覆膜砂供給系統
2018-03-20 08:53:52劉洪緯馬世臣張承連
中國鑄造裝備與技術 2018年1期
劉洪緯,馬世臣,張承連
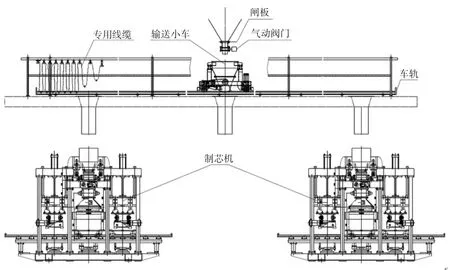
圖1 覆膜砂供給系統
冷芯工藝和熱芯工藝在砂型鑄造中的制芯工部占據主導地位,所謂冷芯工藝就是采用冷芯砂芯的工藝方法,冷芯砂芯是型芯砂在氣體催化劑三乙胺的固化作用下形成,不需加熱。所謂熱芯工藝就是采用覆膜砂芯的工藝方法,熱芯砂芯是覆膜砂在模具內經加熱硬化形成。
本覆膜砂供給系統主要功能是為熱芯機在規定的時間內供給定量的覆膜砂,滿足制芯機的生產節拍。覆膜砂供給系統的下方是熱芯機,上方是覆膜砂料庫。
1 系統綜述
如圖,覆膜砂供給系統位于兩臺熱芯盒制芯機上方的鋼平臺上,由送砂小車、專用線纜、閘板、氣動閥門和車軌組成,輸送小車同時為兩臺熱芯機供砂。初始狀態,輸送小車位于氣動閥門正下方,氣動閥門控制覆膜砂砂庫開合。本套系統采用西門子S7200 SMART進行控制以及與熱芯盒制芯機連鎖,當制芯機需要供給覆膜砂時,制芯機發出信號給氣動閥門,氣動閥門打開,向小車輸送覆膜砂;輸送小車上裝有四個稱重傳感器,當輸送的覆膜砂達到稱重傳感器的設定重量時,氣動閥門關閉,停止向小車供砂。然后小車載著定量的覆膜砂運行到指定的制芯機正上方,小車料斗閥門打開,向制芯機供砂。供砂后,小車回到初始位置。
2 系統關鍵點
(1)如圖2所示,作為覆膜砂輸送系統的覆膜砂輸送小車,通過四個稱重傳感器對覆膜砂進行定量;通過鏈條將閥門驅動電機的鏈輪和閥門轉軸鏈輪相連從而控制料斗下方閥門開合,結構緊湊;通過行走電機控制小車在車軌上行走。
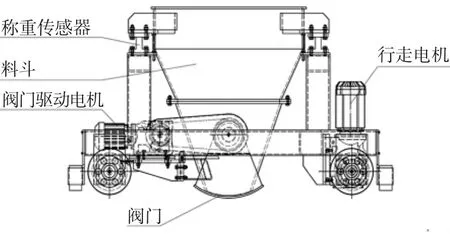
圖2 覆膜砂輸送小車
(2)如圖1所示,由于小車同時為兩臺制芯機供砂,行走距離較長,故采用專用的滑線電纜為小車供電;同時通過調節氣動閥門上端閘板插入量來控制覆膜砂向小車送砂速度,防止送砂過快或是過緩。
(3)如圖1所示,覆膜砂供給系統鋼平臺上留有三個卸料孔,其中左右兩個是為制芯機供料使用;當小車里存有多余砂子,而制芯機又不允許小車向其供料時,可以通過中間的卸料孔排料。
3 結語
該設備已投入使用,運行良好。隨著國內制造業日趨繁榮,想必鋼鐵鑄造行業會有長足發展,相信本套覆膜砂供給系統在行業內會得到廣泛應用。
[1] 張志紅.砂芯輥道輸送線[J].中國鑄造裝備與技術,2009(1):50-51.
[2] 蔡創輝,彭元萍,吳斯熾,等.曲軸鍛件輸送線的設計[J].機械設計與制造,2014(2):14-20.
[3] 陳躍程,劉偉.鑄件清理打磨自動化技術及其應用[J].鑄造設備與工藝,2015(5):1-6.
[4] 現代機械設備設計手冊第三卷.非標準機械設備設計[M].北京:機械工業出版社,1996:260.
猜你喜歡
工業設計(2022年8期)2022-09-09 07:43:20
軍民兩用技術與產品(2021年10期)2021-03-16 06:05:30
北京測繪(2020年12期)2020-12-29 01:33:58
山東冶金(2019年6期)2020-01-06 07:45:54
裝備制造技術(2019年12期)2019-12-25 03:06:46
世界農藥(2019年2期)2019-07-13 05:55:12
中國洗滌用品工業(2019年4期)2019-05-11 09:27:34
家庭影院技術(2017年9期)2017-09-26 03:41:45
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52