利用模擬技術優化柴油機軸承蓋工藝
2018-03-20 08:53:48雷王平楊霄峰
中國鑄造裝備與技術 2018年1期
高 博,雷王平,楊霄峰
某型柴油機軸承蓋尺寸為576mm×390mm×132mm,主要壁厚為90mm,最大壁厚132mm,最小壁厚36mm;鑄造毛坯重量為140kg;材質為球墨鑄鐵:QT500-7A,具體的形狀見圖1。其主要檢驗指標要求如下:
(1)鑄件所有表面需進行磁粉檢查,按DINEN1369SM2驗收;
(2)加工表面著色檢查;
(3)鑄件內部需進行超聲波檢查,按EN12680.3-2003標準1級指示數據進行評定;
(4)對每件鑄件整體進行離子輻射檢查,按EN12681-2003標準1級執行;
(5)以上檢驗合格后的鑄件還需進行工業CT檢查與剖切檢查;
(6)毛坯不允許存在夾雜、冷豆、裂紋、縮松、凹陷等缺陷,不允許存在影響鑄件強度與致密性的缺陷。

圖1 某型軸承蓋鑄件示意圖
1 鑄造工藝方案設計
1.1 澆注位置的確定
以往柴油機大型軸承蓋采用的是水平澆注工藝,便于設置冒口和冷鐵,工藝比較成熟;該工藝的缺點是冒口面圓弧過渡處和螺栓孔上表面二次氧化夾渣缺陷較多,易造成磁粉探傷不合格。本次工藝設計將軸承蓋的重要面(瓦面)朝下放置,底注式澆注系統,這樣有三個優點:
(1)重要面(瓦面)朝下放置,可以減少該面出現氣孔、砂眼、縮松等缺陷;
(2)方便在鑄件上平面處放置冒口,結合瓦面冷鐵,可以達到順序凝固的目的;
(3)底注式澆注系統有利于型腔內氣體的排出,金屬液進入型腔平穩,對型腔沖擊力小,減少夾雜類缺陷,工藝方案見圖2。
1.2 鑄造工藝參數
直澆道:?60mm;
橫澆道:上底30mm,下底35mm,高度 40mm,雙向橫澆道;
內澆道:上底40mm,下底45mm,高度12mm;
澆注系統各組元截面比例為:∑F內∶∑F橫∶∑F直=1.44∶0.92∶1。
1.3 冒口和冷鐵的設計
軸承蓋壁厚較均勻,不存在孤立的熱節,但為了獲得組織致密的鑄件,及時補充液態的收縮和排渣,在鑄件最高點放置兩處冒口,冒口設計成球狀。
根據鑄件的結構特點,瓦面組織要求高,冒口不足以補縮到瓦面,故需在瓦面處設計隨形冷鐵,為減小鑄件搭子處的模數,使鑄件整體達到順序凝固的目的,故在搭子處設計方形冷鐵,見圖2。
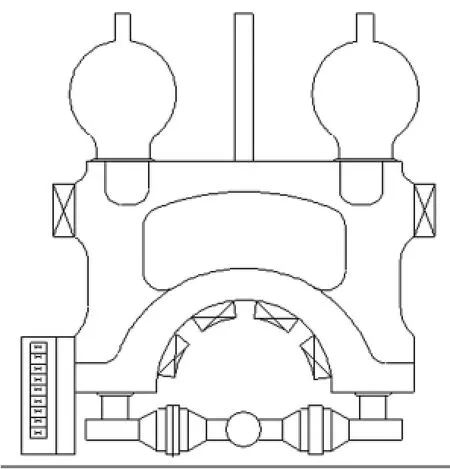
圖2 某型柴油機主軸承蓋鑄造工藝示意圖
2 鑄造工藝模擬
2.1 充型模擬
充型初期橫澆道快速充滿,鑄件產生卷氣、夾渣的可能性不大。整個充型過程平穩,液面上升均勻,見圖3。
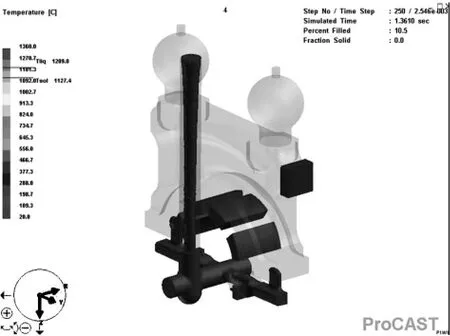
圖3 充型示意圖
2.2 模擬結果分析
軸承蓋模擬結果顯示,鑄件可能在螺栓孔和薄厚壁連接處附近產生縮松缺陷,見圖4。
對可能產生縮松缺陷的原因分析認為,鑄件瓦口面和螺栓孔部位為厚大部位,瓦口面向下并且設計了成形冷鐵,螺孔外側搭子上也設計了冷鐵,所以凝固較快;鑄件薄厚壁連接處由于尖角砂效應散熱慢,螺栓孔外冷鐵阻斷了冒口向中心部分補縮通道,因此此部位容易產生縮松,見圖5。
3 工藝改進
根據第一次模擬結果,對工藝進行了改進,具體措施如下:
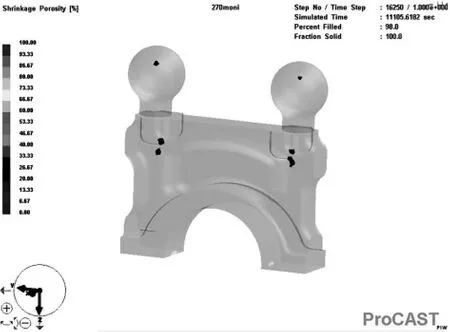
圖4 仿真分析缺陷位置示意圖

圖5 鑄件凝固順序示意圖
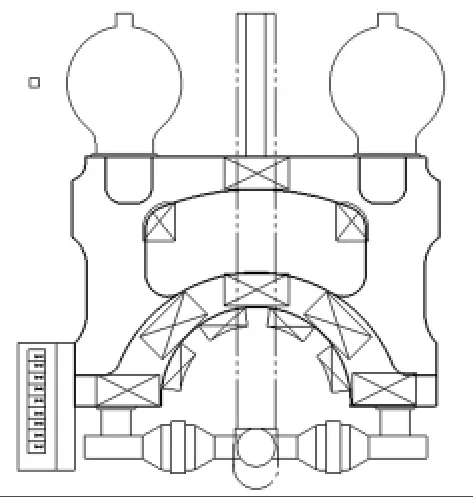
圖6 改進工藝后的鑄造工藝
(1)在主軸承蓋薄厚壁交接圓角處增加冷鐵;
(2)為了防止冒口補縮通道過早被阻斷,去掉螺孔外側搭子上的冷鐵;
(3)為了防止冒口相互干擾,在兩個冒口中間增加冷鐵;
(4)冒口體向中心移動;改進工藝后的鑄造工藝見圖6。
采取措施后進行了第二次模擬澆注,鑄件澆注平穩,縮松和氧化夾雜幾乎全部消除,見圖7。
4 生產驗證
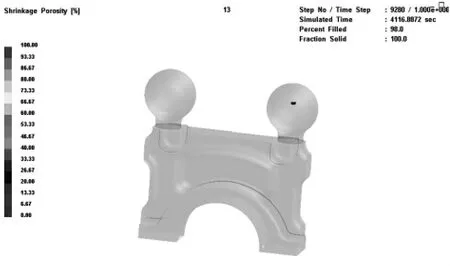
圖7 工藝改進后模擬效果圖
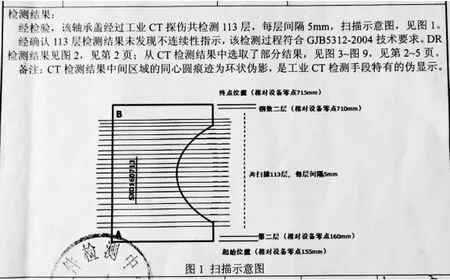
圖8 成品檢測結果
按改進后的工藝澆注了72件,每件主軸承蓋超聲波檢查、離子輻射檢查、所用表面磁粉檢查和著色檢查全部合格;首批軸承蓋進行工業CT檢查符合GJB5312-2004技術要求。
5 結論
(1)按改進后的工藝澆注了72件,每件軸承蓋超聲波檢查、離子輻射檢查、所用表面磁粉檢查和著色檢查全部合格;首批軸承蓋進行工業CT檢查符合GJB5312-2004技術要求。
(2)采用三維模擬軟件可以有效對鑄件的凝固過程、溫度場分布、鑄件缺陷狀態進行有效地預測,及時的調整工藝方案,提高驗證效率并降低驗證成本。
(3)對于軸承蓋類鑄件,采用立式底注式工藝、
運用定向凝固方式可以獲得高品質的鑄件。
[1] 張良,趙旭平.計算機模擬技術在鑄造中的應用[J].石油機械,2006(9):92-94.
[2] 杜寶江.虛擬制造[M].上海:上海科學技術出版社,2011:50-230.
[3] 李日,馬軍賢,崔啟玉.鑄造工藝仿真ProCAST從入門到精通[M].北京:中國水利水電出版社,2010:549-551.
[4] 范曉明,王志,龍志平,等.基于ProCAST的葉輪鑄件鑄造工藝優化[J].中國鑄造裝備與技術,2014(4):11-13.
[5] 中國機械工程學會鑄造分會.鑄造手冊.第5卷:鑄造工藝(第3版)[M].北京:機械工業出版社,2011:124-125.
猜你喜歡
《學習方法報》歷史中考版(2023年21期)2023-11-09 07:40:38
數學小靈通(1-2年級)(2020年9期)2020-10-27 03:24:18
山東冶金(2019年6期)2020-01-06 07:45:54
當代貴州(2019年41期)2019-12-13 09:28:56
世界農藥(2019年2期)2019-07-13 05:55:12
銅業工程(2015年4期)2015-12-29 02:48:39
中國共青團(2015年7期)2015-12-17 01:24:38
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
中學生數理化·八年級物理人教版(2014年2期)2014-04-02 08:50:44
石油化工應用(2014年8期)2014-03-11 17:40:03