立磨減速機(jī)輸入軸小螺旋傘齒輪打齒分析及改進(jìn)措施
2018-05-08 06:15:39陳志強(qiáng)
中國(guó)水泥 2018年2期
陳志強(qiáng)
(唐山冀東水泥股份有限公司,河北 唐山 063031)
0 前 言
本公司生料粉磨設(shè)備是德國(guó)萊歇公司生產(chǎn)的LM48.4立磨,磨機(jī)生產(chǎn)綜合臺(tái)時(shí)360t/h,生料分布電耗20kWh/t左右,配套磨盤直徑4800mm,磨輥形式為錐輥,數(shù)量4個(gè),磨盤襯板形式為平盤,磨盤轉(zhuǎn)速26.09r/min。2016年11月經(jīng)過(guò)近6年時(shí)間的運(yùn)轉(zhuǎn),在運(yùn)轉(zhuǎn)時(shí)由于主電機(jī)非負(fù)荷側(cè)瓦溫高造成系統(tǒng)連鎖停機(jī),經(jīng)檢查發(fā)現(xiàn)減速機(jī)輸入軸小螺旋傘齒打齒,被迫停機(jī)。該減速機(jī)為Flander公司產(chǎn)品,如更換進(jìn)口螺旋傘齒,采購(gòu)周期需要6個(gè)月左右,維修周期較長(zhǎng)、備件費(fèi)用相對(duì)較高,嚴(yán)重影響水泥生產(chǎn)銷售。綜合權(quán)衡考慮,經(jīng)研究將減速機(jī)拉到唐山某減速機(jī)維修中心解體、維修,將大小螺旋傘齒國(guó)產(chǎn)化,歷時(shí)三個(gè)月修復(fù)了減速機(jī),節(jié)省維修費(fèi)用,保證生產(chǎn)正常運(yùn)行。
1 立磨配套電機(jī)減速機(jī)主要參數(shù)
電機(jī)型號(hào):YRKK800-6,功率2700kW,轉(zhuǎn)速993r/min,額定電壓6000V。
減速機(jī)型號(hào)KMPS446,輸入功率2650kW,輸出轉(zhuǎn)速26.09r/min。KMPS系列減速機(jī)為錐齒輪——平行軸——行星齒輪三級(jí)減速傳動(dòng)的結(jié)構(gòu)形式。減速機(jī)結(jié)構(gòu)(見圖1)。
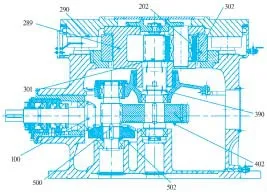
圖1 減速機(jī)結(jié)構(gòu)圖
2 損壞部件
(1)減速機(jī)輸入軸小螺旋傘齒打齒(見圖2)。
(2)輸入軸后軸承(23244CCW33 C3)保持架損壞、滾動(dòng)體變形嚴(yán)重,軸承內(nèi)套、外套損壞(見圖3、4、5、6)。
(3)輸入軸套軸承位出現(xiàn)跑圈現(xiàn)象、并出現(xiàn)裂紋(見圖7)。
(4)太陽(yáng)輪、行星輪、內(nèi)齒圈嚙合面長(zhǎng)度在100mm~130mm之間;太陽(yáng)輪、行星輪、內(nèi)齒圈齒面出現(xiàn)不同程度的剝落,見圖8、9、10。

圖2 小螺旋傘齒打齒

圖3 保持架損壞

圖4 滾動(dòng)體變形

圖5 軸承內(nèi)套損壞
(5)中間軸鼓形齒上面與內(nèi)齒套之間的球形密封接觸面環(huán)向磨損。
(6)減速機(jī)內(nèi)部使用軸承的滾動(dòng)體、軸承內(nèi)外圈出現(xiàn)不同程度的密集碎屑?jí)汉邸?/p>

圖6 軸承外套損壞

圖7 輸入軸套軸承位跑圈、開裂

圖8 太陽(yáng)輪齒面剝落

圖9 行星輪齒面剝落

圖10 內(nèi)齒圈齒面剝落
3 原因分析
2016年11月4日06∶50,原料磨操作員發(fā)現(xiàn)原料磨主電機(jī)因供油壓力低造成主機(jī)聯(lián)鎖停機(jī),主電機(jī)非負(fù)荷側(cè)軸瓦溫度達(dá)到63℃,電話通知原料磨崗位職工和機(jī)械巡檢師。他們對(duì)油站過(guò)濾器進(jìn)行清洗后于7∶10開機(jī),運(yùn)行至8:04原料磨主電機(jī)非負(fù)荷側(cè)軸瓦溫度達(dá)到65℃聯(lián)鎖停機(jī),停機(jī)后機(jī)械、電氣巡檢師共同對(duì)減速機(jī)和主電機(jī)檢查未發(fā)現(xiàn)異常,于8∶54再次開磨,電氣巡檢師巡檢時(shí)發(fā)現(xiàn)主電機(jī)軸向竄動(dòng)大、電機(jī)振動(dòng)較大,電氣巡檢師立即通知操作員停機(jī),9∶06將原料磨主電機(jī)停機(jī)。
原料磨停機(jī)后,通過(guò)檢查發(fā)現(xiàn)主電機(jī)轉(zhuǎn)子整體向非負(fù)荷側(cè)移動(dòng)約10mm。發(fā)現(xiàn)減速機(jī)高速軸小螺旋傘齒輪大端打齒,打齒長(zhǎng)度占整個(gè)齒長(zhǎng)1/3。由于小螺旋傘齒損壞較嚴(yán)重,已經(jīng)無(wú)法再使用,決定對(duì)損壞的螺旋傘齒輪副進(jìn)行整體更換,聯(lián)系備件和維修單位。
原料立磨使用為KMPS446型減速機(jī),立磨運(yùn)行加載壓力控制在8MPa(80Bar)以內(nèi),設(shè)計(jì)加載壓力為3MPa~10MPa(30Bar~100Bar),主電機(jī)運(yùn)行電流最高未超出290A(主電機(jī)額定電流316.8A的90%以下),該減速機(jī)只有推力瓦瓦溫、減速機(jī)殼體處振動(dòng)值及回油溫度有顯示,輸入軸處軸承溫度沒(méi)有監(jiān)測(cè)點(diǎn),無(wú)法監(jiān)測(cè)軸承運(yùn)行時(shí)的溫度。設(shè)備系統(tǒng)連鎖保護(hù)測(cè)溫、測(cè)振、測(cè)壓、金屬探測(cè)儀等電器保護(hù)系統(tǒng)一直運(yùn)行安全有效,減速機(jī)振動(dòng)保護(hù)值設(shè)定為4.5mm/s時(shí)報(bào)警,達(dá)到7mm/s時(shí)停立磨主電機(jī),正常運(yùn)轉(zhuǎn)時(shí)振動(dòng)值一般在4mm/s以下;主電機(jī)瓦溫度最高不超52℃。
通過(guò)對(duì)原料立磨主電機(jī)電流、主電機(jī)軸瓦溫度、振動(dòng)趨勢(shì)圖進(jìn)行分析,在停機(jī)前立磨振動(dòng)值及主電機(jī)電流未出現(xiàn)明顯變化。因此這次減速機(jī)損壞在運(yùn)行電流曲線、振動(dòng)值上表現(xiàn)不明顯,僅是出現(xiàn)了主電機(jī)非負(fù)荷側(cè)軸瓦溫度升高。根據(jù)減速機(jī)解體后分析,減速機(jī)故障損壞的原因主要有以下幾點(diǎn):
(1)小螺旋傘齒輪打齒的主要是高速軸軸承(23244CCW33 C3)損壞導(dǎo)致大小螺旋傘齒接觸部位偏離中間位置,到達(dá)邊緣后由于超過(guò)極限而損壞,軸承損壞的主要原因?yàn)橹虚g軸承(29340E)軸向游隙過(guò)大0.45mm(標(biāo)準(zhǔn)0.10mm~0.15mm),導(dǎo)致高速軸軸承承受的軸向力超過(guò)極限值,軸承單邊受力過(guò)大,潤(rùn)滑不足導(dǎo)致軸承損壞。
(2)太陽(yáng)輪、行星輪、內(nèi)齒圈齒面的嚙合長(zhǎng)度在100mm左右,且偏下端,主要原因是內(nèi)齒圈與二級(jí)中間軸的同軸度存在偏差0.21mm。
4 實(shí)施解決方案
根據(jù)減速機(jī)出現(xiàn)故障損壞部位情況,研究總體修理方案原則是運(yùn)到唐山某減速機(jī)維修中心,更換減速機(jī)內(nèi)部軸承,用國(guó)產(chǎn)螺旋傘齒替代進(jìn)口螺旋傘齒,采購(gòu)周期縮短且備件費(fèi)大幅降低,維修過(guò)程及質(zhì)量可控。將內(nèi)齒圈支撐座的內(nèi)徑擴(kuò)大0.40mm,調(diào)整內(nèi)齒圈與支撐座之間的相對(duì)位置,以保證內(nèi)齒圈與二級(jí)中間軸的同軸度,對(duì)內(nèi)齒圈、齒輪點(diǎn)蝕部位用油石打磨處理,具體方案:
(1)因內(nèi)齒圈與二級(jí)中間軸同軸度存在偏差,需將內(nèi)齒圈的支撐座內(nèi)徑擴(kuò)大0.4mm,后調(diào)整內(nèi)齒圈與支撐座之間的相對(duì)位置,保證內(nèi)齒圈與二級(jí)中間軸同軸度在合格的范圍之內(nèi)。
①將內(nèi)齒圈與支撐座之間的連接螺栓全部松開,將內(nèi)齒圈支撐座內(nèi)孔擴(kuò)大0.40mm,見圖11。

圖11 擴(kuò)大內(nèi)齒圈支撐座內(nèi)孔
②將支撐座用連接螺栓及定位銷固定在減速機(jī)殼體法蘭,內(nèi)齒圈與支撐座之間用八條螺栓固定好。內(nèi)齒圈在機(jī)床上找正,以內(nèi)齒圈節(jié)圓為徑跳找正基準(zhǔn)和以齒圈端面為端跳找正基準(zhǔn),通過(guò)調(diào)整內(nèi)齒圈與支撐座之間的相對(duì)位置,保證內(nèi)齒圈與二級(jí)中間軸下軸承位的同軸度,保證偏差在0.03mm以內(nèi)。
③回裝并緊固內(nèi)齒圈與支撐座之間的連接螺栓(注意拆解吊裝過(guò)程中內(nèi)齒圈與支撐座不要發(fā)生相對(duì)移動(dòng)),為防止內(nèi)齒圈與支撐座之間移位,經(jīng)與設(shè)備廠家結(jié)合將8條螺栓不裝,利用原有的螺栓孔改為定位銷孔,定位銷的尺寸為φ50mm×150mm,見圖12。

圖12 原螺栓孔改為定位銷孔

圖13 確保密封作用
④用塞尺測(cè)量?jī)?nèi)齒圈與支撐座的間隙量,保證內(nèi)齒圈安裝到位。
⑤內(nèi)齒圈與支撐座之間有φ7mm的O型圈起密封作用,由于將支撐座的內(nèi)經(jīng)擴(kuò)大0.4mm,需將O型圈由φ7mm改為φ8mm以保證正常供油不泄漏。O型圈回裝后進(jìn)行打壓試驗(yàn),若內(nèi)齒圈與支撐座結(jié)合面處有漏氣現(xiàn)象,用密封膠進(jìn)行封堵,見圖13。
⑥經(jīng)檢驗(yàn)合格后將內(nèi)齒圈與支撐座組件固定在減速機(jī)殼體法蘭上,按照力矩要求進(jìn)行緊固。
(2)輸入軸套后軸承位出現(xiàn)跑圈及裂紋處理方案。
①加工前測(cè)繪輸入軸套筒內(nèi)孔兩個(gè)軸承位尺寸;保證鑲套完成后與原始內(nèi)孔尺寸及設(shè)計(jì)一致;
②輸入軸套筒外圈后軸承位去除炸裂層,探傷無(wú)問(wèn)題后再進(jìn)行鑲套;
③內(nèi)孔鑲嵌通長(zhǎng)套并對(duì)輸入軸套筒兩側(cè)端面增加8個(gè)定位銷,定位銷位置成十字狀,確保鑲套材質(zhì)與母體一致;
④加工輸入軸套筒內(nèi)孔軸承位:上機(jī)床以輸入軸內(nèi)孔軸承位未磨損油道找正徑跳,要求跳動(dòng)≤0.03mm,(進(jìn)行機(jī)加工前軸承位尺寸φ360.02mm,后軸承位尺寸φ400.02mm;表面粗糙度為16μm);
(3)太陽(yáng)輪鼓形齒、行星輪、內(nèi)齒圈齒面出現(xiàn)點(diǎn)蝕、剝落的,用600目的油石打磨處理,探傷無(wú)裂紋后繼續(xù)使用。
(4)球形密封接觸面環(huán)向磨損,修復(fù)后繼續(xù)使用。
(5)該減速機(jī)出廠日期2003年,2003年~2012年斷續(xù)生產(chǎn),從2012年開始連續(xù)生產(chǎn),設(shè)備廠家技術(shù)人員建議減速機(jī)內(nèi)部軸承全部更換。
(6)減速機(jī)輸入軸后軸承處無(wú)測(cè)溫點(diǎn),在此處增加測(cè)溫點(diǎn),以監(jiān)測(cè)軸承運(yùn)行溫度并參與報(bào)警及連鎖停機(jī)。
(7)清洗組裝試車。
①檢查推力瓦各部位沒(méi)有受到傷害,清洗并用壓縮空氣將潤(rùn)滑供油孔吹干凈,保持暢通。
②用高壓清洗機(jī)對(duì)減速機(jī)內(nèi)部齒輪、軸承清洗,對(duì)安裝后軸承的游隙、竄動(dòng)量、齒輪嚙合情況等必須符合圖紙技術(shù)要求,作好記錄并存檔。
③螺栓緊固按照標(biāo)準(zhǔn)要求緊固并做好防松措施。
④減速機(jī)安裝就位后,開啟潤(rùn)滑系統(tǒng)2h循環(huán),清洗檢查供油過(guò)濾器和回油過(guò)濾器的濾芯,保證供油過(guò)濾器前后壓差正常<0.15MPa,回油過(guò)濾器無(wú)金屬異物。抬起磨輥,空載運(yùn)行8h后檢查各運(yùn)行參數(shù)正常后,液壓系統(tǒng)逐步加載(額定加載壓力的60%、70%、80%)分別生產(chǎn)運(yùn)行12h、16h、24h,然后帶負(fù)荷正常運(yùn)行,36h以后減速機(jī)地腳螺栓再次加溫防松緊固。
5 運(yùn)行效果和啟示
現(xiàn)場(chǎng)運(yùn)行帶載荷后電機(jī)電流值在280A左右(控制在額定電流316.8A的88%以下),減速機(jī)高速軸軸承溫度穩(wěn)定在55℃左右,高速軸處的水平、垂直振動(dòng)值在1.2mm/s~4.0mm/s之間,供油壓力等均在安全運(yùn)行指標(biāo)范圍內(nèi),輸入軸軸承運(yùn)轉(zhuǎn)正常、螺旋傘齒嚙合面滿足要求。此次故障給我們啟示:(1)今后要定期對(duì)高速軸軸向游隙定期測(cè)量,初期每3個(gè)月檢測(cè)一次,如果超過(guò)標(biāo)準(zhǔn)值時(shí),檢測(cè)周期要根據(jù)游隙變化趨勢(shì)、溫度、振動(dòng)、嚙合情況進(jìn)行跟蹤。當(dāng)實(shí)際游隙大于標(biāo)準(zhǔn)值0.1mm時(shí),或軸承溫度、震動(dòng)值、螺旋傘齒的嚙合情況發(fā)生變化時(shí),需要對(duì)高速軸的軸向游隙進(jìn)行調(diào)整,直至標(biāo)準(zhǔn)范圍內(nèi)為準(zhǔn)。發(fā)現(xiàn)異常情況及時(shí)采取有效措施處理解決,保證減速機(jī)運(yùn)行安全可靠性。(2)國(guó)產(chǎn)螺旋傘齒能夠替代進(jìn)口螺旋傘齒并滿足生產(chǎn)需求。
參考文獻(xiàn):
[1]KMPS446系列減速機(jī)安裝操作使用說(shuō)明書[Z].
[2]水泥工業(yè)用硬齒面JLX系列立式磨 減速機(jī)(JC/T878.4-2001)[S].