淺談深腔模具數(shù)控加工質(zhì)量的控制
2018-04-24 01:42:38盧民
現(xiàn)代制造技術(shù)與裝備 2018年3期
盧 民
(佛山市順德區(qū)胡寶星職業(yè)技術(shù)學校,佛山 528325)
普通零件的數(shù)控加工,一般是根據(jù)其使用用途進行工藝分析,非裝配類零件加工,主要是根據(jù)其圖紙尺寸進行工藝分析,制定加工工藝,通過加工從而達到圖紙要求的粘度。但模具零件加工,必須考慮到零件的使用用途,特別是有裝配要求的表面,不能單單從圖紙尺寸要求進行加工,必須根據(jù)裝配要求對裝配表面進行工藝分析制度特定的加工工藝。因此,通過著力分析模具尺寸精度的影響因素,制定相應(yīng)加工工藝,提高數(shù)控機床加工模具的尺寸精度,是對數(shù)控機床編程與操作者的基本要求。
對于整套模具的加工,根據(jù)其經(jīng)濟效益和生產(chǎn)企業(yè)的情況,一般是對整套模具進行工藝分析,各零件分別采用最經(jīng)濟的加工方法,通常數(shù)控機床上加工的零件比普通機床加工零件的工藝規(guī)程要復(fù)雜得多,對數(shù)控編程員的要求也高,編程人員要了解現(xiàn)有的數(shù)控設(shè)備資源、零件的工藝過程、刀具的形狀、切削用量和走刀路線等,這就要求數(shù)控編程設(shè)計員具備多方面的知識基礎(chǔ),否則就無法做到全面周到地考慮加工全過程,以及正確合理地編制零件加工程序。
對于較復(fù)雜的模具,在組織模具生產(chǎn)前,數(shù)控編程員往往要與有經(jīng)驗的模具師傅及相關(guān)人員討論,在整套模具裝配中檢查分析,在保證模具質(zhì)量、保證模具制造周期的前提下,針對不方便加工或者加工后容易變形的地方,吸收大家的合理建議后,進行修改完善。下面以寶星職業(yè)技術(shù)學校引產(chǎn)入教的一個模具加工項目為例,淺析深腔模具加工注意事項。
1 模具工藝分析
模具加工之前一定要了解模具零件的使用用途以及各尺寸精度的要求,進行充分的工藝分析,為加工方法提供依據(jù)。
此模具為醫(yī)療箱體(見圖1),根據(jù)模具零件尺寸(534.4×390×170),屬中型深腔類模具,加工前要求對模具坯料外形尺寸檢查,控制在±0.02mm以內(nèi)(一般由模坯廠加工,質(zhì)量不達標返工處理)。
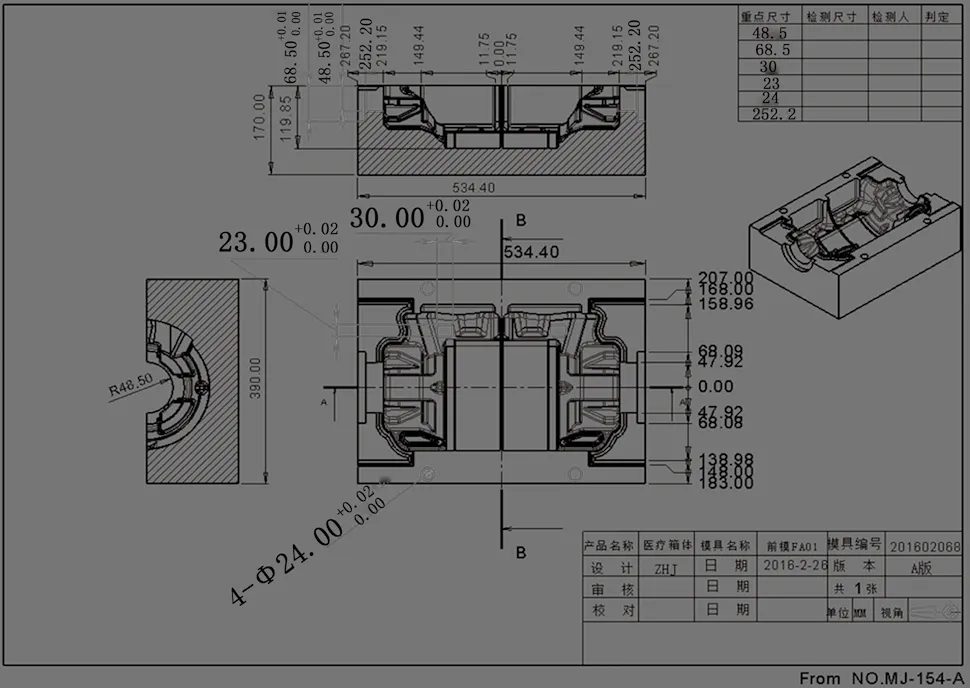
圖1 醫(yī)療箱體
了解模具結(jié)構(gòu)及裝配要求,在兩側(cè)邊因模具成形結(jié)構(gòu)做鑲件,底部兩處因為簡化加工工藝做鑲拼件,四個導(dǎo)柱定位孔,都有加工尺寸要求,所以要做到在機檢測以達到圖紙要求。
此模具加工高度較高,須裝較長的刀桿,在加工過程中會產(chǎn)生刀桿振動,加工效果差,數(shù)據(jù)不準,表面刀紋明顯,導(dǎo)致拋光時間長且拋光時下料不均勻,造成產(chǎn)品成形缺陷。為達到較理想的加工效果,加工編程的刀具選擇與加工參數(shù)的控制就變得尤為重要。
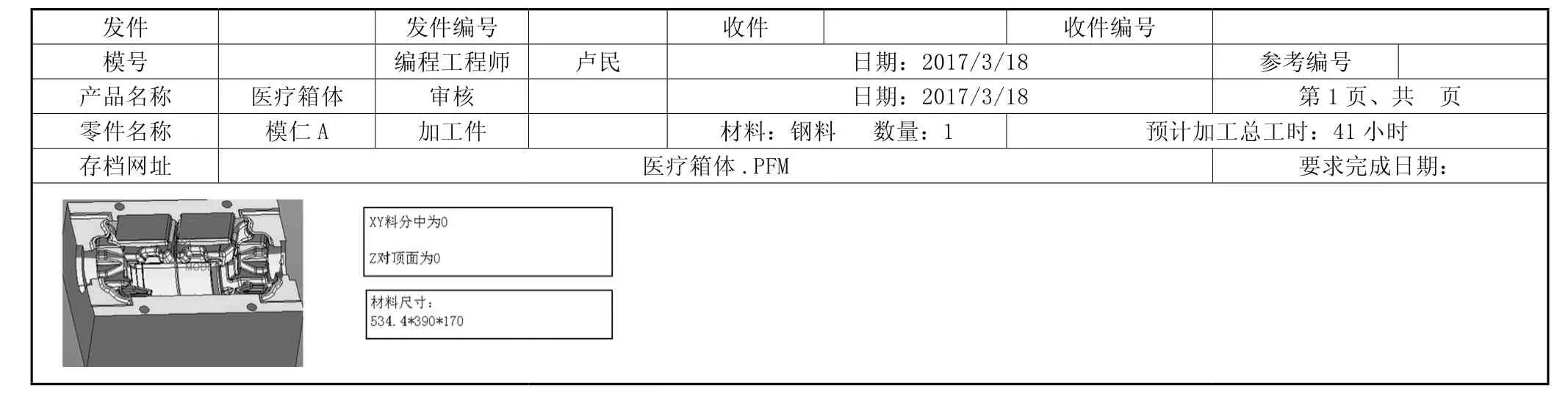
表1 CNC程序單
2 工藝分析及CNC程序單制作
2.1 粗加工
表1為CNC程序單。粗加工采用分段法進行開粗,提高效率及縮短加工時間。程序81與82為鉆孔加工,程序83至88開粗,共分八個程序段。粗加工先預(yù)鉆角落及導(dǎo)柱孔后,采用D63R6大刀具,因材料去除量大,加工時間較長,考慮刀粒的磨損,開粗時按加工時間分開多條程序進行,以便于觀察工件加工情況,以及刀粒因磨損可以及時更換。開粗加工要注意的事項如表2所示。
第一,暫停加工檢查刀具及工件。程序83至86都為開粗加工,分為六個程序,原因就是切削量大,對刀具的磨損較大,所以分六個程序段,相當在開粗過程中暫停進行檢查,檢查測量刀具磨損情況和工件表面的情況,為下一段加工提供修改依據(jù)。
第二,余量的設(shè)置。不能從理論角度進行單邊留出余量,而要考慮深腔加工時,刀桿鋼性不足造成的誤差范圍,通常要進行試切測量找到誤差范圍值。如從下表2可以看出,開粗程序段83到88,都是開粗,可余量并非是一樣,從0.5mm增加到0.6mm,原因就是深腔加工時,刀具鋼性不足,出現(xiàn)擺的現(xiàn)象,所以要考慮留出余量來彌補誤差。
2.2 半精加工及清角
半 精 加 工 依 次 采 用 D30R5、D21R0.8、D17R0.8、D12R0.8、D6的刀具進行角落殘留材料去除,為使加工穩(wěn)定,刀具長度必須控制在合理范圍內(nèi),對于此工件,就要使用到柄徑較小的延長桿,編程時要把刀頭尺寸,延長桿的大小尺寸計算到程序中,做到碰撞檢查,半精加工所達到的效果是工件整體余量均勻,控制在合理較小的范圍內(nèi)。半精加工CNC程序單如表3所示。
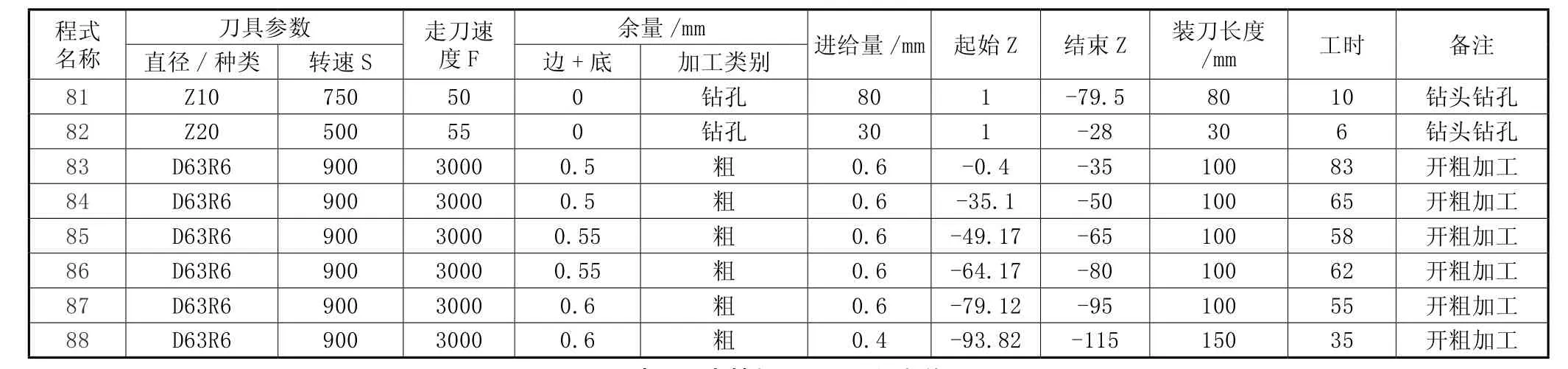
表2 粗加工CNC程序單

表3 半精加工CNC程序單

表4 精加工及底部加工CNC程序單
2.3 精加工
深腔加工中如何控制尺寸精度是模具數(shù)控加工的難點。注意事項包括以下幾點,如表4所示。
第一,檢測刀具修正參數(shù)。精加工使用D21R0.8的刀具,先檢測刀具的實際大小,從而修正參數(shù)。經(jīng)測量,D21R0.8刀具實際大小為¢20.95mm,因此,要修改參數(shù)(見圖2)。
圖2 刀具D21R0.8參數(shù)
第二,試切修正參數(shù)。因深腔加工出現(xiàn)刀具擺動情況易造成加工誤差,所以要先留量試切,檢測實際加工后的數(shù)據(jù),然后修改加工參數(shù)到理論數(shù)據(jù)。例如,中間內(nèi)部結(jié)構(gòu)的角落,用D10R1的刀具進行清角接順加工,根據(jù)試切檢測結(jié)果,側(cè)面留0.03mm,底面留0.015mm來彌補因刀具擺動出現(xiàn)的誤差,修正參數(shù)如圖3所示。
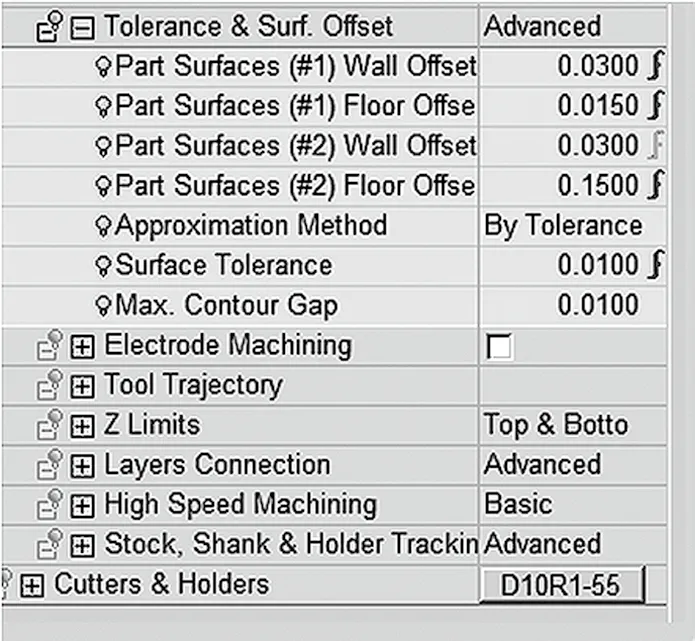
圖3 刀具D10R1參數(shù)
第三,光潔度和精度。為保證得到較好的光潔度和精度要求,加工采用順銑方式,每刀切深0.16mm,走刀速度F控制在2000左右,兩側(cè)較淺的臺階及平面,使用D10的整體合金銑刀加工,因刀具裝夾較短,加工穩(wěn)定,可以得到更理想的光潔度,達到精度要求。
第四,深位光刀采用等高加工法。在加工比較平緩的小曲面時,因等高加工如果避開會有較多跳刀,所以加工時會在高度方向先設(shè)置余量,在連續(xù)的等高加工完成之后,再使用D8R4的球頭刀平行銑削平緩曲面到數(shù),在加工底部范圍較小的V型處,因刀桿裝夾長,加工時振動大,采用較小的切深刀較低的走刀速度,同時預(yù)置較大的加工留量,在粗加工與半精加工之后,檢測數(shù)據(jù)再進行精加工,以達到比較完美的加工效果。
第五,接刀問題。在加工深位時,如果采用分段加工,在接刀位處。很容易留下痕跡,可以參考以下方法(適合料位):一是根據(jù)刀具的損耗程度,采用分段不同的余量進行加工;二是采用輔助面切入的方法,以減少起級和產(chǎn)生扣位。具體如圖4所示。
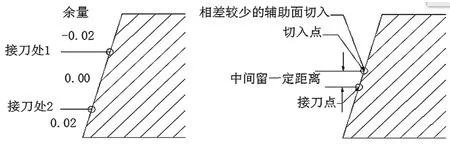
圖4 接刀圖
第六,工件的在機檢測。一件合格工件的完成,離不開操作人員的細心與嚴格按照工藝的要求,在機檢測的數(shù)據(jù)是工件達到合格要求的前提與保障。
深腔模具加工一直是模具數(shù)控加工中難題,主要是接刀、彈到、加工時間長和刀具損耗問題。在深位加工中,如果采用一把刀從頭光刀底的方法,雖然可以避免料位起級,但由于加工距離長刀具損耗大,頭尾料位的余量相差很大。建議采用光刀二次的方法,第一次光刀使用較大的步距和較快的F速度光一次,之后再換新刀以光一次可以較好地解決以上問題。所以,分析產(chǎn)品特性和用途,制定詳細的工藝路線,才能確保產(chǎn)品的最終加工質(zhì)量。
猜你喜歡
山東冶金(2019年6期)2020-01-06 07:45:54
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
人大建設(shè)(2019年12期)2019-05-21 02:55:44
中山大學法律評論(2018年1期)2018-03-30 01:21:00
瞭望東方周刊(2017年42期)2017-12-05 18:49:38
環(huán)球時報(2017-03-30)2017-03-30 06:44:45
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
中國衛(wèi)生(2015年3期)2015-11-19 02:53:32
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
石油化工應(yīng)用(2014年8期)2014-03-11 17:40:03
