再開啟皮帶輸送機,最后開啟給料機進行下料的開機順序進行控制。反之,系統停機順序按照先停皮帶運輸機,再停破碎機,最后停振動篩控制工藝流程,詳見圖2。

圖2 工藝流程圖
4.2 控制要求
控制系統可以根據生產的需要分為多段來設定,通過PLC控制系統軟件編程實現給料機、破碎機、皮帶機、原礦倉等設備的聯鎖控制,振動給料機、破碎機JM1312和槽式給料機、破碎機C100形成互備,共開的控制模式,并實現分段顯示。當破碎機、皮帶機在開機、停機時,指示燈顯示控制,聲光報警在故障時自動發出,并顯示停機,系統具有手動/自動兩種控制方式,操作人員現場解除故障后,再按下確認按鈕解除報警信號,閃爍燈光切換至平光。
將HK轉換按鈕轉換至連鎖接通按鈕時,系統連鎖自動開始運行,現場啟動按鈕不起作用,只用緊急停車開關SK和拉繩開關處于接通狀態,由集中控制盤發出啟動預警信號,現場發出同意啟動回鈴,才能集中啟動。當發生故障時扳動緊急停車開關SK和拉繩開關,按所扳動的設備位置,信號傳輸給PLC系統,PLC根據程序規定將相關的皮帶或設備全部停車,并發出故障報警,在按動事故響鈴按鈕,事故接觸。系統停車時,按動集中停車按鈕,信號傳輸給PLC,PLC根據程序規定和時間,按順序停車。
4.3 控制程序編制
利用編程軟件中內部的繼電器指令,定時器指令、計數器指令、位指令等功能,按照工藝控制要求進行邏輯編程,從而實現對外部I/O信號進行相關自動控制。圖3為本控制系統中部分梯形圖控制程序片段。
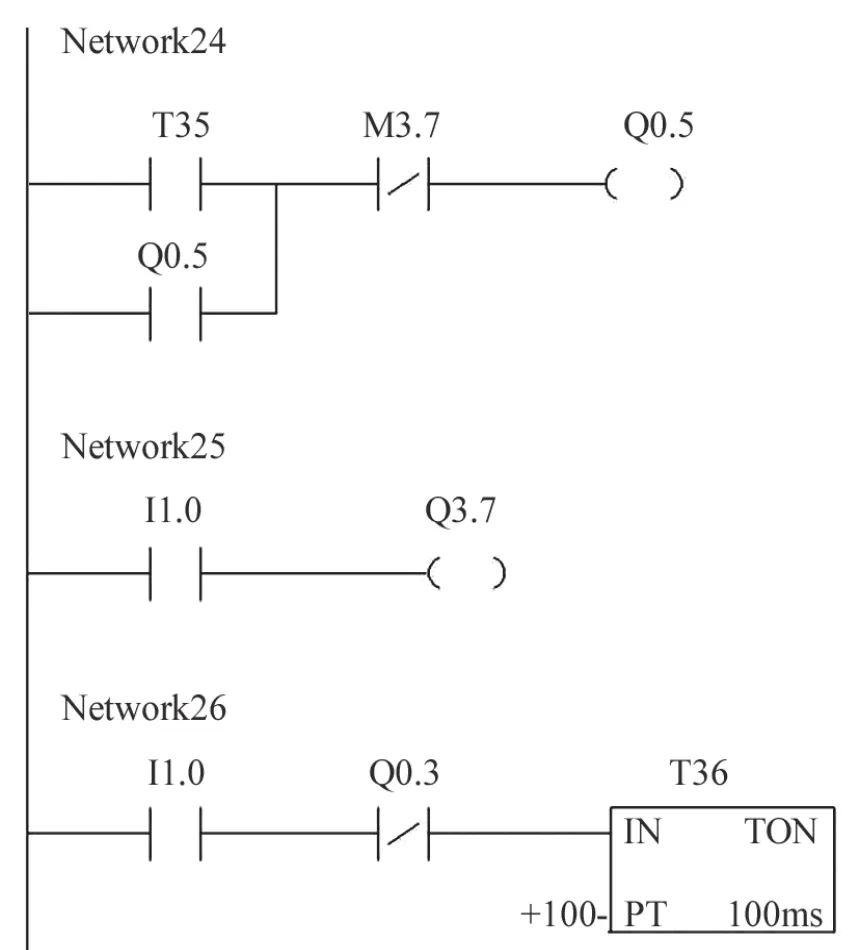
圖3 梯形圖控制程序片段圖
啟動條件程序PLC 梯形圖如圖3中Network24所示。T35是拉繩開關信號(瞬間動作,自動復位),M3.7是熱繼電器輔助觸點信號,當拉繩開關動作時,T35斷開,內部繼電器M3.7動作,M3.7輔助觸點閉合,回路通過T35和M3.7輔助觸點接通。需要解除信號時,按下復位按鈕,T35斷開,即可斷開回路。從圖1中Network24可知,Q0.5得電時,無故障信號,具備啟動條件。
停車程序PLC 梯形圖如圖3 Network25、26所示。I1.0是啟動條件, T41是遞減定時器,當發生故障或設備啟動條件不滿足時,PLC根據程序規定將相關的皮帶全部停車,并發出故障報警,啟動T41遞減定時器,計時10 s后,T41 動作,觸點Q0.3斷開,使Q3.7無輸出, PLC根據程序規定和時間,按順序停車。
5 結語
S7-200型PLC模塊具有性能穩定、性價比高、維修簡單等許多優點,簡化了系統的硬件構成,穩定性大大提高,故障明顯減少。它改變了控制面貌,正逐步取代繼電器電路。破碎車間破碎系統采用PLC系統控制,簡化了系統的硬件構成,穩定性大大提高,故障明顯減少。它改變了控制面貌,正逐步取代繼電器電路的控制,系統在保留了設備現場單獨的基礎上,增加了強大自動化程序控制功能,能實現從單體設備控制到遠程、過程、集散等多種控制,并兼顧各種保護功能,提高了企業生產效率。
猜你喜歡
兒童故事畫報·發現號趣味百科(2025年8期)2025-08-23 00:00:00
中學生天地(A版)(2022年10期)2022-11-23 06:42:50
鴨綠江(2021年35期)2021-04-19 12:24:18
考試與評價·高一版(2020年6期)2020-11-02 02:45:24
汽車維修與保養(2019年7期)2020-01-06 03:30:42
電子制作(2018年11期)2018-08-04 03:25:42
汽車維護與修理(2016年10期)2016-07-10 08:17:41
鑿巖機械氣動工具(2016年3期)2016-03-01 04:00:25
汽車維修與保養(2015年6期)2015-04-17 03:31:50
汽車維護與修理(2015年2期)2015-02-28 12:15:39