影響金剛石釬焊潤濕性的因素
2018-03-28 08:13:20曹慶忠
超硬材料工程 2018年1期
關鍵詞:界面
曹慶忠
(長葛市黃河電氣有限公司,河南 長葛 461500)
近十年來,釬焊金剛石工具技術得到了迅猛的發展,特別是在綠水青山國家環保經濟方針的指導下,電鍍金剛石工具生不受到了一定的限制,故原有的大量的電鍍金剛石工具均由釬焊金剛石工具所替代,使得釬焊金剛石工具的市場占用量迅速膨脹,形勢發展比較喜人。眾所周知,從原理上說釬焊金剛石釬焊技術實現了金剛石、釬焊料、工具基體三者之間的強力化學冶金結合[1],這些工具在工作過程中金剛石不容易脫落,從單顆粒金剛石的角度看,是充分延長了單顆粒金剛石的使用時間,從而有效地提高了工具的壽命。但在釬焊金剛石工具制作過程中還仍然出現焊接不牢,金剛石顆粒脫落的現象,特別是在加工鐵質材料等高負荷的材料時,金剛石顆粒受到撞擊型破壞比較嚴重,對金剛石的焊接強度要求更高。所以,如何進一步提高金剛石的把持強度,從而提高釬焊金剛石工具的壽命,是當前釬焊技術研究的方向和難點,也是擴大金剛石釬焊工具應用領域必須和迫切解決的研究課題[2]。
本文從金剛石表面的狀況出發,針對影響金剛石釬焊濕潤性的因素進行研究。采用鍍膜金剛石,按照真空釬焊工藝,針對制作的單層金剛石鋸片進行切割鋼筋試驗,以期得到釬焊金剛石工具技術的進一步提升。
1 釬焊金剛石技術的基本原理
釬焊金剛石技術的基本原理是:采用含有活性元素(如Ti、Cr、W等)的釬焊料,其熔化溫度低于金剛石和基體的熔化溫度,在高溫釬焊的過程中利用活性元素與金剛石表面發生化學反應并形成一層碳化物,借助于這層碳化物的過渡作用,使得液態釬焊料在金剛石表面潤濕、鋪展、毛細流動、填縫、相互溶解和擴散,同時液態釬焊料在基體表面也潤濕、鋪展、毛細流動、填縫、相互溶解和擴散,實現金剛石、釬焊料、工具基體三者牢固的化學冶金結合[3]。
更確切地說,在實際釬焊金剛石過程中,常常不可避免地發生金剛石向釬焊料中的溶解及釬焊料與金剛石之間的擴散,相互溶解和擴散的程度是決定金剛石釬焊濕潤性好壞的最重要指標。在一定的釬焊環境(真空、惰性氣體保護、空氣等)、釬焊溫度和釬焊時間下,金剛石釬焊的溶解及擴散過程基本上與金剛石的表面質量、釬焊劑的使用和釬焊料中的活性元素有關[3]。
金剛石顆粒釬焊后形態如圖1所示。
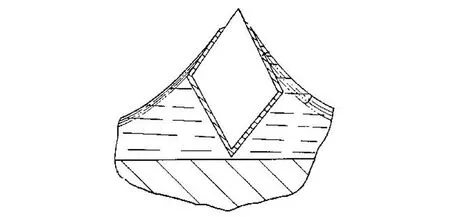
圖1 金剛石顆粒釬焊后形態Fig.1 Morphology of diamond particles after brazing
2 金剛石-釬焊料界面潤濕性
2.1 決定金剛石-釬焊料界面潤濕性的參數
決定金剛石-釬焊料界面潤濕性的參數,可以用類似于釬焊料熔化液滴接觸金剛石固體平面來表達。釬焊料熔化液滴被假定處于表面自由能條件所確定的平衡狀態,這些釬焊料熔化液滴的形狀是由“接觸角θ”作為唯一特征值決定的[4]。
釬焊料熔化液滴在固體表面的接觸角θ見圖2所示。
潤濕與不潤濕的分界線是θ=90°,當θ<90°潤濕發生,而θ>90°不發生潤濕。對金剛石釬焊系統10°~45°是θ的取值范圍。

圖2 釬焊料熔化液滴在金剛石表面的接觸角Fig.2 The contact angle of brazing material melting droplet on the diamond surface
對金剛石釬焊而言,由于金剛石與一般金屬及其合金之間具有很高的界面能,致使金剛石的可釬焊性很差。但活性元素能降低金剛石表面的界面能,例如,Ti屬于過渡族金屬元素,它對金剛石具有一定程度的潤濕性。其原因就在于釬料中的Ti向金剛石表面擴散并在金剛石的表面與金剛石中的C反應生成碳化物TiC,使得液態釬焊料對金剛石的潤濕與焊合變成液態釬焊料對TiC的潤濕與焊合,最終達到金剛石與基體之間具有一定結合強度的釬焊連結。
2.2 對潤濕性的影響因素
2.2.1 氧化物的影響
金剛石表面污染,導致化學成分不均勻;原子或離子排列緊密程度的不同,導致不同晶面具有不同的表面自由能;同一晶面,也會因表面的扭曲和缺陷造成表面自由能的差異;實際情況是金剛石表面存在不干凈材料,成份和相組成的差異會造成表面各部分的自由能的不同。
金剛石的表面結構如圖3所示。金剛石的最外層表面為氣體吸附層,一般主要吸附的是水蒸氣、氧、二氧化碳和硫化氫等氣體。次表層為氧化膜層,常由氧化物的水合物、氫氧化物和堿式碳酸鹽等成分組成。在氧化膜之下是金剛石晶體組織[4]。
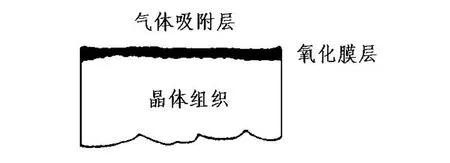
圖3 金剛石的表面結構示意圖Fig.3 Diamond surface structure diagram
在實際釬焊過程中,所涉及到的金剛石表面都會有一層上述的表面結構。任何一種表面能在活性雜質吸收作用下,固體和液體的表面自由能會明顯降低。所有釬焊料熔化液體和金剛石的現實表面都在某種程度被表面元素,尤其是氧化物所改變。實際上,在金剛石表面上存在的氧化物抑制了潤濕性,妨礙了釬焊料熔化液體在金剛石表面上的流布。因此,多數金剛石釬焊工藝需要通過清除材料氧化物,來減少可能發生的對潤濕性不利的影響。
氧化物的熔點一般都比較高,在釬焊溫度下為固態。它們的表面張力值很低,因此,釬焊時將導致產生不潤濕現象,表現為釬焊料成球,不鋪展。
許多釬焊料合金表面也存在一層氧化膜。當釬焊料熔化后被自身的氧化膜包覆,此時其與金剛石之間是兩種固態的氧化膜之間的接觸,因此產生不潤濕。
所以在釬焊過程中必須采取適當的措施去除金剛石和釬焊料表面的氧化膜,以改善釬焊料對金剛石的潤濕。
2.2.2 釬劑的影響
去除氧化膜最有效的方法是采用釬劑。當用釬劑去除了金剛石和釬焊料表面的氧化膜后,液態釬焊料就可以和金剛石直接接觸,從而改善潤濕。另外,當金剛石和釬焊料表面覆蓋了一層液態釬劑后,系統的界面張力就發生了變化,如圖4所示,當鋪展達到平衡時,由Young氏方程有[4]:
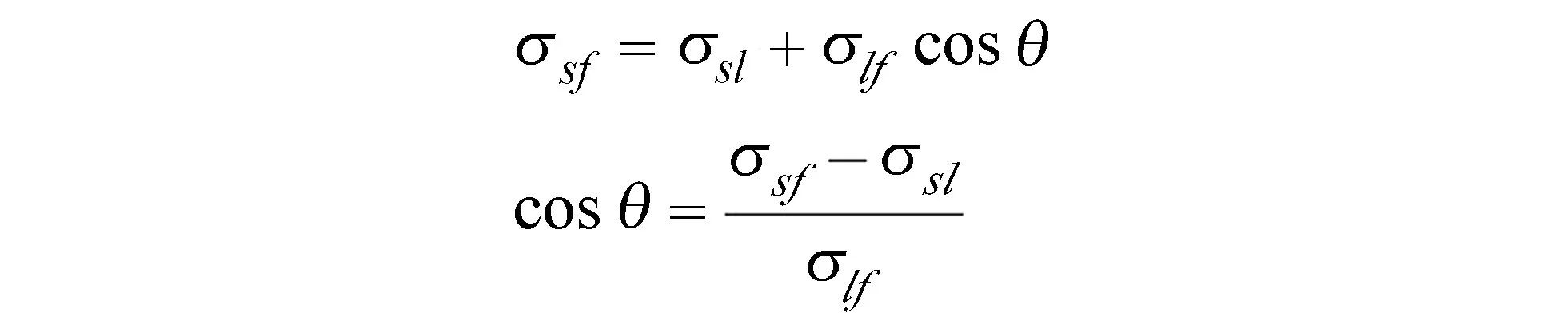
其中:σsf-母材與釬劑間的界面張力;σsl-母材與釬料間的界面張力;σlf-釬劑與釬料間的界面張力。
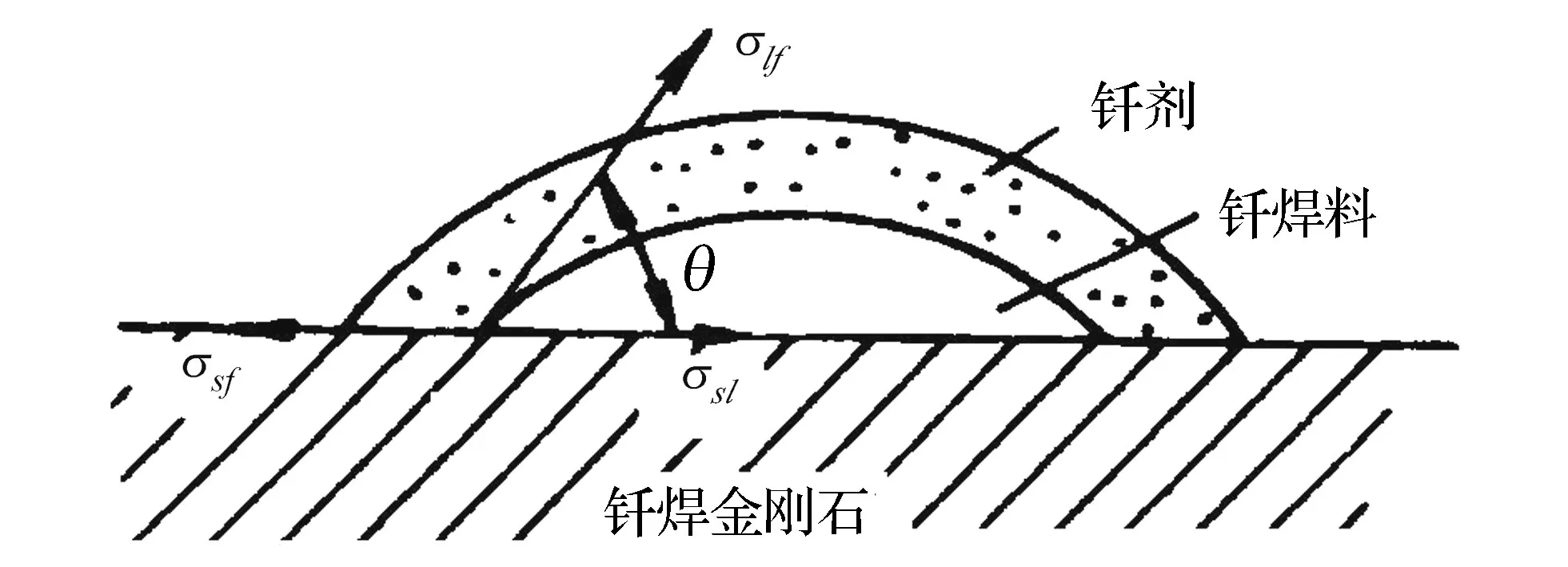
圖4 釬劑的影響Fig.4 Impact of brazing flux
與無釬劑時的情況相比,只要滿足σlf<σlg或σsf>σsg,就可以增強釬料對母材的潤濕。同樣,釬劑成份的變化將造成σlf和σsf的變化,從而也會影響釬料對母材的潤濕性。
2.2.3 釬料中活性元素的影響
在釬焊過程中,當釬焊料為多元合金時,由于合金組分對金剛石界面張力的影響不同,使某種成分被有選擇性地吸附(或排斥)到相界面上(或離開相界面)。釬料中的活性元素可以在金剛石表面發生強烈的正吸附作用,使其富集于相界面,從而大大降低了界面張力,而界面張力的降低可以大大改善液態釬焊料對金剛石的潤濕過程,能夠促進釬焊料和金剛石之間的相互溶解,并形成金屬間化合物,從而液態釬焊料就能較好地潤濕金剛石。金剛石與一般的金屬、合金之間有很高的界面能,其表面不易被熔化的金屬或合金所浸潤。根據文獻報道,在一定的條件下,某些過渡族元素如Ti、V、Cr、Zr、Mo、W等,可以與金剛石的碳元素在表面形成碳化物,這些元素對金剛石釬焊而言,就是金剛石的表面活性物質,釬焊金剛石的方法通過這層碳化物的作用實現了對金剛石的牢固化學冶金結合[5,6]。
圖5顯示了金剛石磨粒與Ni-Cr合金釬焊接頭的SEM照片及元素能譜線掃描分析結果。從圖5可見,Cr元素在金剛石界面處具有明顯濃度階梯,C元素在界面處的濃度呈現緩慢的過渡趨勢,這說明兩者之間跨過界面存在著明顯的擴散現象。Cr和C有較強的親和力,液態Ni-Cr合金中的活性金屬Cr被金剛石磨粒晶體表面選擇性吸附時,與磨粒表面的C發生化學反應生成Cr-C化合物,使活性金屬Cr從靠近金剛石磨粒表面的液態合金釬料中分離出來,并促進液態Ni-Cr釬料中的Cr向著金剛石磨粒表面擴散,從而在磨粒與液態釬料的接觸面上反應生成連續的新相化合物,形成富Cr帶。正是由于釬料與磨粒界面反應化合物的形成,從而促進了兩者之間的潤濕結合[5,6]。
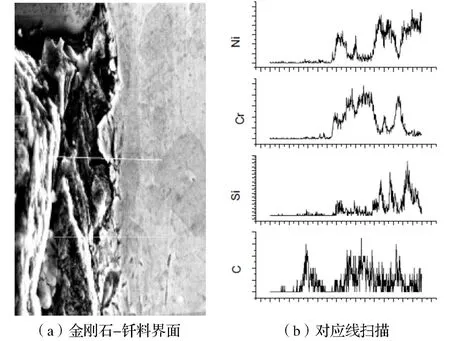
圖5 金剛石與Ni-Cr合金界面掃描形貌及線掃描Fig.5 Interface morphology and line scanning between diamond and Ni-Cr alloy
2.2.4 金剛石表面粗糙度的影響
金剛石的表面粗糙度在許多情況下會影響釬焊料對它的潤濕。在實際的釬焊過程中,不同釬焊料在不同狀態的表面上的潤濕情況也不同。
實驗結果分析:金剛石的表面粗糙度大,其表觀接觸角減小,表現為鋪展面積增大;而金剛石表面的粗糙度小,其表觀接觸角就會增大,故表現為鋪展面積小。
3 鍍膜金剛石真空釬焊工藝
綜上所述,如果改變金剛石表面的狀況,就能改變其表觀接觸角,從而提高金剛石釬焊的濕潤性。從目前看改變金剛石表面的狀況有兩種方案:一是將金剛石表面粗糙化,但此方案使得金剛石的材料成本提高比較大,同時還有破壞金剛石的自身強度的風險。二是采用鍍膜金剛石,使得金剛石表面有和釬焊料濕潤性更強的金屬膜,金剛石鍍膜后其自身強度還有一定的提高,此方案可以說是一種改變金剛石表面的狀況最好方法。
3.1 鍍膜金剛石
鍍膜金剛石技術已經發展了二十多年,其目的是為了改善金剛石工具的內界面結合強度。實施金剛石表面金屬化,對于金屬結合型的工具來說,鍍覆的金屬最好與金剛石有較好的浸潤性,并在制作金剛石釬焊工具過程中能在其表面生成適當的碳化物膜,鍍層既與金剛石發生鍵連接,又和釬焊料產生合金化,這樣金剛石和釬焊料之間就有可能形成牢固的結合。一般而言,金剛石表面鍍覆的金屬以碳化物形成元素為宜,W、Mo、Cr、Ti等都是可以選擇的對象,它們在含碳合金中都有與碳結合的傾向,液相狀態下對金剛石浸潤,冷卻到室溫后可以轉化成類似釬焊的結合[7,8]。
圖6所示為離子鍍鍍鎳鈦金剛石的實物。在金剛石的界面上已經形成了碳化物的結合,同時在金剛石外層也有了一層與鎳基釬焊料接觸角θ接近于0的鎳金屬層。
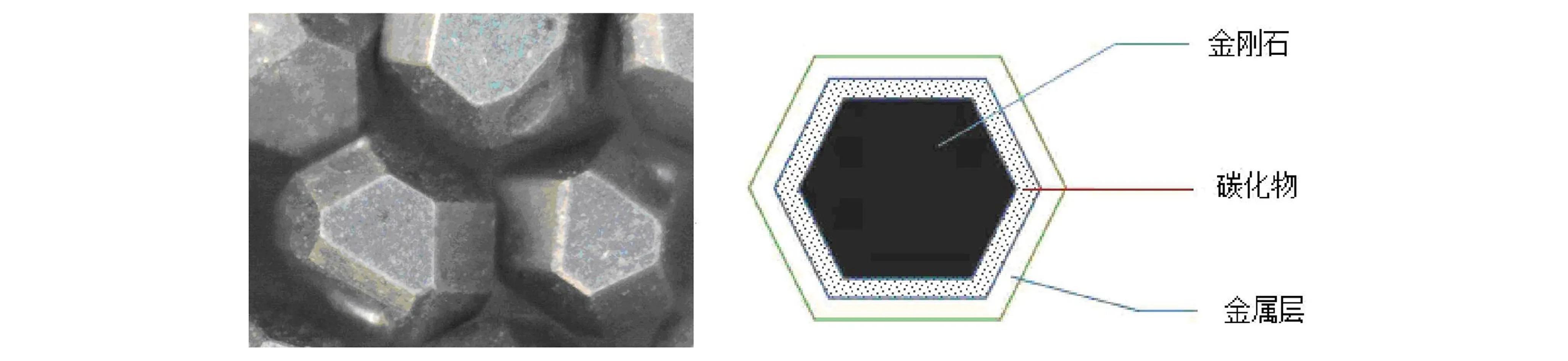
圖6 離子鍍鍍鎳-鈦金剛石Fig.6 Ion plating Ni-Ti diamond
3.2 制作金剛石鋸片
3.2.1 制作方法
制作選用HHD90金剛石,粒度為40/45(375~425μm),鍍膜增重2%,釬料為Ni-P合金(BNi-6),鋸片基體為65Mo鋼,鋸片基體直徑為Φ100。釬焊前對鋸片基體、金剛石表面進行去油去污處理。金剛石直接排布在鋸片基體上,Ni-P合金均勻置于金剛石與鋸片基體表面,釬焊在ZKR-2FH型真空熱處理爐中進行,控制爐內真空度小于5×10-2Pa,保持在880℃釬焊溫度15分鐘。
3.2.2 金剛石鋸片產品及切割試驗
制作的金剛石鋸片產品如圖7所示。從鋸片產品上看,金剛石周圍合金化程度高,焊接牢固,說明采用鍍膜金剛石進行釬焊的方法可行。
對金剛石鋸片進行切割試驗。圖8所示為切割試驗現場。切割試驗方法為:角磨機,切割Φ10鋼筋,與非鍍膜金剛石鋸片產品相比較。
非鍍膜金剛石鋸片釬焊制作方法是:制作選用HHD90金剛石,粒度為40/45(375~425μm),釬料為Ni-Cr合金(BNi-2),鋸片基體為65Mo鋼,鋸片基體直徑為Φ100。釬焊前對鋸片基體、金剛石表面進行去油去污處理。金剛石直接排布在鋸片基體上,Ni-Cr合金均勻置于金剛石與鋸片基體表面,釬焊在ZKR-2FH型真空熱處理爐中進行,控制爐內真空度小于5×10-2Pa,保持在1020℃釬焊溫度15分鐘。

圖7 金剛石鋸片Fig.7 Diamond saw blade

圖8 切割試驗現場Fig.8 Cutting test site
3.2.3 試驗結果
試驗結果見表1。
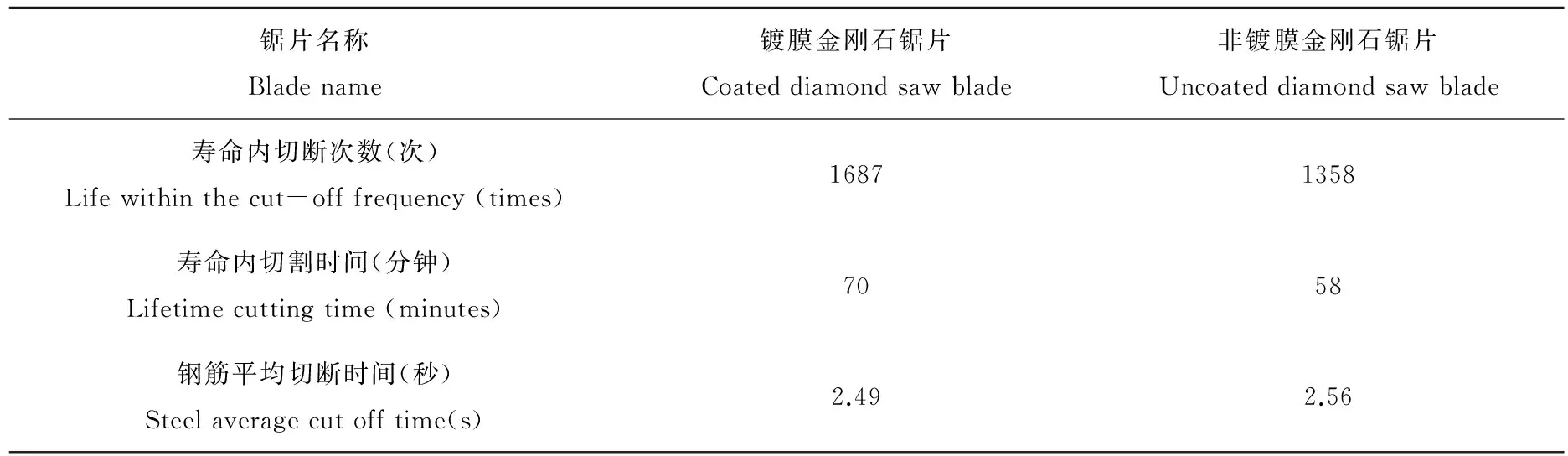
表1 切割鋼筋試驗
從表1中可以看出,鍍膜金剛石鋸片的使用壽命是非鍍膜金剛石鋸片的1.24倍,同時鍍膜金剛石鋸片的切斷速度比非鍍膜金剛石鋸片提高了2.73%。說明采用鍍膜金剛石制作的鋸片不僅使用壽命長,而且鋒利性也有所提高。
4 結論
(1) 采用鍍膜金剛石進行釬焊,發現釬焊料對金剛石的濕潤性更加好,金剛石周圍的合金化程度比較高。
(2) 使用Ni-P釬料,釬焊溫度比較低,對金剛石的熱損壞比較小。
(3) 制作的釬焊工具使用壽命長,同時工具的鋒利性也有所提高。
(4) 有關使用鍍膜金剛石制作釬焊工具的金剛石的微觀焊接狀況分析還有待今后進行。
[1] 周玉梅.釬焊單層金剛石工具研究現狀[J].焊接技術,2010,39(6):1-5.
[2] 曹慶忠.利用真空釬焊法制作超硬材料工具[C].中國超硬材料行業技術發展論壇論文集,2013.
[3] 肖冰,等.Ni-Cr合金真空單層纖焊金剛石砂輪[J].焊接學報,2001,22(2):23-26.
[4] 任耀文.真空釬焊工藝[M].北京:機械工業出版社,1993
[5] 盧金斌,等.Ni-Cr合金真空釬焊金剛石界面反應的熱力學與動力學分析[J].焊接學報,2004,25(1):21-25.
[6] 盧金斌,等.Ni-Cr合金真空釬焊金剛石界面微觀結構分析[J].機械科學與技術,2004,23(7)832-836.
[7] 吳惠枝,等.金剛石的蒸發鍍膜及應用[J].廣東工業大學學報,1998,15(1):1-4.
[8] 王艷輝.超硬材料系列鍍覆產品及應用[J].金剛石與磨料磨具工程,2002(3):21-24
猜你喜歡
艦船科學技術(2022年16期)2022-09-22 02:15:00
北京航空航天大學學報(2021年6期)2021-07-20 07:23:54
當代陜西(2020年13期)2020-08-24 08:22:02
制造技術與機床(2017年5期)2018-01-19 02:49:17
制造技術與機床(2017年11期)2017-12-18 06:47:29
金秋(2017年4期)2017-06-07 08:22:16
蘇州科技大學學報(自然科學版)(2017年1期)2017-03-20 15:25:18
中國材料進展(2016年10期)2016-12-26 06:50:20
濰坊學院學報(2016年2期)2016-12-01 13:00:11
新聞傳播(2015年11期)2015-07-18 11:15:04