水冷電動機殼低壓鑄造組合砂芯熱芯盒模具設計
2018-03-20 08:53:51黃凌森廖志青唐曉鑫
中國鑄造裝備與技術 2018年1期
關鍵詞:工藝
黃凌森,韓 偉,廖志青,唐曉鑫
為了保證新能源電動客車電動機長時間運轉時的循環水冷,其鋁合金電動機殼的冷卻水道砂芯一般設計成螺旋圓環形狀。在機殼低壓鑄造前將制備好的螺旋砂芯放入鑄型內并準確定位,以便于低壓鑄造充型過程中形成如圖1所示的中空冷卻水道。這樣的螺旋砂芯如果呈圓柱圈框整體成型,會使熱芯盒砂芯結構及射芯制備工藝技術難度增大,需要使用結構復雜的模具和專用的射芯技術來成型,射砂壓力必須滿足360°圓周螺旋型腔填實;在此過程中射砂動作的動能損失較大,砂芯成型后的內部砂粒粘結密度低,抗拉強度和抗沖擊性能較低,因此在低壓鑄造鋁液充型過程中砂芯容易出現斷裂損壞,致使水道不暢通,機殼鑄件產品報廢的現象發生。而通過組合砂芯的方法,可以降低芯盒模具復雜程度,提高砂芯組織的致密度和強度性能。
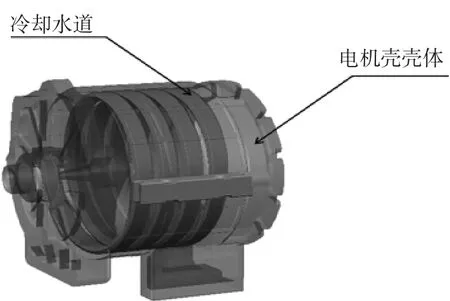
圖1 電動機水冷機殼及中空水道形狀
1 芯盒模具結構及工藝分析
針對螺旋砂芯的結構特點,采用了將圓桶形的砂芯分成兩個180°的半圓形螺旋砂芯分別射制成形的方法(如圖2所示),然后再將兩個半圓形面對面合并組合成一個整圓桶形砂芯,手工將兩個半圓螺旋砂芯通過定位銷對齊綁緊固定,這樣的砂芯制備方法簡化了圓桶形砂芯的模具結構和射芯成型工藝。
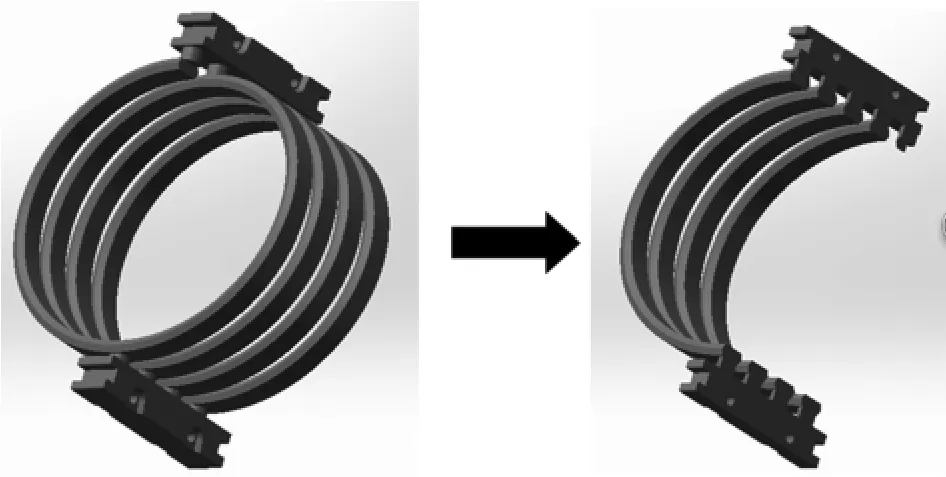
圖2 螺旋砂芯與180°半圓形螺旋砂芯
1.1 芯盒模具結構
基于以上想法,180°半圓形螺旋砂芯芯盒模具結構如圖3所示。包括下芯盒4、上芯盒1、在下芯盒4與上芯盒1之間設有用于控制產品形狀的型腔2,上芯盒1上設有與型腔相接的射砂通道,射砂口3安置在射板上,其特點是射砂口上的射砂孔的下端面與型腔的進砂口的上端面平齊。
電動機水冷機殼的砂芯由原來相對復雜的圓環形改成現在的半圓形,加工難度相對降低。熱芯盒模具的分型面由一個曲面和一個平面組成,這分型面既能保證砂芯的半圓弧順利成型,也能保證比較方便的取出砂芯。這樣的結構十分有助于電加熱管的均勻分布,芯盒合模前芯盒溫度必須達到210℃以上,才能使酚醛樹脂與砂粒有效固化結合。直徑為12mm的加熱管沿著分型面保持一定的距離均勻分布,能夠同時加熱芯盒模具型腔的每一部分,使得模具各部分同時達到210℃工作溫度,從而保證各部分砂粒固化的工藝參數一致,砂芯強度性能質量穩定。鑒于芯盒需要加熱并在長期的高溫下工作,為避免芯盒模具發生熱變形,通過加強筋的合理排布將芯盒設計成壁厚基本均勻的結構,如圖4所示。
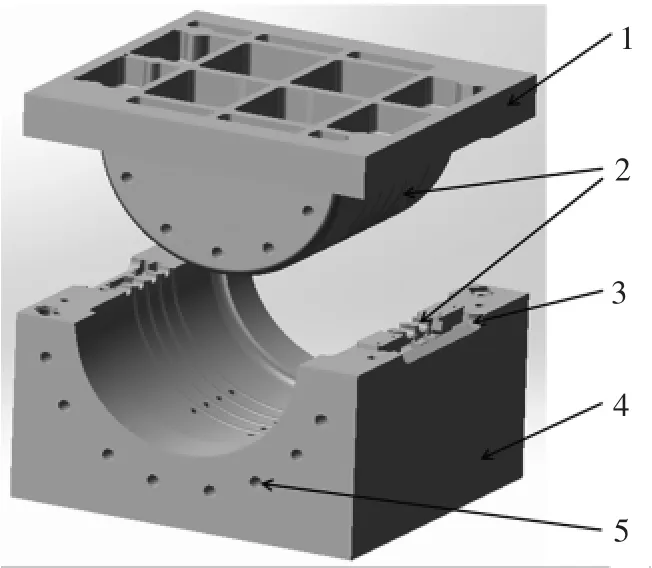
圖3 組合砂芯模具結構
1.2 砂芯制備工藝流程
熱芯盒180°半圓形螺旋砂芯工藝流程如圖5所示。
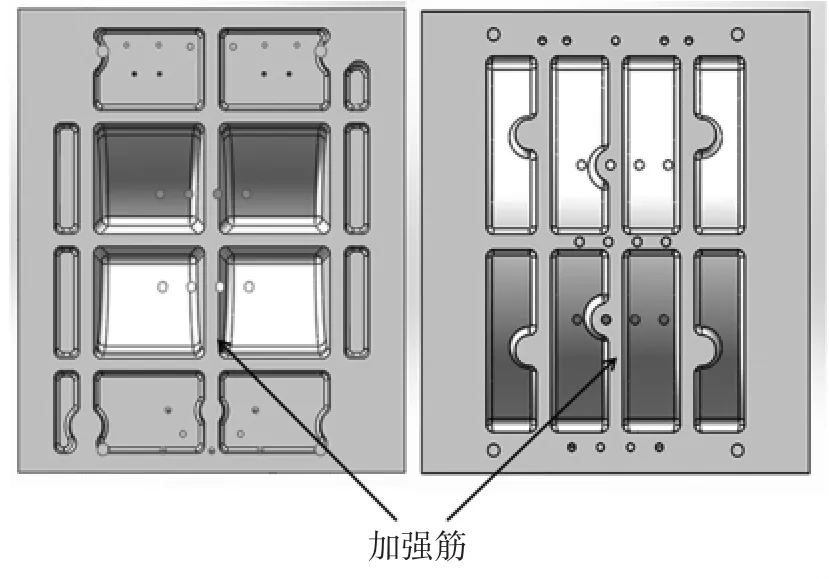
圖4 芯盒的上下視圖
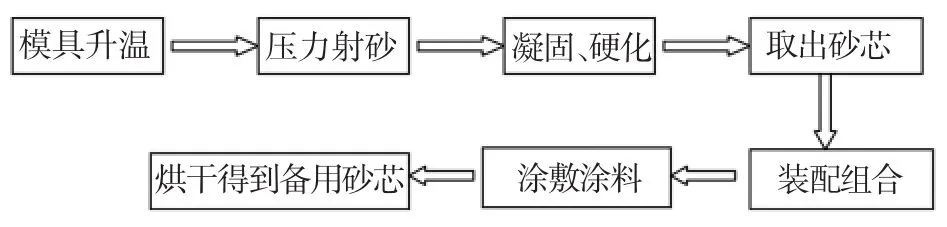
圖5 180°半圓形螺旋砂芯工藝流程
在按照工藝流程進行生產操作時,具體還需注意以下問題:
(1)制芯時在模具上會粘有酚醛樹脂和砂粒,必須進行及時清理并噴上脫模劑,否則會越積越多,開模時會把砂芯拉斷或變形。
(2)及時更換頂出彈簧。熱芯盒模具靜模上的彈簧頂桿,由于長期在高溫狀態下工作會產生彈性失效而造成砂芯斷裂或變形,一般生產10000件砂芯后就應該進行檢查更換。
1.3 砂芯成型工藝參數
根據水冷機殼的組合砂芯半圓弧面形狀特點及低壓鑄造時對砂芯的性能要求,選擇加熱固化溫度210℃;由于砂芯厚度不大,因此取固化時間為80s;射砂壓力取0.45~0.60MPa,壓力過低時,容易造成砂芯弧面螺旋部分射不足或疏松現象;射砂時間控制在8s之內,射砂時間過短砂芯不能完全充滿成型。經過多次制芯實踐比較分析,為防止砂芯斷裂變形等缺陷還采取了以下工藝措施:
(1)嚴格控制芯盒模具溫度和留模時間。這兩個參數關系到砂芯結殼硬化厚度是否滿足工藝要求,規定的工藝參數都需要有一個范圍,這個范圍需靠操作人員的技能來進行調整。在模具溫度取上限時留模時間可以取下限,模具溫度取下限時留模時間取上限。實踐生產中需要對操作人員進行多次培訓提高操作技能。
(2)動模和靜模不平行或不在同一中心線上,合模時在油缸或氣缸的壓力作用下,定位銷前端有一段斜度,模具還是會合緊,但在開模時動模和靜模仍會恢復到原始狀態使砂芯斷裂或變形。在這種情況下射砂時會跑砂,砂芯的尺寸會變大。解決對策是及時調整模具的平行度和同軸度。
2 熱芯盒芯盒排氣結構
熱芯盒模具生產殼型的過程中,型砂在壓縮空氣的推動下充滿型腔并緊實,然后在一定溫度下硬化、成形。熱芯盒模具的排氣系統不僅要排出型腔內的氣體,防止出現“澆不滿”現象,還要排出型砂充型和緊實過程中帶入的壓縮空氣,保證型砂顆粒之間緊密接觸,使殼型成形后具有較高的強度。型砂顆粒間空氣排氣不順會使型砂顆粒間粘結強度低,產生殼型疏松、表面落砂等缺陷,導致殼型強度太低以及殼型表面質量太差。為保證順利地快速排氣,半圓螺旋熱芯盒模具排氣系統采用分型面排氣槽排氣為主,退出系統間隙排氣為輔的排氣方式。但由于砂芯是半圓弧壁薄形狀,芯盒內腔難以開設大的排氣塞,造成砂芯常因疏松或射不滿芯腔而報廢,同時對于每一批次采取不同射砂工藝參數生產的砂芯,其排氣情況缺乏排氣結果比較分析數據。經過實踐研究,我們采用了壓力傳感器檢測排氣數據效果的方法,既可解決排氣不暢問題又能在排氣系統的末端安置壓力傳感器,感應射砂壓力的變化,了解射砂動能的大小與砂芯性能的關系,從而通過調節射砂壓力提高砂芯制作質量。
具體的做法是在半圓弧壁薄砂芯末端將排氣槽和排氣塞兩種排氣方法結合起來設置,如圖6所示,在螺旋砂芯模具分型面上開設排氣槽,但這些排氣槽不直接通出芯盒外,而是在半圓弧壁薄砂芯末端排氣槽內再開設排氣塞,并在此處安裝耐高溫的陶瓷壓力傳感器,將進入排氣槽內的氣流通過排氣塞或排氣孔排出芯腔外的同時檢測殘余壓力值,攜帶壓差動能的砂氣流進入排氣槽內后,在排氣塞的作用下,氣體排掉,砂粒留下與芯腔及槽形成一個較為緊實的砂芯。這樣就解決了半圓弧砂芯結構形狀無法設排氣塞或排氣槽的問題;在排氣孔道中安裝力傳感器,檢測射芯最后的殘余壓力,比較分析壓力差,調節起始射砂壓力,達到數字化控制射芯壓力的目的。當然也會在砂芯上形成一塊排氣槽的薄片,增加了小部分的砂芯打磨工作。
3 結語
砂芯質量除了與以上工藝要素相關之外,還與型砂的粒度、發氣量等因素有關,還有一些微性能同樣對砂芯質量有較大的影響,比如覆膜砂發氣速率對鑄件氣孔缺陷的影響等。理想的工藝設計總會受到設備、操作者、環境、原材料等因素的影響而出現新的問題,需要我們不斷發現問題,解決問題,不斷提高并持續完善工藝技術,使砂芯質量得到保證。
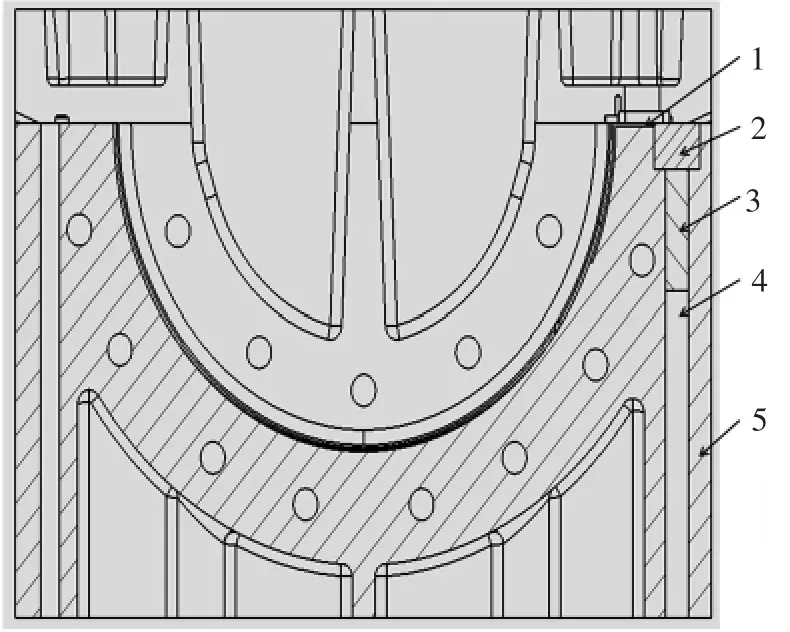
圖6 排氣塞、排氣槽及壓力傳感器布置
[1] 吳劍.鑄 造砂處理技術裝備與應用[M].北京:化學工業出版社,2014:88-93.
[2] 李弘英.鑄造生產實用技術[M].北京:機械工業出版社,2010:108-110.
[3] 中國鑄造協會,鑄造工程師手冊[M].北京:機械工業出版社,2010:541-543.
[4] 王小平.低壓鑄造實用技術[M].北京:機械工業出版社,2011:49-51.
[5] 周建新,廖敦明,等.鑄造CAD/CAE[M].北京:化學工業出版社,2009:35-37.
[6] 王明杰,范新鳳,范有發.樹脂砂芯模具設計[J].熱加工工藝,2006(17):15-16.
[7] 李遠才.鑄型材料基礎[M].北京:化學工業出版社,2009:19-20.
[8] 朱秀榮,侯立群,等.差壓鑄造生產技術[M].北京:化學工業出版社,2009:100-105.
[9] 楊兵兵,等.特種鑄造[M].長沙:中南大學出版社,2010:241-254.
[10] 黃堯,黃勇,等.壓鑄模具設計實用教程[M].北京:化學工業出版社,2014:41-50.
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農藥(2019年2期)2019-07-13 05:55:12
世界農藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業技術(2016年15期)2016-12-01 05:30:59
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52