硝酸吸收塔冷卻盤管與底板的深孔焊接工藝探索
2018-04-24 01:42:33李波
現代制造技術與裝備 2018年3期
李 波
(肥城金塔機械有限公司,肥城 271600)
肥城金塔機械有限公司制作的硝酸吸收塔主要由篩板塔組成,各層塔板上盤旋著的冷卻水管,其結構形式比較復雜,組裝時要保證塔板平面度和水平度,其冷卻盤管的焊接尤為重要。由于底板厚度大,冷卻水管直徑小,管與管之間的間距小,焊接難度較大,通過不斷摸索,采用深孔焊接工藝解決了此問題。深孔焊接質量的好壞,直接影響整個設備的質量和壽命。
肥城金塔機械有限公司為臨沂一家化工企業制造的一臺硝酸吸收塔,主要技術參數分別如表1、表2所示。
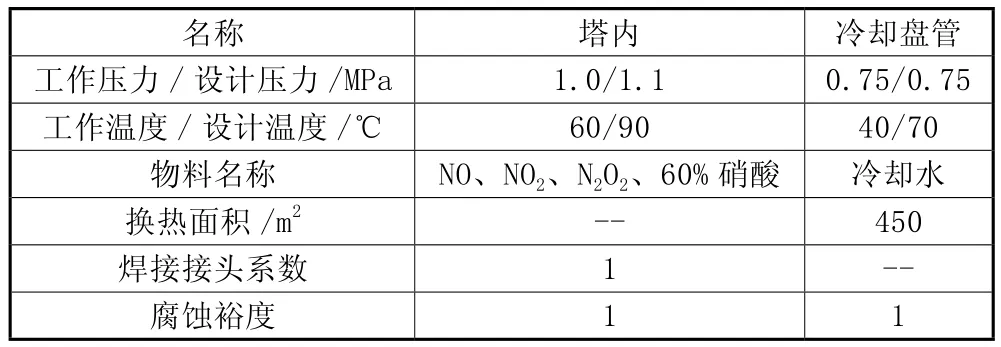
表1 主要技術參數(一)

表2 主要技術參數(二)
該塔共有34層篩板,每層對應有2組冷卻盤管,分偶數和奇數,每組2個進水口和出水口,并分別獨立設置,冷卻盤管與底板之間采用深孔焊接工藝焊接。
1 組裝與焊接工藝分析
原設計的深孔焊接方式如圖1所示,由于底板比較厚,散熱比較快,管頭與孔之間對接難度較大,因此組裝質量不能保證,并且焊接難度增大,焊接過程很容易出現縮孔、未焊透等焊接缺陷,焊接質量不能得到保證,留下很大的質量隱患。根據產品結構特點,我公司與化工設計院進行溝通,更改了底板管孔的結構(見圖2),降低了焊接難度,保證了焊接質量。
2 焊接工藝
2.1 焊前準備
用管子坡口機把冷卻水管做平頭處理,去除毛刺,并用丙酮清洗;用專用工裝夾具把冷卻管頭和底板管孔進行組裝,留小于0.5mm間隙(用0.5mm塞尺定位),氬弧焊點固,再用丙酮清洗焊縫兩側50mm范圍。
2.2 焊接方法
采用脈沖自動TIG焊。
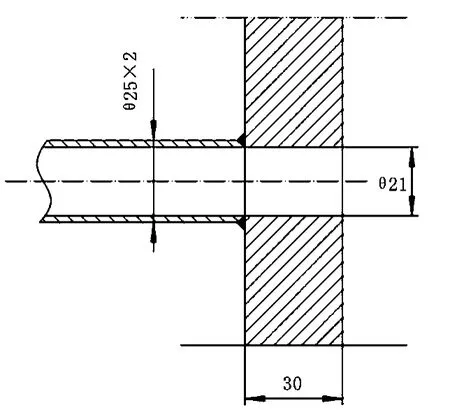
圖1 深孔焊接方式
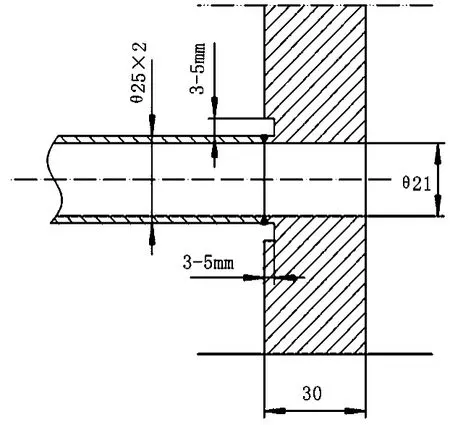
圖2 底板管孔的改進結構
2.3 焊接設備
用管板自動深孔TIG焊接設備,應保證定位準確,調整方便。該設備的主要技術性能如表3所示。
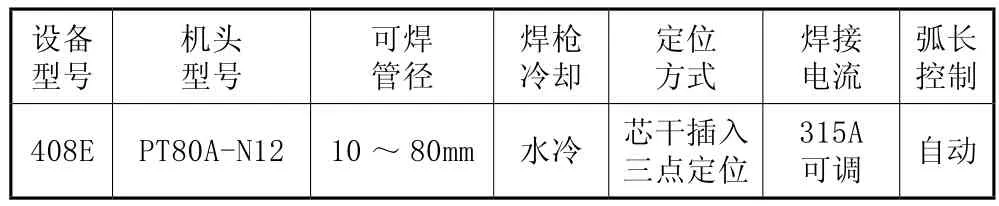
表3 設備技術性能
2.4 焊接工裝
底板背部環形槽加工,根據尺寸采用市場環形槽切削刀具。底板管孔與管頭組裝用工具——脹芯,如圖3所示。背部焊縫保護罩如圖4所示。
2.5 焊接工藝
一是焊接定位。調整鎢極尖端與管子內壁間隙,芯桿前部用∮19.9芯軸定位,插入管孔內部調整,使鎢極尖與焊縫中心重合,用機頭三爪定位后固定。二是充氬保護。為保證背面成形,背面進行充氬氣保護,流量為5~14L/min。三是焊接工藝,采用單面焊雙面成形。為保證焊接質量,焊接采用點一層焊接一層的方法焊接。焊接工藝參數如表4所示。
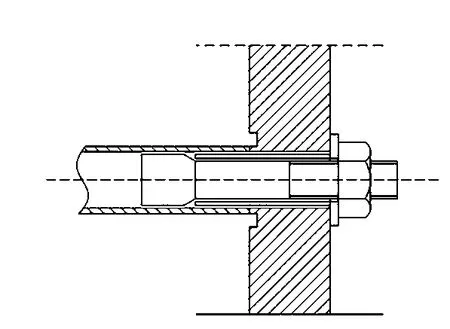
圖3 底板管孔與管頭組裝
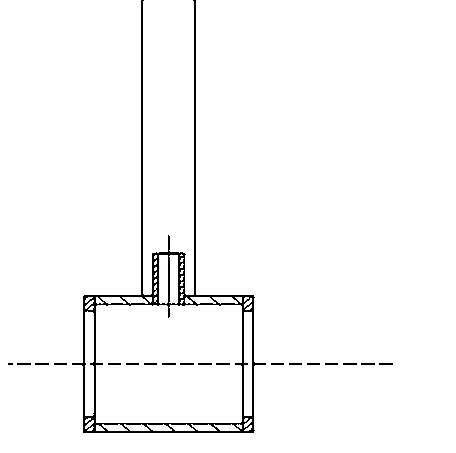
圖4 背部焊縫保護罩
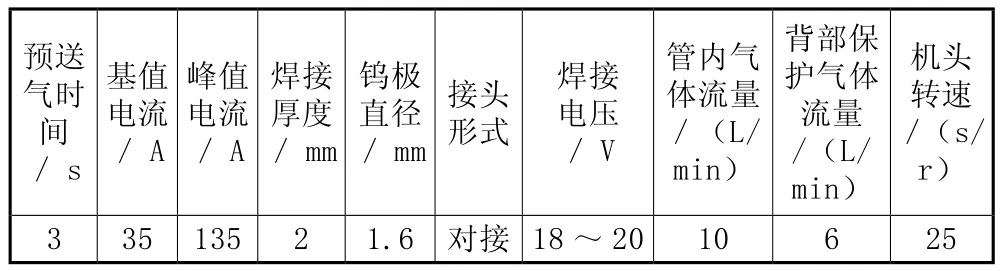
表4 焊接參數
2.6 壓力試驗
底板與冷卻管頭焊接完畢后,進行水壓試驗,試驗壓力0.8MPa,保壓30min,焊接接頭無滲漏。768個焊口全部檢驗合格,達到焊接質量要求。
3 結語
通過改變冷卻盤管與底板管孔的對接方式,采用專用工裝進行組裝、定位,經過不斷工藝摸索,我公司掌握了深孔焊接技術,所制造的冷卻盤管深孔焊接質量可靠,各項技術指標符合要求,提升了企業的加工能力,為開拓市場提供了堅實的技術支撐。目前,我公司為臨沂某化工企業制造的硝酸吸收塔,投入運行后,各項指標始終處于良好的狀態。
猜你喜歡
中學生數理化·八年級物理人教版(2021年12期)2021-12-31 03:23:08
建材發展導向(2021年6期)2021-06-09 05:57:08
中學生數理化·中考版(2020年10期)2020-11-27 01:59:48
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
山東冶金(2019年6期)2020-01-06 07:45:54
中國生殖健康(2019年2期)2019-08-23 08:12:08
世界農藥(2019年2期)2019-07-13 05:55:12
制造業自動化(2017年2期)2017-03-20 14:26:13
汽車觀察(2016年3期)2016-02-28 13:16:26
銅業工程(2015年4期)2015-12-29 02:48:39
