飛機(jī)部件智能柔性精加工技術(shù)研究
2018-05-09 03:15:04吳小剛吳振勇閆利青韋繼東
教練機(jī) 2018年1期
吳小剛,吳振勇,熊 千,李 琳,閆利青,韋繼東
(航空工業(yè)洪都,江西 南昌 330024)
0 引言
飛機(jī)各功能部件在組合裝配完工后,由于零件制造誤差、裝配制造誤差的存在,相互對(duì)接部件的外形不協(xié)調(diào)(對(duì)接處外形階差大),對(duì)接交點(diǎn)孔不同軸度(同軸度誤差大),部件對(duì)接強(qiáng)迫裝配,影響飛機(jī)的氣動(dòng)外形、機(jī)體結(jié)構(gòu)疲勞強(qiáng)度及壽命[1],因此為消除對(duì)接部件的零件、裝配制造誤差,保證部件的互換協(xié)調(diào)要求,部件在架內(nèi)鉚接裝配完工后,需對(duì)交點(diǎn)接頭孔進(jìn)行精加工[2]。
1 現(xiàn)階段的精加工
各部件一般是在專(zhuān)用的精加工型架上進(jìn)行,傳統(tǒng)飛機(jī)部件工藝協(xié)調(diào)精加工方法難以滿足技術(shù)要求,保證飛機(jī)部件交點(diǎn)對(duì)接協(xié)調(diào)的核心是交點(diǎn)位置準(zhǔn)確度和對(duì)接部件間相應(yīng)交點(diǎn)位置的一致性(交點(diǎn)重復(fù)精度),重復(fù)精度越高越容易保證部件對(duì)接協(xié)調(diào)。
傳統(tǒng)飛機(jī)制造為保證部件對(duì)接協(xié)調(diào),一般有4種工藝協(xié)調(diào)和精加工方法。
1.1 配鉆協(xié)調(diào)精加工法
交點(diǎn)配鉆協(xié)調(diào)精加工法是將部件Ⅰ與部件Ⅱ在對(duì)接架上進(jìn)行定位、裝夾、固定,用小插銷(xiāo)配合起來(lái),對(duì)交點(diǎn)孔位置進(jìn)行手工劃線定位,用專(zhuān)用或通用刀具同時(shí)進(jìn)行鉆孔、擴(kuò)孔、鉸孔,使孔徑最終尺寸符合孔徑技術(shù)要求,再用結(jié)合螺栓將部件Ⅰ與部件Ⅱ連接起來(lái),達(dá)到對(duì)接協(xié)調(diào)的方法。此方法雖然其協(xié)調(diào)性極高,但交點(diǎn)重復(fù)位置精度極低、互換性極差、結(jié)構(gòu)和使用條件要求苛刻,使用范圍極小,工程上一般不使用。
1.2 數(shù)字量協(xié)調(diào)精加工法
交點(diǎn)數(shù)字量協(xié)調(diào)精加工法[3]如圖1所示:按裝配架數(shù)模設(shè)計(jì)制造部件Ⅰ裝配架、按裝配架裝配部件Ⅰ、進(jìn)入裝配部件Ⅰ精加工架對(duì)交點(diǎn)孔進(jìn)行精加工,部件Ⅱ類(lèi)似。由于用激光跟蹤儀安裝精加工架時(shí),靶標(biāo)點(diǎn)的確定是手工操作,精加工時(shí)是半手工操作,導(dǎo)致交點(diǎn)位置精度較低、重復(fù)位置精度低、協(xié)調(diào)性和互換性較低,此方法適用于3個(gè)交點(diǎn)以下部件,并且一個(gè)部件要一臺(tái)專(zhuān)用精加工臺(tái)。

圖1 典型交點(diǎn)數(shù)字量協(xié)調(diào)精加工法
1.3 模擬量協(xié)調(diào)精加工法
交點(diǎn)模擬量協(xié)調(diào)精加工法如圖2所示:與交點(diǎn)數(shù)字量協(xié)調(diào)和精加工法最大差別是精加工架前一環(huán)節(jié)增加了標(biāo)準(zhǔn)量規(guī)協(xié)調(diào),傳遞過(guò)程中利用高精度孔軸配合關(guān)系ΦDH7/h6使交點(diǎn)重復(fù)位置精度大大提高,以提高部件間的協(xié)調(diào)性和互換性。此方法克服了數(shù)字量協(xié)調(diào)法用激光跟蹤儀安裝精加工架時(shí)靶標(biāo)點(diǎn)確定手工操作帶來(lái)的誤差,使交點(diǎn)重復(fù)位置精度大大提高、協(xié)調(diào)性和互換性大大提高,此方法適用于所有部件,但需要增加許多標(biāo)準(zhǔn)量規(guī),同樣一個(gè)部件需要一臺(tái)專(zhuān)用精加工架。

圖2 典型交點(diǎn)模擬量協(xié)調(diào)和精加工法
1.4 同一模板協(xié)調(diào)精加工法
交點(diǎn)同一模板協(xié)調(diào)和精加工法如圖3所示:它與模擬量協(xié)調(diào)和精加工法最大的不同點(diǎn)是部件Ⅰ和部件Ⅱ使用同一精加工型架精加工,其核心是使用同一標(biāo)準(zhǔn)量規(guī)協(xié)調(diào)制造同一精加工型架,使用同一精加工型架、同一精加工導(dǎo)向裝置、同一刀桿刀具、同一加工環(huán)境、甚至同一操作人員、同時(shí)或分別加工部件Ⅰ和部件Ⅱ?qū)咏稽c(diǎn),以提高部件間的協(xié)調(diào)性和互換性。雖然其位置精度不是很高,但重復(fù)位置精度極高、協(xié)調(diào)性和互換性極高。問(wèn)題是結(jié)構(gòu)條件苛刻,一般部件難以滿足,適用范圍十分有限。
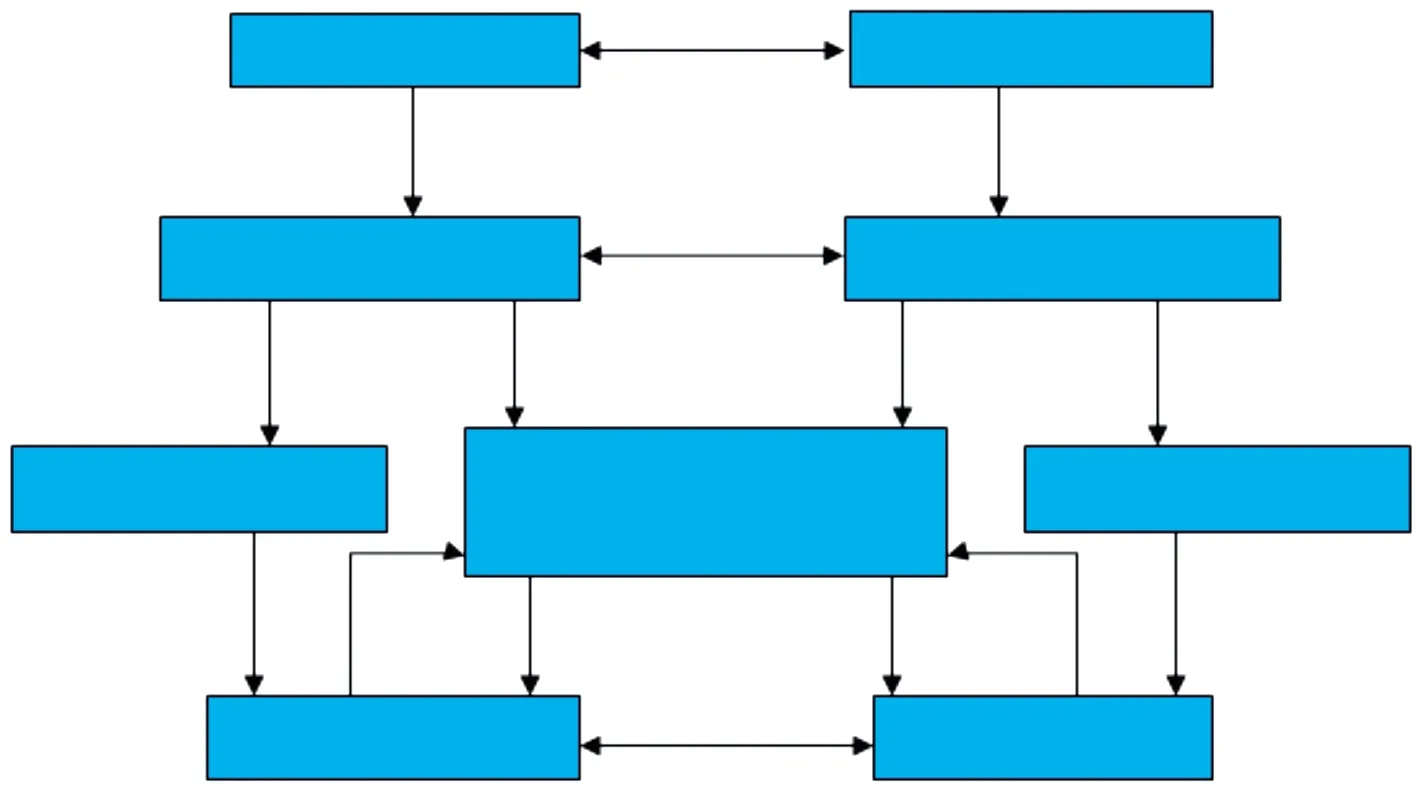
圖3 典型交點(diǎn)同一模板協(xié)調(diào)和精加工法
2 智能柔性精加工系統(tǒng)
交點(diǎn)智能柔性精加工系統(tǒng)如圖4所示:部件Ⅰ與部件Ⅱ分別在柔性精加工臺(tái)上經(jīng)過(guò)自動(dòng)調(diào)姿、定位、裝夾、固定、數(shù)控加工,使各自交點(diǎn)孔徑最終尺寸符合技術(shù)公差要求,以達(dá)到部件Ⅰ與部件Ⅱ?qū)訁f(xié)調(diào)的精加工方式。它沒(méi)有傳統(tǒng)方法的專(zhuān)用精加工裝置,完全由數(shù)控裝置精加工,也沒(méi)有數(shù)字量協(xié)調(diào)和精加工方式手動(dòng)靶標(biāo)的誤差,交點(diǎn)的位置精度、重復(fù)位置精度極高,因而具有極好的協(xié)調(diào)性和互換性,是先進(jìn)的交點(diǎn)協(xié)調(diào)和精加工方式。
3 各種精加工技術(shù)對(duì)比
綜合比較工程上實(shí)用的工藝協(xié)調(diào)和精加工方法,見(jiàn)表1,可以看出智能柔性精加工系統(tǒng)是較為先進(jìn)的數(shù)字化的工藝協(xié)調(diào)和精加工方案,它集合了傳統(tǒng)的數(shù)字量協(xié)調(diào)和精加工法、模擬量協(xié)調(diào)和精加工法、同一模板協(xié)調(diào)和精加工法所有優(yōu)點(diǎn),克服了其缺點(diǎn),交點(diǎn)位置精度最高、交點(diǎn)協(xié)調(diào)性最好、交點(diǎn)重復(fù)位置精度最高、協(xié)調(diào)環(huán)節(jié)最少、部件互換性高、溫度等環(huán)境要求低、過(guò)失誤差最小、標(biāo)準(zhǔn)工裝最少、精加工臺(tái)最少、精加工作業(yè)方式最先進(jìn)、結(jié)構(gòu)條件和工藝條件要求低、適用范圍廣泛。采用智能柔性精加工系統(tǒng)是飛機(jī)裝配中工藝協(xié)調(diào)技術(shù)和精加工技術(shù)的一次數(shù)字化、智能化的技術(shù)進(jìn)步。
4 智能化柔性化精加工系統(tǒng)特點(diǎn)
智能化柔性化精加工系統(tǒng)具有柔性化和通用性的特點(diǎn),而沿用傳統(tǒng)工藝協(xié)調(diào)方法和精加工方式需要大量專(zhuān)用標(biāo)準(zhǔn)量規(guī)和專(zhuān)用精加工臺(tái),且沒(méi)有通用性,同一飛機(jī)不同部件和不同飛機(jī)需要不同的標(biāo)準(zhǔn)量規(guī)和精加工臺(tái)。
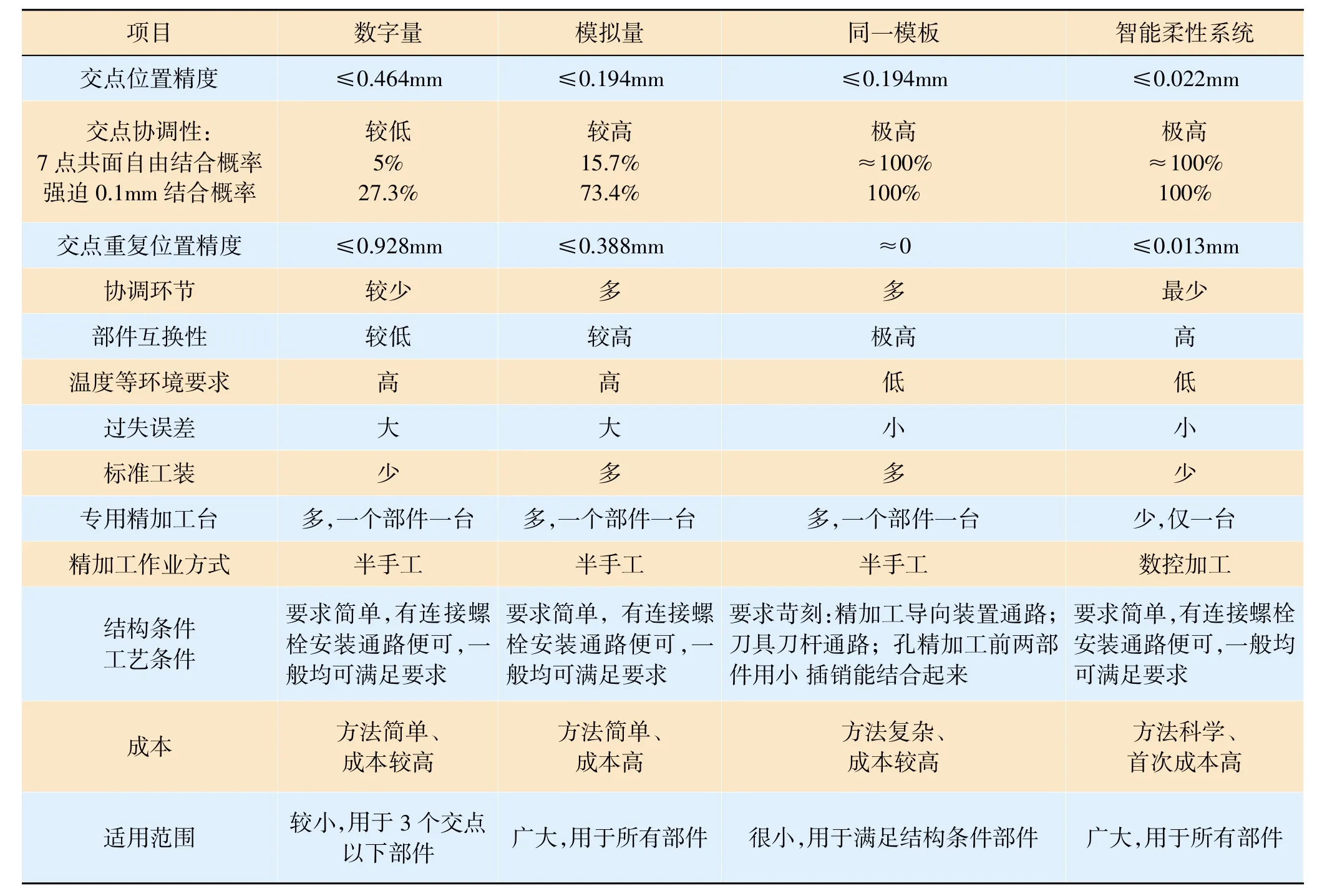
表1 工藝協(xié)調(diào)和精加工方案對(duì)比表
交點(diǎn)重復(fù)位置精度是保障部件交點(diǎn)對(duì)接協(xié)調(diào)和部件互換性的核心問(wèn)題,交點(diǎn)重復(fù)位置精度越高,交點(diǎn)協(xié)調(diào)性和部件互換性越好。傳統(tǒng)工藝協(xié)調(diào)方法和精加工方式硬件系統(tǒng)確定后,交點(diǎn)重復(fù)位置精度不可改變的,一旦出現(xiàn)大的偏差會(huì)造成交點(diǎn)對(duì)接不協(xié)調(diào)甚至報(bào)廢部件。智能化柔性化精加工系統(tǒng)可以在線適時(shí)測(cè)量、識(shí)別、記錄部件交點(diǎn)孔精加工的實(shí)際位置誤差,具有對(duì)相對(duì)應(yīng)部件交點(diǎn)孔位置進(jìn)行智能化補(bǔ)償精加工的特點(diǎn),使交點(diǎn)孔重復(fù)位置精度≤0.013mm,保障部件交點(diǎn)的協(xié)調(diào)性和部件的互換性。
5 飛機(jī)部件智能柔性精加工技術(shù)
參照中國(guó)制造2025技術(shù)路線,以智能制造為核心的第四次工業(yè)革命正席卷全球,飛機(jī)智能裝配必將是世界各國(guó)爭(zhēng)奪技術(shù)領(lǐng)先的戰(zhàn)略高地[4]。針對(duì)飛機(jī)產(chǎn)品具有小批量、多種類(lèi)、系列化、研制周期短、市場(chǎng)需求變化快等特點(diǎn)的形勢(shì),研究部件智能柔性精加工技術(shù)系統(tǒng)必將對(duì)飛機(jī)裝配水平的提升以及航空制造業(yè)的創(chuàng)新發(fā)展起到極其重要的推動(dòng)作用。智能柔性精加工技術(shù)涉及傳感器、網(wǎng)絡(luò)通訊、自動(dòng)化技術(shù)等先進(jìn)技術(shù),是控制、計(jì)算機(jī)、人工智能等多學(xué)科交叉融合的高新技術(shù)[5]。
5.1 部件智能運(yùn)輸
將部件吊裝至無(wú)人運(yùn)輸車(chē)(AGV車(chē)),運(yùn)用基于計(jì)算機(jī)技術(shù)、傳感器技術(shù)、激光導(dǎo)航(見(jiàn)圖5)、視覺(jué)技術(shù)的智能感知技術(shù),通過(guò)配置各類(lèi)傳感器和無(wú)線網(wǎng)絡(luò),使無(wú)人運(yùn)輸車(chē)(AGV車(chē))對(duì)現(xiàn)場(chǎng)工作場(chǎng)地全面感知、認(rèn)知[6-7],AGV車(chē)運(yùn)行至智能柔性精加工系統(tǒng)內(nèi),實(shí)現(xiàn)AGV車(chē)準(zhǔn)確定位固定,部件粗定位。
5.2 部件智能調(diào)姿
利用數(shù)控定位器對(duì)部件的空間位置進(jìn)行調(diào)姿,通過(guò)激光跟蹤儀等感知技術(shù),按測(cè)量數(shù)據(jù)判斷飛機(jī)的翻轉(zhuǎn)和俯仰是否滿足設(shè)計(jì)要求,對(duì)外形、交點(diǎn)進(jìn)行擬合[8-9],部件準(zhǔn)確定位,如果滿足要求,進(jìn)入精加工階段,如果不滿足要求,需要進(jìn)行二次調(diào)姿。二次調(diào)姿以不超出加工余量為邊界條件,最終優(yōu)化飛機(jī)的外形位置。
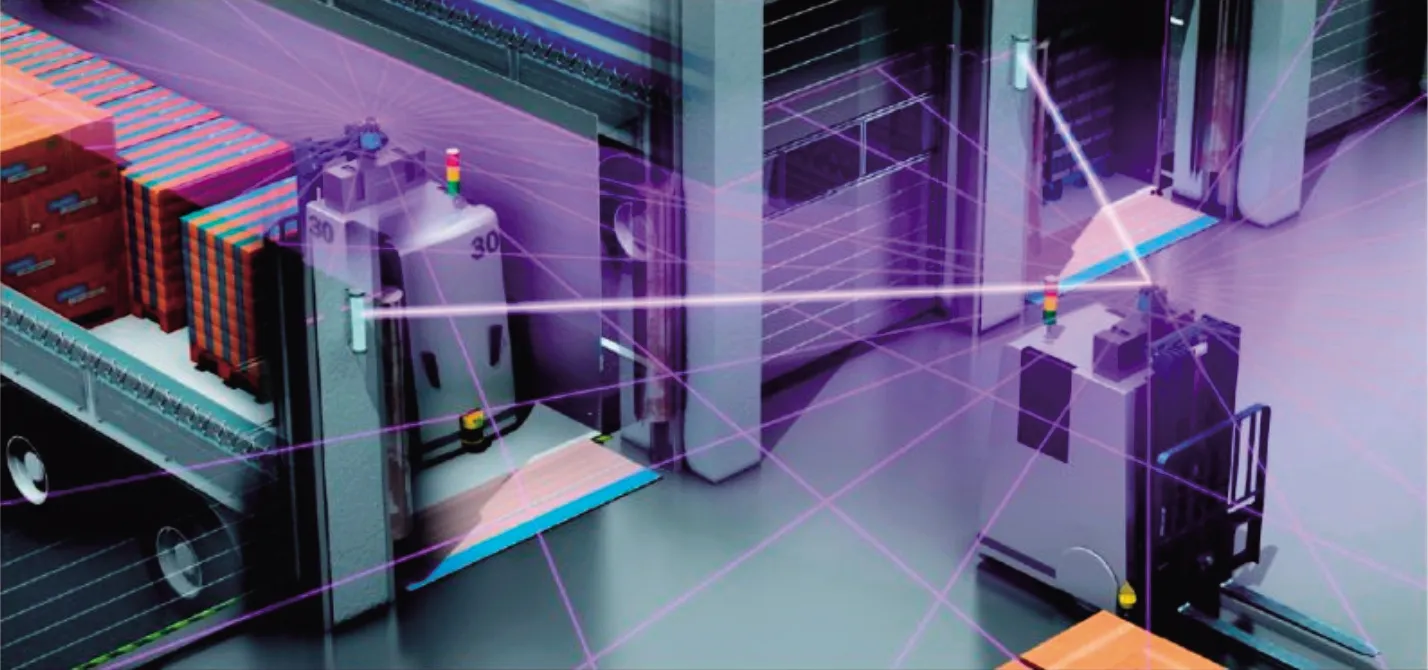
圖5 激光導(dǎo)航AGV車(chē)
5.3 部件智能夾持
利用傳感器技術(shù)對(duì)部件夾持后的受力狀態(tài)進(jìn)行感知,防止部件夾持后強(qiáng)迫,夾持力對(duì)等,使部件在自由狀態(tài)下精加工。
5.4 部件智能精加工
利用數(shù)控系統(tǒng)對(duì)末端執(zhí)行器進(jìn)行控制,可實(shí)現(xiàn)自動(dòng)更換末端執(zhí)行器及刀具,實(shí)現(xiàn)自動(dòng)鏜削孔、銑削端面功能。
5.5 部件智能檢測(cè)
部件精加工完后,對(duì)加工誤差進(jìn)行數(shù)字檢測(cè)、智能分析及后續(xù)的協(xié)調(diào)分配,智能柔性精加工系統(tǒng)(如圖6)可在線實(shí)時(shí)測(cè)量、識(shí)別、記錄部件Ⅰ交點(diǎn)孔精加工的實(shí)際位置誤差,對(duì)部件Ⅱ相對(duì)應(yīng)交點(diǎn)孔位置進(jìn)行智能化補(bǔ)償精加工。通過(guò)對(duì)已精加工的部件對(duì)接交點(diǎn)孔位置誤差的在線感知、測(cè)量、記錄和分析判斷,轉(zhuǎn)換成控制信號(hào),實(shí)現(xiàn)對(duì)相應(yīng)部件的對(duì)接交點(diǎn)孔位置誤差的智能補(bǔ)償[10],保證相互對(duì)接部件相應(yīng)交點(diǎn)孔位置重復(fù)精度,保證兩部件對(duì)接交點(diǎn)孔位置的準(zhǔn)確性、一致性,以保障部件間對(duì)接的協(xié)調(diào)性和互換性。
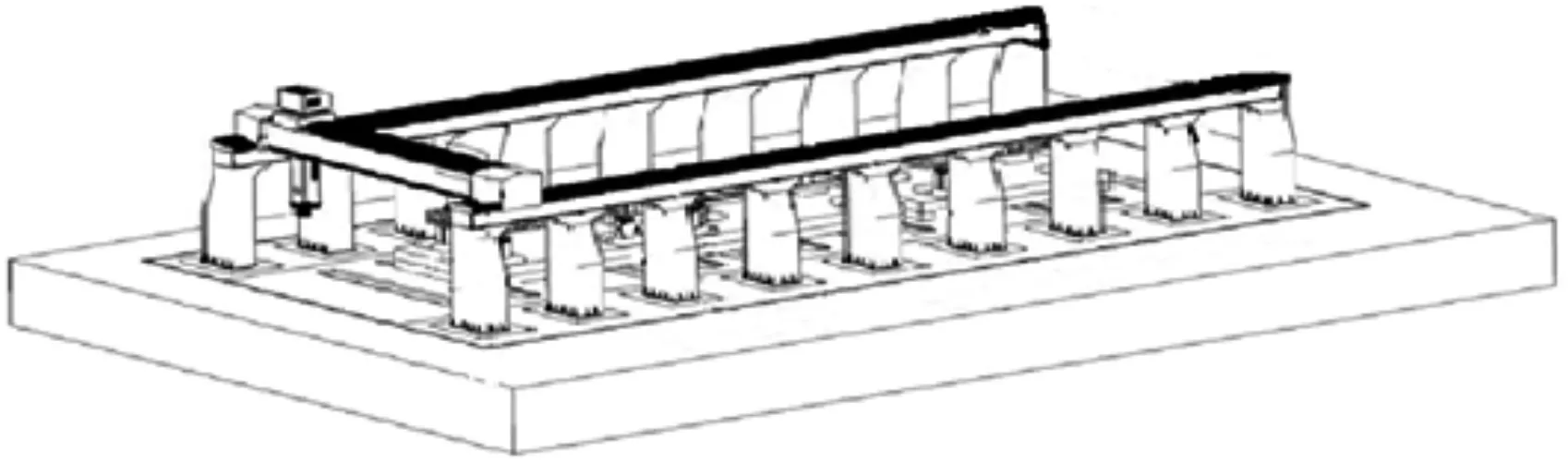
圖6 智能柔性精加工系統(tǒng)
6 結(jié)語(yǔ)
通過(guò)采用無(wú)人運(yùn)輸車(chē)(AGV車(chē))、智能柔性調(diào)姿、智能數(shù)字測(cè)量、數(shù)控加工等智能柔性集成系統(tǒng)可實(shí)現(xiàn)多機(jī)型和同一機(jī)型所有部件共用一套精加工系統(tǒng)的目的,從而徹底改變傳統(tǒng)飛機(jī)裝配中不同機(jī)型要配置不同的精加工系統(tǒng)、同一機(jī)型的每一個(gè)部件配置一套加工平臺(tái)的精加工模式,可滿足飛機(jī)的產(chǎn)品結(jié)構(gòu)尺寸在一定范圍內(nèi)所有部件精加工需求,將來(lái)研制的飛機(jī)無(wú)需設(shè)計(jì)制造專(zhuān)用部件精加工臺(tái),可縮短生產(chǎn)準(zhǔn)備周期長(zhǎng),降低研制成本。
[1]高紅,陳允全,秦龍剛.飛機(jī)大部件結(jié)合交點(diǎn)精加工[J].航空制造技術(shù),2010,(23):26-29.
[2]曾六生.飛機(jī)部件裝配精加工[J].航空制造技術(shù),2002,(10):63-66.
[3]曾六生.無(wú)設(shè)計(jì)補(bǔ)償4點(diǎn)共面交點(diǎn)協(xié)調(diào)技術(shù)[J].航空制造技術(shù),2010,(20):89-90.
[4]王仲奇,楊元.飛機(jī)裝配的數(shù)字化與智能化[J].航空制造技術(shù),2016,(5):36-41.
[5]姚艷彬,鄒方,劉華東.飛機(jī)智能裝配技術(shù)[J].航空制造技術(shù),2014,(23):57-59.
[6]郭洪杰.飛機(jī)部件自動(dòng)對(duì)接裝配技術(shù)[J].航空制造技術(shù),2013,(13):72-75.
[7]郭洪杰.新一代飛機(jī)自動(dòng)化智能化裝配裝備技術(shù)[J].航空制造技術(shù),2012,(19):34-37.
[8]梅中義,黃超,范玉青.飛機(jī)數(shù)字化裝配技術(shù)發(fā)展與展望[J].航空制造技術(shù),2015,(18):32-37.
[9]何勝?gòu)?qiáng).飛機(jī)數(shù)字化裝配技術(shù)體系[J].航空制造技術(shù),2010,(23):32-37.
[10]劉楚輝,李江雄,董輝躍.飛機(jī)機(jī)身-機(jī)翼接頭精加工條件評(píng)價(jià)技術(shù)[J].航空學(xué)報(bào),2010,31(6):1272-1279.
猜你喜歡
小哥白尼(軍事科學(xué))(2022年3期)2022-06-09 03:11:24
環(huán)球時(shí)報(bào)(2022-05-30)2022-05-30 15:16:57
民用飛機(jī)設(shè)計(jì)與研究(2020年4期)2020-11-27 17:34:02
表面工程與再制造(2019年6期)2019-08-24 06:40:04
當(dāng)代陜西(2019年11期)2019-06-24 03:40:28
文苑(2018年23期)2018-12-14 01:06:06
文苑(2018年19期)2018-11-09 01:30:14
文苑(2018年17期)2018-11-09 01:29:26
文苑(2018年21期)2018-11-09 01:22:32
商周刊(2018年18期)2018-09-21 09:14:46
