鉆銑復合加工主軸箱結構
2018-04-24 01:42:37吳海霞
現代制造技術與裝備 2018年3期
關鍵詞:結構
吳海霞
(江蘇新瑞重工科技有限公司,常州 213166)
隨著社會的不斷進步,數控加工中心的類型和功能也得到了豐富,加工效率不斷提高。但隨著近幾年電子產品的不斷更新換代,批量生產的效率難以提升,功能單一性的傳統數控加工中心已難以滿足需求,尤其是涉及鉆銑復合加工時,通常采用鉆銑加工中心來完成,常見形式為單主軸加刀庫換刀的結構。而大批量生產簡單零件時,常采用鉆、銑工序分離的方式加工。
此次介紹的鉆銑復合加工主軸箱結構則是集鉆功能和銑功能于一體的主軸箱,它實現了工序集中的同時,省去了刀庫頻繁換刀的輔助時間,保證了精度及提高了加工效率,降低了加工成本,尤其適用于批量生產。
1 實施方式和結構介紹
電機安裝于主軸箱上,電機通過聯軸器驅動銑主軸旋轉實現銑功能;主軸箱側面安裝拖板、夾持座和鉆主軸,通過油缸和電控實現鉆功能。下面來分別詳細介紹該鉆銑復合加工主軸箱結構如何安裝、如何驅動各個主軸、如何實現鉆銑功能以提高批量生產效率。
如圖1所示,鉆銑復合加工主軸箱結構包括:主軸箱、銑削主軸、銑削主軸電機、拖板、夾持座、油缸、鉆削主軸和鉆削主軸電機。銑削部分安裝在主軸箱體1上;拖板4可滑動地安裝在主軸箱體1上;鉆削部分安裝在拖板4上;拖板驅動機構與拖板4相連,以便其驅動拖板4在主軸箱體1上向著工件或遠離工件的方向移動。
銑削部分包括銑削主軸2和銑削主軸驅動源,銑削主軸驅動源與銑削主軸2傳動連接,以便銑削主軸驅動源驅動銑削主軸2動作。銑削主軸驅動源可以為銑削主軸電機3。拖板4上安裝有夾持座5,鉆削部分安裝在夾持座5上。鉆削部分包括鉆削主軸7和鉆削主軸驅動源,鉆削主軸驅動源與鉆削主軸7傳動連接,以便鉆削主軸驅動源驅動鉆削主軸7動作。鉆削主軸驅動源可以為鉆削主軸電機8。拖板驅動機構包括油缸6,油缸6安裝在主軸箱體1上,油缸6的活塞桿與拖板4固定連接。
2 主軸箱結構工作原理
本鉆銑復合加工主軸箱結構的工作原理如下:通過油缸6推拉來完成鉆削部分的上下運動,實現主軸箱對工件銑削工序和對工件鉆孔工序的切換,銑削加工時,鉆孔主軸7停止,油缸6縮回,避免鉆孔主軸7接觸工件;當鉆孔時,銑削主軸2停轉,油缸6落下,鉆孔主軸7進入加工位,通過主軸箱整體上下運動完成鉆孔進給。采用此種主軸箱結構的專用機床,生產效率得到顯著提升,加工精度同時得到保證。
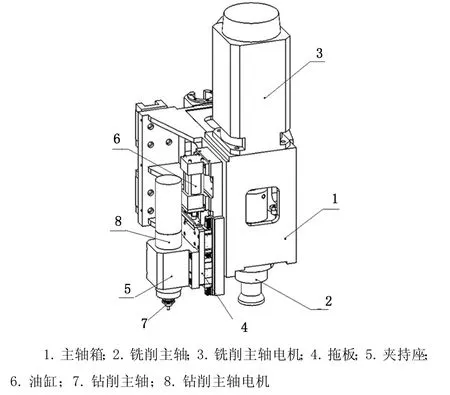
圖1 鉆銑復合加工用主軸箱結構
3 結語
該鉆銑復合加工用主軸箱結構工序相對集中,避免了二次裝夾造成的定位誤差,大大提高了加工精度;雙主軸的結構特點,避免了使用刀庫頻繁換刀增加輔助時間,提高了生產效率。目前,它已經成功應用于公司TC30-3S多軸數控鉆銑床項目上并實現了銷售。實際使用時,一臺機床上共用了3個此結構的主軸箱,效果非常好,得到了客戶的認可,說明該主軸箱結構有廣泛的市場前景。該銑復合加工主軸箱結構已向國家專利局申請了實用新型專利并獲得授權(專利號:ZL201621067281.3)。
[1]盧耀祖,鄭惠強,張氫.機械結構設計[M].上海:同濟大學出版社,2009:9.
[2]曾大慶,賀立峰.鉆銑復合機床的研究與開發[J].機電工程技術,2016,45(8):144-146.
猜你喜歡
小獼猴智力畫刊(2023年4期)2023-04-23 08:49:58
哲學評論(2021年2期)2021-08-22 01:53:34
中華詩詞(2019年7期)2019-11-25 01:43:04
模具制造(2019年3期)2019-06-06 02:10:54
中學生數理化·高一版(2018年1期)2018-02-10 05:20:03
影視與戲劇評論(2016年0期)2016-11-23 05:26:01
七彩語文·寫字與書法(2016年7期)2016-07-28 21:40:22
七彩語文·寫字與書法(2016年6期)2016-07-15 19:36:34
人間(2015年21期)2015-03-11 15:23:21
現代企業(2015年9期)2015-02-28 18:56:50
