面曲率在自由曲面多軸加工中的應(yīng)用
2018-03-30 08:24:34李立軍白廣華
現(xiàn)代制造技術(shù)與裝備 2018年2期
關(guān)鍵詞:區(qū)域
李立軍 張 爽 曹 劍 白廣華
1 背景介紹
多軸數(shù)控加工自由曲面時,通常使用球頭銑刀進行半精加工和精加工,當銑削到凹曲面曲面變化較大的地方,銑削力會陡變,可能會發(fā)生振刀偏心等現(xiàn)象,導(dǎo)致加工質(zhì)量下降。工程師在應(yīng)對此情況時,通常采用變更刀軌策略,通過降低走刀速度、調(diào)整刀具加工姿態(tài)等降低切削力波動以保證加工質(zhì)量。在曲面上包覆等參數(shù)網(wǎng)格,通過矢量運算得到刀位點所在曲面網(wǎng)格,通過CAD軟件得到網(wǎng)點坐標。運用Voronoi元方法,能夠通過刀位點所在曲面上的點云的坐標計算得到該曲面上任意位置的面曲率。對于凹曲面,曲面變化的程度可通過面曲率值有效量化,進而可使用該數(shù)值作為加工編程的參考依據(jù)。
在零件表面以網(wǎng)格形式取點云,網(wǎng)格完整包覆零件上所有點。曲面上的點表示為:S(x,y,z)。自由曲面一般由球頭銑刀完成加工,通過偏置一個刀具半徑就能得到刀位刀具半徑,θt為前傾角,θn為側(cè)傾角)。
在某區(qū)域A1內(nèi)曲面某點的曲率可用ζi來表示,區(qū)域A1內(nèi)的點集表示為P1。
2 曲面上點的高斯曲率的計算
通過Voronoi方法計算高斯曲率。在三角形網(wǎng)格上估算曲率。曲面上某一點xi的平均曲率可由下式得到:

k為領(lǐng)域內(nèi)點個數(shù)。矩陣C最小特征向量λmin可近似看作曲面在該點的法向量。
在三角形網(wǎng)格上估算平均曲率。曲面上某一點xi的平均曲率可由下式得出[1]:

其中n是法向量,A是周圍一個無限小的區(qū)域的面積,diam(A)是這個區(qū)域的直徑,5表示梯度(對x,y,z求導(dǎo))。Kp(xi)=2kHn記為平均曲率向量。
高斯曲率可由下公式得到[2]:

A是xi所在Voronoi區(qū)域(如圖1所示)面積之和,f是xi所在三角形的數(shù)目,角θi如圖2所示。
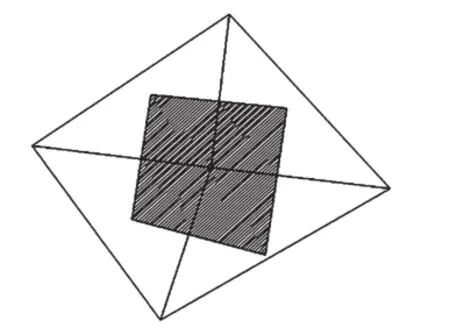
圖1 Voronoi區(qū)域
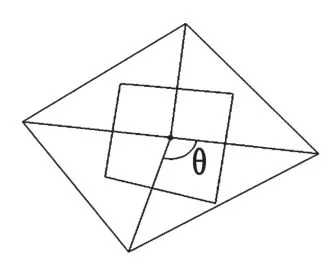
圖2 三角網(wǎng)格上的微分算子
曲面網(wǎng)格如圖3所示,點云如圖4所示。
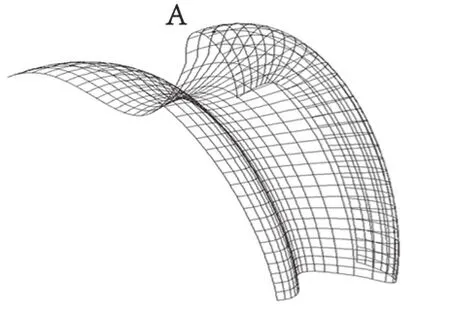
圖3 曲面網(wǎng)格
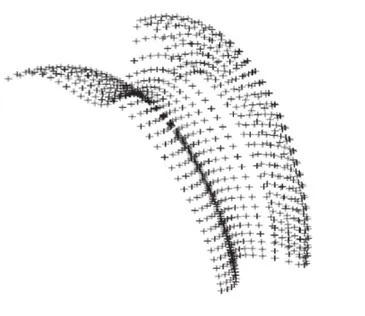
圖4 點云
3 結(jié)語
刀具軌跡生成數(shù)控編程的核心工作是生成刀位軌跡,然后將其離散成刀位點,經(jīng)后置處理產(chǎn)生數(shù)控加工程序。目前,在自由曲面加工中存在如下一些走刀方式,參數(shù)線法、平行截面法、類型螺旋法、等距偏置法和空間填充法,為用戶提供了多種選擇。不同的刀具軌跡,針對不同的曲面表面加工質(zhì)量不同。以面曲率作為自由曲面復(fù)雜程度的評判依據(jù)可以清楚描述曲面以不同的刀具加工時難度的大小,并且可以以此針對性地選擇編程策略和加工參數(shù),以保障較高的加工質(zhì)量。
基于自由曲面上點云通過曲面上點的計算曲率,過程較為簡單且適用性強,能夠用于曲率變化大的自由曲面的局部曲率計算,對工程師的加工策略安排有一定的指導(dǎo)作用。
[1]王奎武,陳發(fā)來,陳意云.基于點表示的曲面曲率計算方法[J].小型微型計算機系統(tǒng),2005,(5):813-817.
[2]Meyer M,Desbrun M,Schr?der P,et al.Discrete Differential-Geometry Operators for Triangulated 2-Manifolds[J].Mathematics & Visualization,2002,6(8-9):35-57.
猜你喜歡
發(fā)明與創(chuàng)新·小學(xué)生(2021年3期)2021-03-25 11:48:49
科學(xué)(2020年5期)2020-11-26 08:19:22
軟件(2020年3期)2020-04-20 01:45:18
商周刊(2018年15期)2018-07-27 01:41:20
敦煌學(xué)輯刊(2018年1期)2018-07-09 05:46:42
北京教育·普教版(2017年1期)2017-02-05 13:26:23
新疆農(nóng)墾科技(2016年2期)2016-08-21 13:50:16
中國科技博覽(2016年2期)2016-04-25 20:32:39
小學(xué)生導(dǎo)刊(2016年34期)2016-04-11 00:49:44
新疆財經(jīng)大學(xué)學(xué)報(2015年3期)2015-12-10 03:49:15
