鈦合金小直徑螺紋攻絲研究
2018-04-16 03:03:46吳東
機械制造 2018年2期
□吳東
中國空空導彈研究院 河南洛陽 471009
鈦合金是一種具有高強度、耐腐蝕、耐熱等特點的金屬材料,攻絲困難。筆者以TC4鈦合金為例,在手工攻絲的條件下,從絲錐材料、絲錐結構、螺紋底孔、冷卻液四個方面研究提高鈦合金小直徑螺紋攻絲效率的方法。
1 鈦合金攻絲影響因素
一般而言,影響鈦合金小直徑螺紋攻絲的因素主要有四個方面。
(1)絲錐材料。由于鈦合金強度高,韌性好,化學活性高,因此絲錐材料應具有以下特質:足夠高的硬度、強度、剛性和耐磨性,與鈦合金的親和能力要差[1-2]。
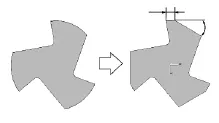
(2)絲錐結構。絲錐結構一般有螺旋槽絲錐、螺尖絲錐、擠壓絲錐和直槽絲錐等,各種絲錐結構的特點和用途見表1。針對鈦合金攻絲,特殊結構的絲錐有短刃瓣絲錐、跳牙絲錐、短校準段絲錐等[3-6],其中短刃瓣絲錐比較容易制作,如圖1所示,跳牙絲錐如圖2所示。
(3)螺紋底孔。鈦合金回彈量大,加工螺紋底孔時加大鉆頭直徑,可加工出滿足螺紋公差要求和螺紋連接強度要求的底孔,以利于減小切削余量,降低攻絲扭矩,避免絲錐折斷[7]。
(4)切削液。鈦合金回彈量大,導致攻絲時接觸面積大、摩擦力大,因此散熱和潤滑成為制約攻絲質量和效率的關鍵因素之一[8]。
2 試件準備
試驗采用厚度為8 mm的TC4鈦合金板,鈦合金板外形尺寸為150 mm×100 mm,M3螺紋底孔直徑為2.46~2.59 mm[9-10]。 試件如圖3所示。
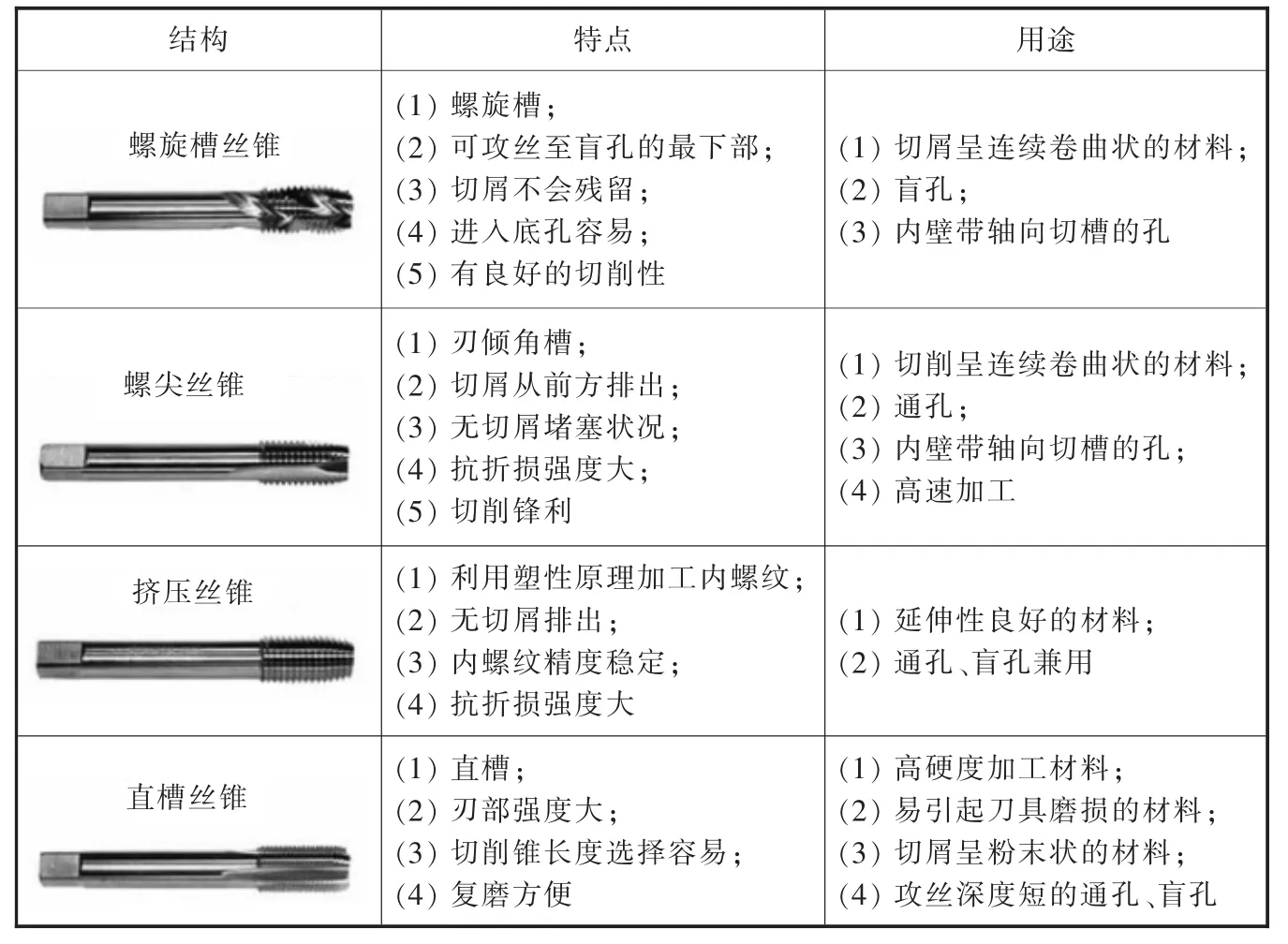
表1 絲錐結構及用途
3 試驗情況及分析
3.1 絲錐材料
不同絲錐材料試驗情況見表2。
由表2可見,鈷高速鋼絲錐加工螺孔數量最多,且攻絲時間最短,針對鈦合金材料的高速鋼絲錐次之,普通絲錐則不適合加工鈦合金。
▲圖1 短刃瓣絲錐

▲圖2 跳牙絲錐
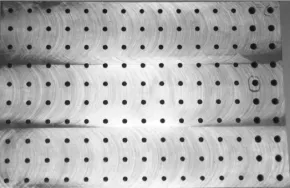
▲圖3 試件
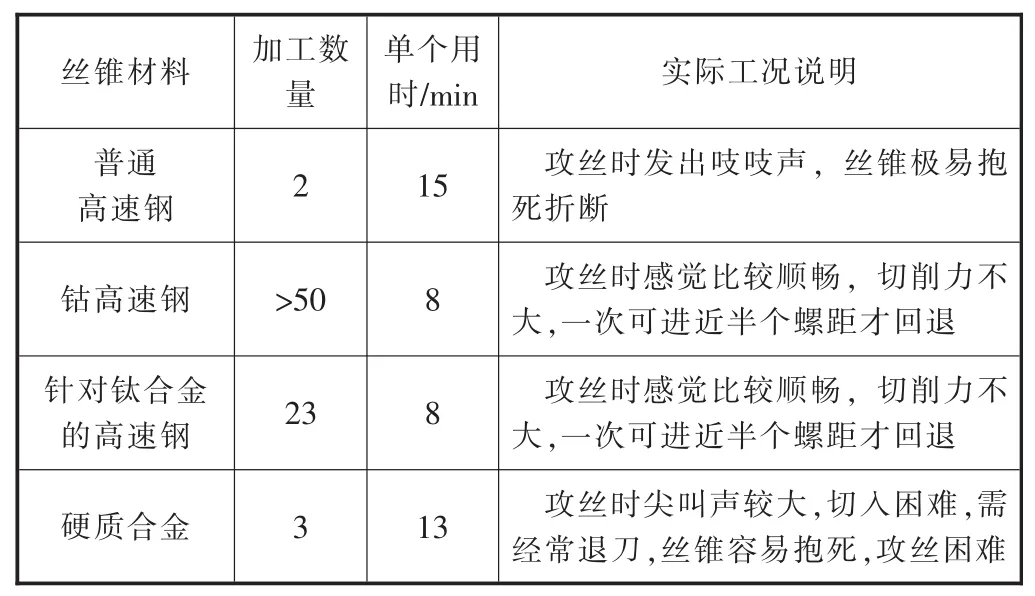
表2 不同絲錐材料試驗情況
3.2 普通絲錐結構
不同普通絲錐結構試驗情況見表3、表4。
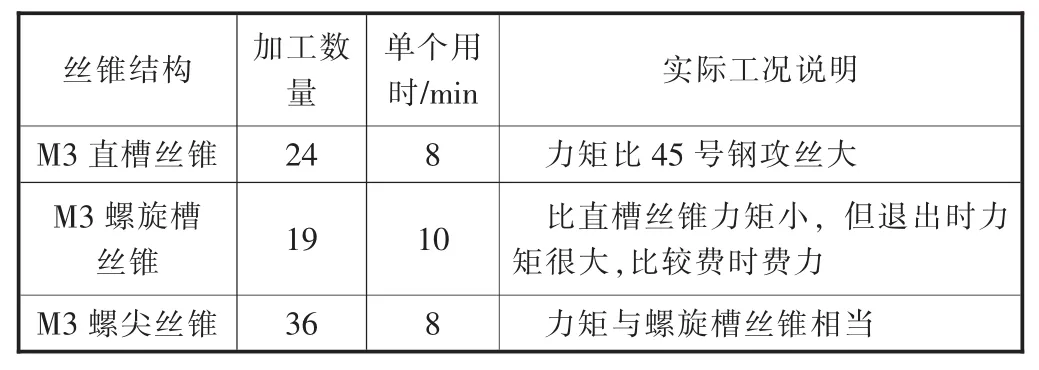
表3 不同普通絲錐結構通孔試驗情況
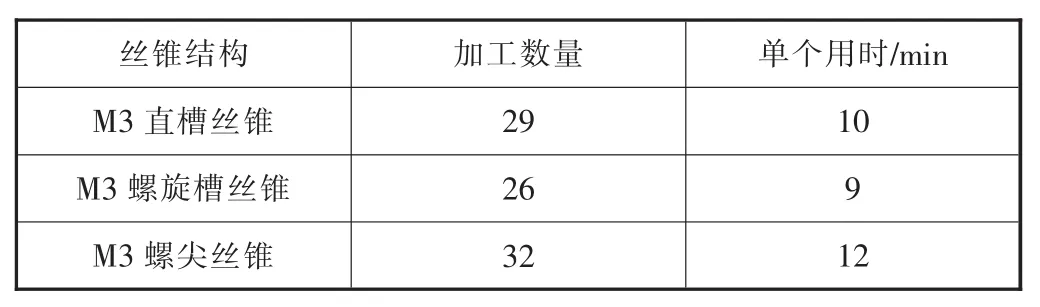
表4 不同普通絲錐結構盲孔試驗情況
由表3、表4可見,加工通孔時螺尖絲錐具有明顯優勢,無論加工數量還是時間都為最優;而加工盲孔時螺尖絲錐和螺旋槽絲錐單個螺紋孔加工時間相差不多,分析原因為試件中的螺紋孔深度較淺,因此螺旋槽絲錐的排屑優勢并不明顯。
3.3 特殊絲錐結構
特殊絲錐結構試驗情況見表5。
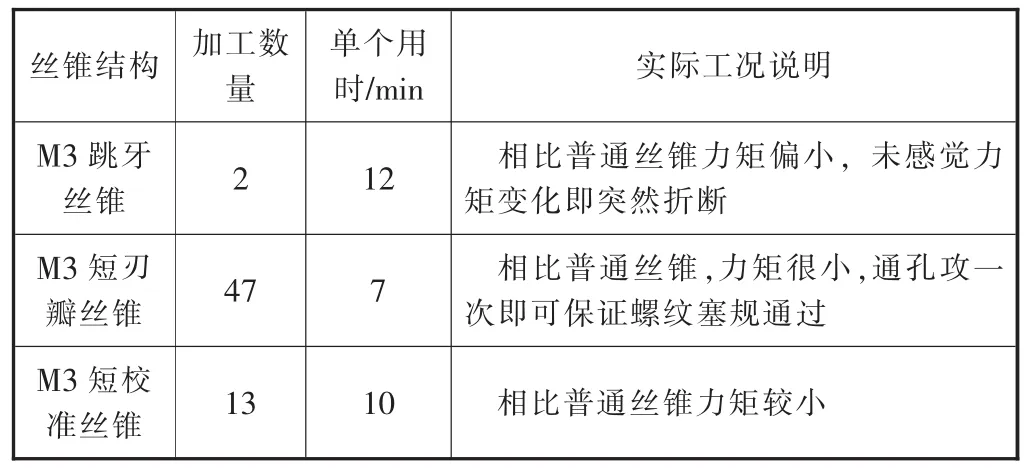
表5 特殊絲錐結構試驗情況
由表5可見,特殊結構絲錐相比普通絲錐,加工螺紋數量均有提高,其中短刃瓣絲錐提高最明顯。短刃瓣絲錐加工過程中切削力減小,攻絲后合格率提高,加工時間縮短。
3.4 攻絲液
不同攻絲液試驗情況見表6。
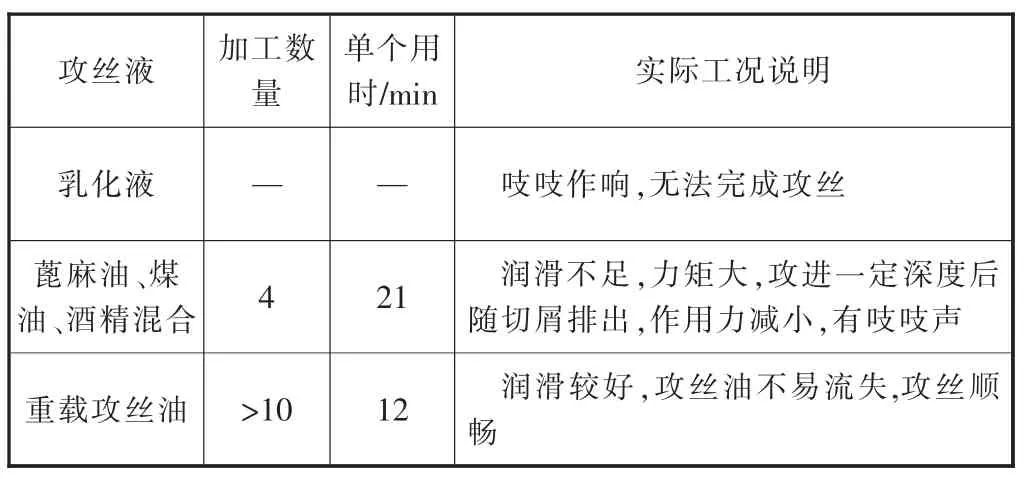
表6 不同攻絲液試驗情況
由表6可見,潤滑比冷卻更重要,特別是深孔加工時,要求攻絲液具有較強的抗擠壓能力,加工過程中不能被擠出,這樣才能保證絲錐切入和退出時比較順暢。
3.5 螺紋底孔
不同螺紋底孔試驗情況見表7。
由表7可見,隨著螺紋底孔的增大,每個螺紋孔的平均加工時間有顯著縮短,當底孔加工到公差上限時,效率提高近1倍。攻絲完成后,螺紋底孔及螺紋中徑會有一定的回彈量,導致螺紋底孔及中徑偏小。針對這個現象,又做了對比試驗,最終得出小徑收縮量的變化,如圖4所示。由圖4可見,小徑越大,余量越小,收縮量就越小;絲錐越鋒利,容屑空間越大,去除材料越方便,收縮量也就越小。因此,底孔盡可能加工到公差上限,考慮攻絲后的收縮率,可適當增大螺紋底孔直徑,如底孔直徑由2.5 mm增大為2.6 mm,則加工余量減小50%多,假設一副絲錐去除余量一定,則絲錐耐用度將大幅提高,加工效率也將明顯提升。
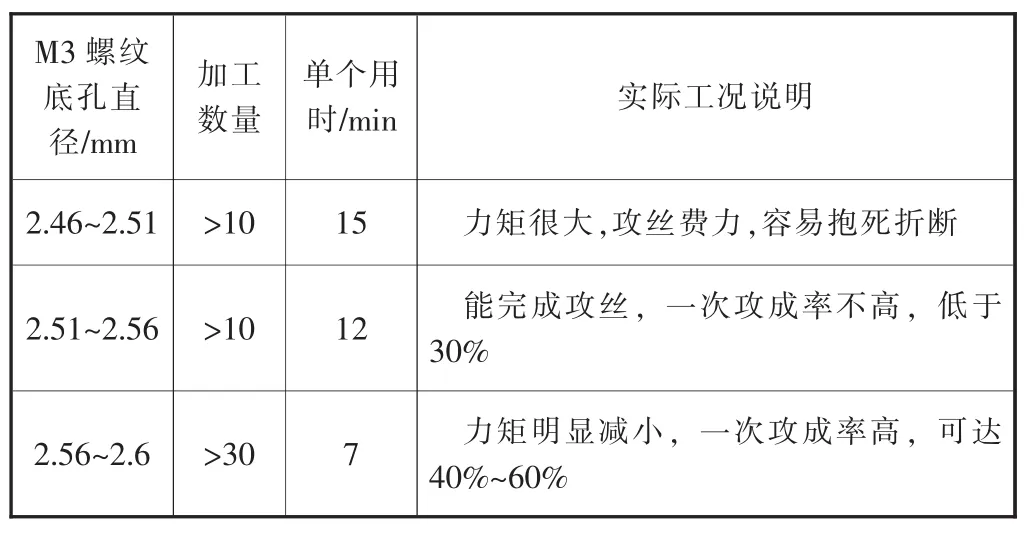
表7 不同螺紋底孔試驗情況
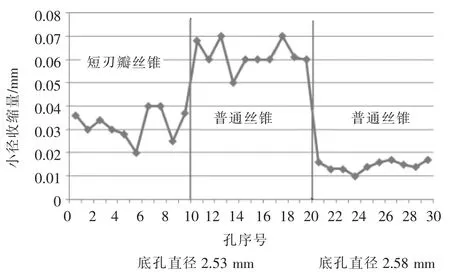
▲圖4 小徑收縮量變化圖
4 結論
針對鈦合金小直徑螺紋進行加工試驗,得出結論。
(1)絲錐材料選取鈷高速鋼絲錐,耐用度較好。
(2)對于通孔螺紋或長徑比小于2的盲孔螺紋,螺尖絲錐有較好的加工效率。對于長徑比大于2的盲孔螺紋,螺旋槽絲錐加工效率較高。
(3)短刃瓣絲錐可以有效減小攻絲的切削力,提高攻絲效率,提高絲錐耐用度。
(4)攻絲時選用潤滑性好的攻絲油,可以減小切削力,提高攻絲效率。
(5)小直徑螺紋攻絲時,底孔越大,效率越高,絲錐耐用度就越高。鈦合金攻絲后,小徑和中徑會收縮,余量越大則收縮量越大。對于6H螺紋,推薦底孔直徑如下:M2螺紋為 1.65~1.7 mm,M2.5螺紋為 2.1~2.15 mm,M3螺紋為 2.55~2.6 mm。
[1] 任紅軍,鞠偉,張俊霞.鈦合金攻絲技術及絲錐改進[J].機械制造,2005,43(3):55-57.
[2] 鮑秀森.鈦及鈦合金的切削加工[J].機械制造,2000,38(2):42-44.
[3] 茍琪.振動攻絲螺紋[J].機械制造,1998,36(2):18-19.
[4] 張勇,顏德.鈦合金材料小直徑螺紋盲孔攻絲技術[J].國防制造技術,2011(1):26-29.
[5] 顧成軍,袁安富.鈦合金小直徑盲孔攻絲加工[J].機械設計與制造,2000(6):60-61.
[6] 韓榮第,于啟勛.難加工材料切削加工[M].北京:機械工業出版社,1996.
[7] 孟少農.機械加工工藝手冊[M].北京:機械工業出版社,1991.
[8] 陳魁.試驗設計與分析[M].2版.北京:清華大學出版社,2005.
[9] 李企芳.難加工材料的加工技術[M].北京:北京科學技術出版社,1992.
[10]傅玉燦.難加工材料高效加工技術[M].西安:西北工業大學出版社,2010.
