鋁合金5083焊接試樣微觀力學(xué)測(cè)試分析
2018-04-24 01:42:39林金保
現(xiàn)代制造技術(shù)與裝備 2018年3期
關(guān)鍵詞:焊縫
常 超 張 柱 林金保
(太原科技大學(xué) 應(yīng)用科學(xué)學(xué)院,太原 030024)
焊接接頭是零件強(qiáng)度最薄弱的地方,在焊接過程中由于在加熱或冷卻過程中,材料內(nèi)部會(huì)產(chǎn)生溫度梯度,在焊接接口不同微區(qū)產(chǎn)生殘余應(yīng)力,因而對(duì)焊接構(gòu)件的疲勞強(qiáng)度、腐蝕開裂及可靠性等力學(xué)性能都有很大影響。很多學(xué)者研究焊接接頭微區(qū)的力學(xué)性能,喬及森等[1]采用穿孔剪切法研究鋁合金材料Al6063焊接區(qū)域的彈塑性本構(gòu)關(guān)系,得到了抗拉強(qiáng)度、屈服極限及加工硬化指數(shù)與距離焊縫中心距離的關(guān)系;鄭小茂等[2]利用硬度計(jì)對(duì)焊接接口進(jìn)行微區(qū)測(cè)試,發(fā)現(xiàn)硬度值最低點(diǎn)出現(xiàn)在熱影響區(qū),同時(shí)對(duì)不同焊接工藝的焊接試樣進(jìn)行了拉伸試樣,進(jìn)而優(yōu)化了焊接工藝;杜家振[3]等利用納米壓痕實(shí)驗(yàn)與微拉伸實(shí)驗(yàn)分析了鋁合金焊接接頭不同微區(qū)的力學(xué)性能,包括彈性模量、屈服極限等的分布規(guī)律;楊喜昌等[4]通過顯微硬度測(cè)試研究YAG激光焊、熔化極惰性氣體保護(hù)焊(MIG)及激光-MIG電弧復(fù)合焊三種不同焊接工藝在焊接接口區(qū)域的硬度分布,得出MIG焊接工藝的顯微硬度最高。
納米壓痕測(cè)試技術(shù)作為一種高分辨率的檢測(cè)技術(shù),具有試樣制備簡(jiǎn)單、非破壞性等特點(diǎn),通過記錄連續(xù)的壓入位移與壓入力,可用于測(cè)量焊接試樣熱影響區(qū)在微尺度下的硬度、彈性模量及塑性性能等力學(xué)性能。本文利用納米壓痕測(cè)試方法對(duì)焊接接頭進(jìn)行微觀力學(xué)分析,研究鋁合金焊接接頭的彈塑性性能。
1 納米壓痕實(shí)驗(yàn)
1.1 材料及制備過程
實(shí)驗(yàn)材料為5083鋁合金焊接試樣,采用熔化極惰性氣體保護(hù)焊(MIG)焊接。在納米壓痕試樣前,需對(duì)焊接試樣進(jìn)行加工研磨和拋光,具體步驟如下。第一,研磨。分別選用600#、1000#、1200#砂紙對(duì)試樣焊接區(qū)域的截面進(jìn)行人工研磨。第二,拋光。分別用9μm、6μm、3μm、1μm、0.05μm的拋光液對(duì)研磨后的試樣進(jìn)行拋光至鏡面程度。納米壓痕試樣如圖1所示。
1.2 實(shí)驗(yàn)過程
利用Nanoindenter XP(Nanoinstruments Innovation Center,MTS systems,TN,USA)進(jìn)行微觀力學(xué)測(cè)試,采用連續(xù)剛度法(CSM)施加2nm的位移和45Hz的動(dòng)態(tài)振蕩測(cè)量相應(yīng)力的振幅和相位得到隨著位移變化的連續(xù)剛度[5]。測(cè)試過程采用位移控制,最大壓痕深度為2000nm。Berkovich金剛石壓頭常用于測(cè)試材料的彈性性能,選擇Berkovich金剛石壓頭的尖端圓弧半徑為100nm左右,在實(shí)驗(yàn)之前使用熔融石英對(duì)壓頭進(jìn)行校核。焊接接口具有幾何對(duì)稱性,只需對(duì)其一側(cè)進(jìn)行測(cè)量。為了表征焊縫接口微區(qū)的彈性模量與硬度的微觀分布,在焊縫微區(qū)加載納米壓痕點(diǎn)陣。圖2所示框形區(qū)域?yàn)榧{米壓痕測(cè)試區(qū)域,覆蓋1/4焊接接口區(qū)域,包括焊核區(qū)、焊縫過渡區(qū)及焊接基體區(qū),每個(gè)壓痕間距大約為500μm。球形壓頭具有較好的彈塑性過渡區(qū)域,常用于測(cè)試材料的塑性性能,實(shí)驗(yàn)選用半徑為5.9μm的球形金剛石壓頭分別測(cè)試焊接基體區(qū)與焊縫區(qū)的塑性性能。
圖1 納米壓痕試樣
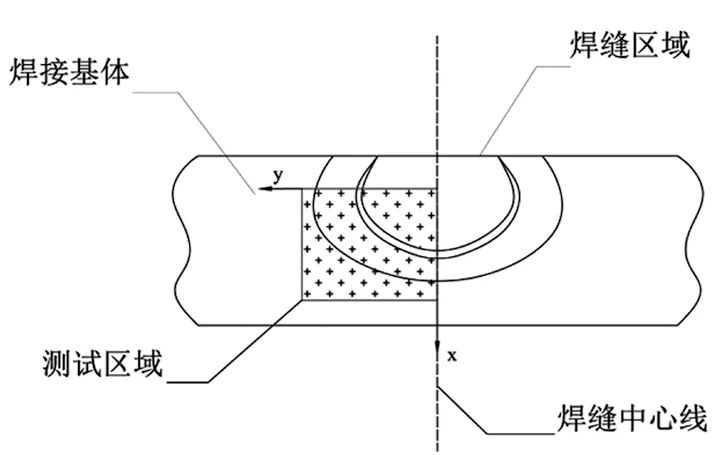
圖2 壓痕點(diǎn)陣
1.3 測(cè)試力學(xué)模型
采用Oliver-Pharr方法是納米壓痕原位測(cè)試材料彈性模量和硬度常用的經(jīng)典方法[6-7]。納米壓痕測(cè)試的硬度由式(1)測(cè)得:

其中:P是加載的載荷,Ac是載荷力作用下的投影接觸面積。
Er(r為下標(biāo))是壓頭和被測(cè)試樣的約化模量,可表示為:
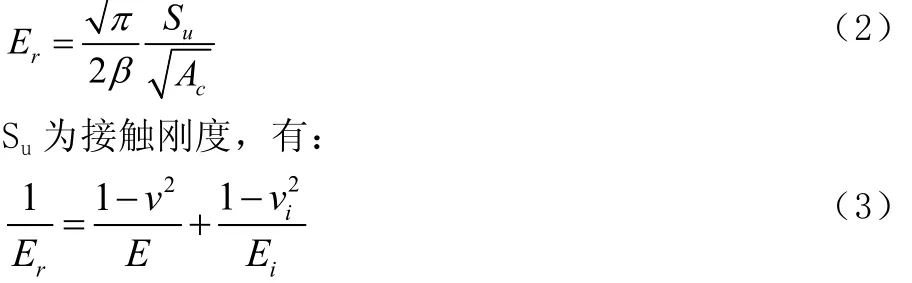
其中,v和vi為被測(cè)材料與金剛石壓頭的泊松比。
在納米壓痕技術(shù)測(cè)試中接觸面積是間接測(cè)得的,當(dāng)壓頭壓入試樣時(shí)印痕的深度h由接觸高度hc和接觸周圍的高度hs組成:

ε是壓頭幾何特征值,測(cè)量材料硬度和彈性模量最常用的壓頭是幾何對(duì)稱球形壓頭壓頭ε=0.75。
接觸面積Ac可以通過加載在標(biāo)定材料石英上的不同印痕位移迭代得到的,接觸面積Ac與接觸高度hc可以通過式(6)擬合:對(duì)于理想球形壓頭c0=3.14,ci是常數(shù),表示實(shí)際壓頭的幾何形貌。

根據(jù)載荷位移曲線和連續(xù)剛度測(cè)試,通過Kalidindi模型測(cè)試材料的應(yīng)力應(yīng)變曲線[8]。
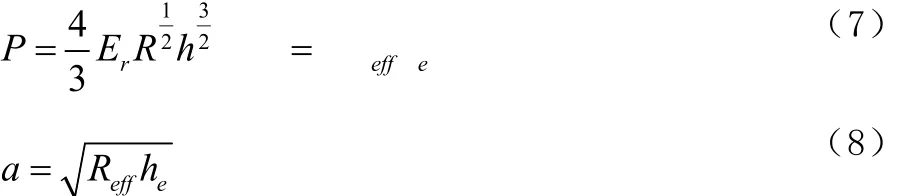
其中,a是在壓痕載荷為P作用下的接觸半徑,h是彈性壓入深度,Reff分別為有效半徑。
利用Hertz理論,Kalidindi模型可將載荷位移曲線轉(zhuǎn)換為應(yīng)力應(yīng)變曲線:

其中,σind為壓痕代表應(yīng)力,εind為壓痕代表應(yīng)變。
在Kalidindi模型中的應(yīng)力約束因子為2.2,代表應(yīng)變包含彈性應(yīng)變?chǔ)舉ind和塑性應(yīng)變?chǔ)舏pnd,應(yīng)變約束因子εsc可以表示為:

2 實(shí)驗(yàn)結(jié)果與分析
圖3為玻式壓頭的納米壓痕在框形區(qū)域點(diǎn)陣的加載力-位移曲線:在加載階段曲線,2000nm壓入深度下的加載力分布在100~115mN,在不同區(qū)域的晶粒大小及熱影響區(qū)殘余應(yīng)力會(huì)對(duì)加載階段的力-位移曲線產(chǎn)生影響。與加載曲線進(jìn)行比較,點(diǎn)陣的卸載曲線分布較集中。卸載階段為完全彈性曲線,焊接熱影響區(qū)域的彈性性能受殘余應(yīng)力的影響不大。卸載階段常用于測(cè)試材料的彈性性能,數(shù)值方法可以證明若接觸面積能夠準(zhǔn)確測(cè)量,所測(cè)得的楊氏模量不受殘余應(yīng)力的影響[9]。
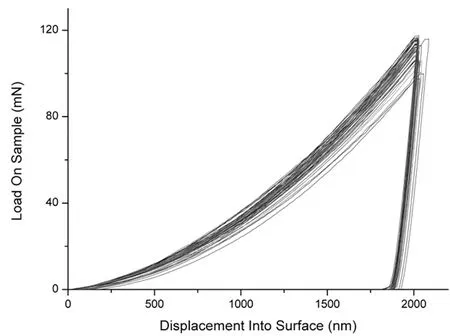
圖3 玻式壓頭的納米壓痕在框形區(qū)域點(diǎn)陣的加載力-位移曲線
圖4 為焊接接口點(diǎn)陣的硬度分布,硬度值大概分布在0.9~1.34GPa,硬度分布不是均勻的,但靠近焊縫中心處的硬度相比其他位置要大。圖5為焊接接口點(diǎn)陣的彈性模量分布,彈性模量大概分布在70~80GPa,相比硬度的分布要均勻些,這是因?yàn)闇y(cè)試彈性模量是利用卸載曲線,殘余應(yīng)力不影響彈性模量的測(cè)試。但在利用Oliver Pharr方法測(cè)試彈性模量過程中會(huì)受到表面平整度(粗糙度、傾斜度等)都會(huì)影響測(cè)試。
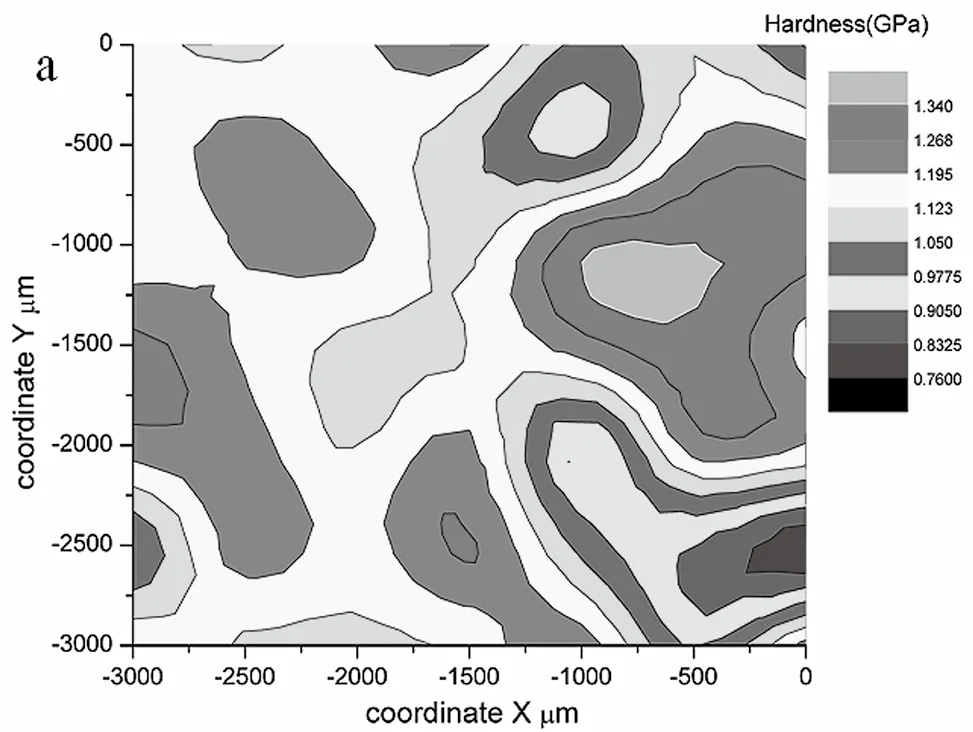
圖4 焊接接口點(diǎn)陣的硬度分布
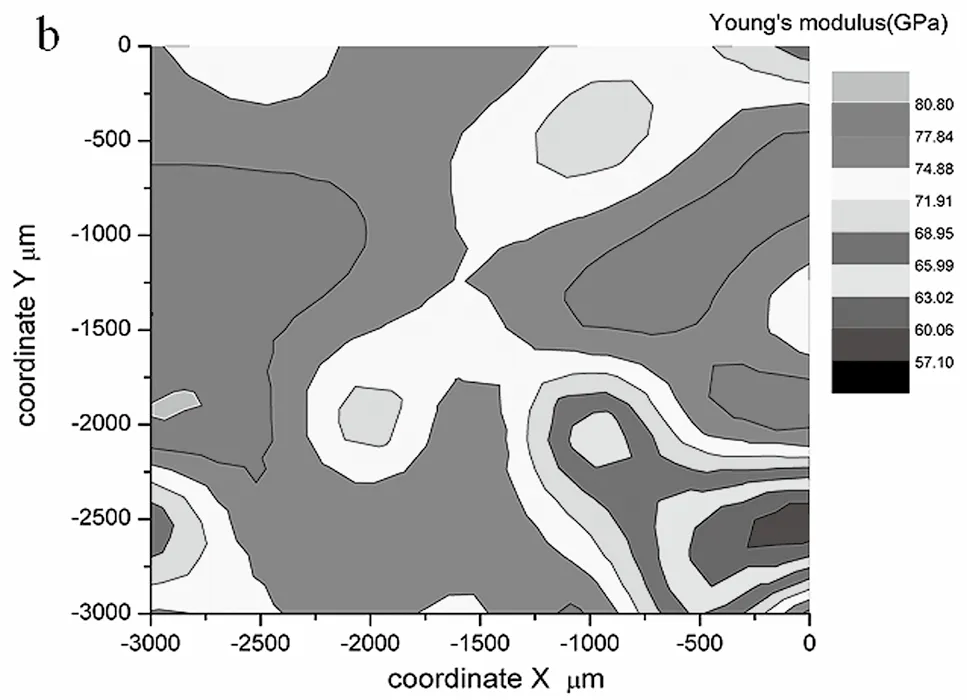
圖5 彈性模量分布
圖6 為納米壓痕球形壓頭下載荷-位移曲線在焊接試樣焊縫區(qū)和基體區(qū)的力學(xué)響應(yīng),在相同的位移載荷下,基體區(qū)對(duì)應(yīng)的載荷力要比焊縫區(qū)的載荷力大。
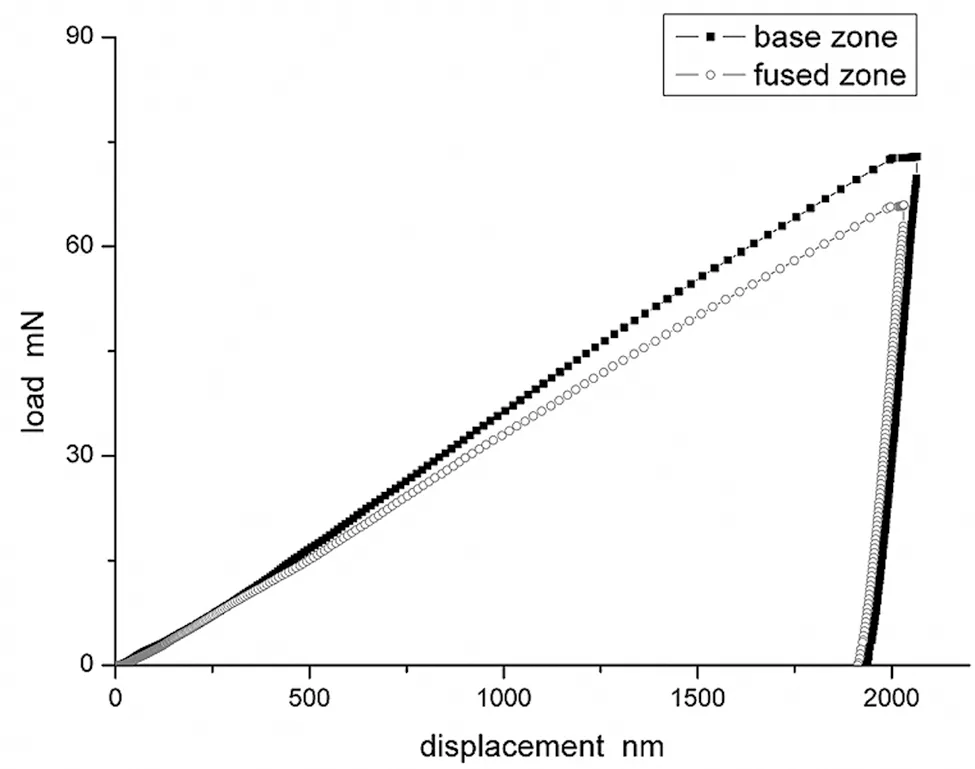
圖6 球形壓頭納米壓痕實(shí)驗(yàn):基體區(qū)與焊縫區(qū)的不同載荷-位移響應(yīng)
利用Kalidindi模型可以將載荷位移曲線和連續(xù)剛度轉(zhuǎn)換為材料的應(yīng)力應(yīng)變曲線。圖7為壓痕法得到基體的應(yīng)力應(yīng)變曲線,不同于傳統(tǒng)的拉伸曲線,通過壓痕法得到了應(yīng)力應(yīng)變曲線分為:彈性階段、彈塑性過渡階段和完全塑形階段,各階段如圖所示。在彈性階段,材料的力學(xué)響應(yīng)滿足Hertz接觸彈性理論,這個(gè)階段的斜率與Oliver-Pharr方法測(cè)得的彈性模量基本一致,約為70GPa;隨著壓痕位移的增加,壓頭周圍的材料率先進(jìn)入塑性階段并被彈性材料包圍;當(dāng)壓痕位移壓入一定深度時(shí),壓頭周圍材料的塑性效果要遠(yuǎn)大于其彈性效果,材料進(jìn)行完全塑性。在彈塑性過渡階段影響區(qū)域較短,5083基體材料完全塑性階段的應(yīng)力-應(yīng)變曲線是趨近水平,對(duì)應(yīng)的應(yīng)力值為320MPa。與文獻(xiàn)中拉伸實(shí)驗(yàn)對(duì)比[10],5083鋁合金材料通過拉伸得到的應(yīng)力-應(yīng)變曲線與納米壓痕測(cè)得的結(jié)果基本一致,為鋁合金材料的模型材料模型可以選用完全彈塑性模型。
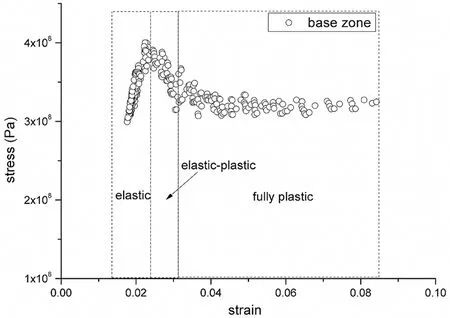
圖7 球形壓頭納米壓痕測(cè)得基體的應(yīng)力應(yīng)變曲線
圖7 為壓痕法測(cè)得焊縫區(qū)的應(yīng)力應(yīng)變曲線,與基體測(cè)得的曲線類型也分為彈性階段、彈塑性過渡階段和完全塑性階段。在彈性階段測(cè)得彈性模量為70GPa,與基體測(cè)試結(jié)果相同,但在完全塑性階段的應(yīng)力為250MPa左右,比基體的塑性性能要小。通過納米壓痕測(cè)得焊縫區(qū)的塑性性能與焊絲單獨(dú)拉伸測(cè)得值大致相同。
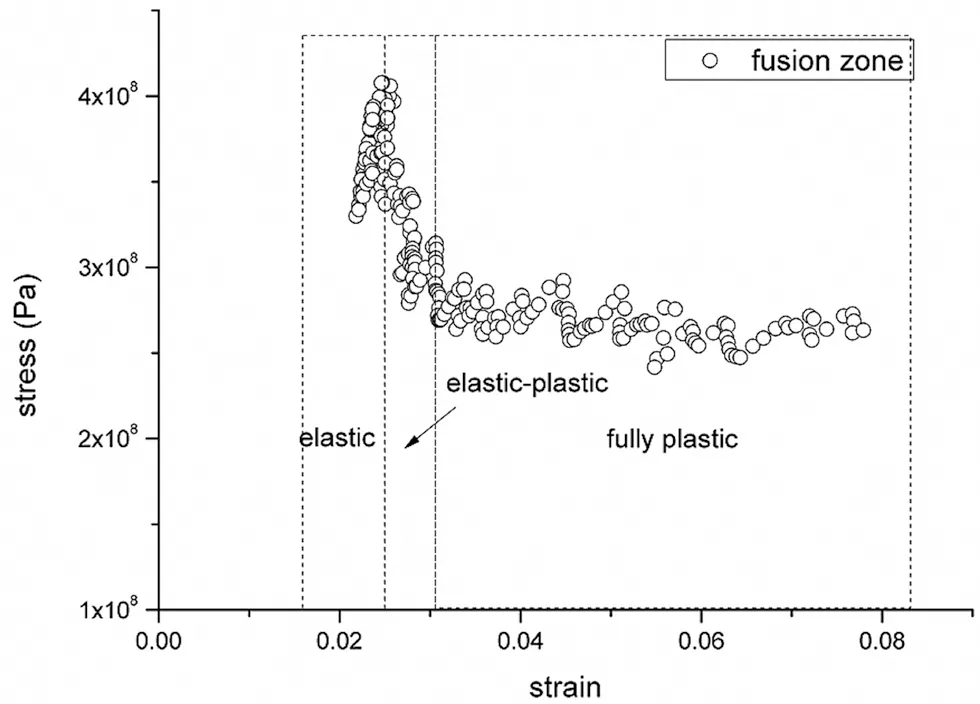
圖8 球形壓頭納米壓痕測(cè)得焊縫區(qū)的應(yīng)力應(yīng)變曲線
3 結(jié)論
第一,5083鋁合金焊接接頭中晶粒尺寸效應(yīng)與熱影響區(qū)殘余應(yīng)力會(huì)對(duì)納米壓痕測(cè)試中加載階段的力-位移曲線產(chǎn)生影響,但對(duì)卸載曲線影響不大;第二,焊接接口點(diǎn)陣的彈性模量大概分布在70~80GPa,硬度值大概分布在0.9~1.34GPa,硬度分布不是均勻的;第三,利用球形納米壓痕測(cè)得5083鋁合金焊接接口基體區(qū)與焊縫區(qū)的應(yīng)力-應(yīng)變曲線,基體區(qū)域的完全塑性階段的應(yīng)力-應(yīng)變曲線是趨近水平,對(duì)應(yīng)的應(yīng)力值為320MPa,焊縫區(qū)的完全塑性階段的應(yīng)力為250MPa。
[1]喬及森,周清林,朱亮,等.鋁合金焊接接頭的力學(xué)性能測(cè)試[J].焊接學(xué)報(bào),2006,(11):41-44,49,115.
[2]鄭小茂,張大童,張文,等.焊接參數(shù)對(duì)7A04鋁合金攪拌摩擦焊接頭組織與力學(xué)性能的影響[J].焊接學(xué)報(bào),2016,37(1):76-80,132.
[3]杜家政,趙振洋,黃誠(chéng),等.鋁合金焊接接頭力學(xué)性能實(shí)驗(yàn)研究[J].實(shí)驗(yàn)力學(xué),2017,(6):811-817.
[4]楊喜昌,劉佳,張繼彬,等.不同焊接方法對(duì)鋁合金焊縫成形及力學(xué)性能的影響研究[J].應(yīng)用激光,2016,36(5):553-558.
[5]Oliver W C,Pharr G M. Measurement of Hardness and Elastic Modulus by Instrumented Indentation:Advances in Understanding and Refinements to Methodology[J].Journal of Materials Research,2004,(19):3-20.
[6]Oliver W C,Pharr G M. An improved Technique for Determining Hardness and Elastic Modulus Using Load and Displacement Sensing Indentation Experiments[J].Journal of Materials Research,1992,(7):1564-1583.
[7]張?zhí)┤A.微/納米力學(xué)測(cè)試技術(shù):儀器化壓入的測(cè)量分析應(yīng)用及其標(biāo)準(zhǔn)化[M].北京:科學(xué)出版社,2013.
[8]Patel D K, Kalidindi S R. Correlation of Spherical Nanoindentation Stress-strain Curves to Simple Compression Stress-strain Curves for Elastic-plastic Isotropic Materials Using Finite Element Models[J].Acta Materialia,2016,(112):295-302.
[9]朱麗娜.基于納米壓痕技術(shù)的涂層殘余應(yīng)力研究[D].北京:中國(guó)地質(zhì)大學(xué),2013.
[10]高福洋,吳華敏,邱勝聞,等.鋁合金攪拌摩擦對(duì)接焊接頭組織與性能研究[J].材料開發(fā)與應(yīng)用,2015,30(5):25-30.
猜你喜歡
建材發(fā)展導(dǎo)向(2021年6期)2021-06-09 05:57:08
裝備制造技術(shù)(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術(shù)與機(jī)床(2018年12期)2018-12-23 02:40:58
石家莊鐵路職業(yè)技術(shù)學(xué)院學(xué)報(bào)(2017年4期)2017-05-25 13:26:35
制造業(yè)自動(dòng)化(2017年2期)2017-03-20 14:26:13
設(shè)備管理與維修(2015年12期)2015-04-09 06:57:24
機(jī)電信息(2015年3期)2015-02-27 15:54:47
機(jī)械工程師(2015年9期)2015-02-26 08:38:15
水電站機(jī)電技術(shù)(2014年4期)2014-10-13 08:30:07

- 現(xiàn)代制造技術(shù)與裝備的其它文章
- 物聯(lián)網(wǎng)技術(shù)在機(jī)械倉儲(chǔ)加工制造中的應(yīng)用探索
- 精益生產(chǎn)在汽車制造業(yè)中的應(yīng)用
- 職業(yè)技能競(jìng)賽導(dǎo)向下的機(jī)械制造與自動(dòng)化專業(yè)改革
- 3D打印技術(shù)與傳統(tǒng)電動(dòng)汽車制造相結(jié)合的實(shí)踐教學(xué)研究
- 傳統(tǒng)機(jī)械設(shè)計(jì)與現(xiàn)代機(jī)械設(shè)計(jì)優(yōu)劣的對(duì)比分析
- RobotStudio在信息化教學(xué)中的應(yīng)用探索