大型管式褐煤干燥機管板制造工藝及質量控制
2018-03-19 09:19:48
電焊機 2018年1期
(承德石油高等專科學校工業技術中心,河北承德067000)
0 前言
管式褐煤干燥機屬于一種承壓設備,是一種多管式封閉式回轉圓筒,主要服務于坑口電廠的發電以及煤化工等行業[1],其中管板是褐煤干燥機的主要受力部件,是一種大型整體式焊接鋼結構件。管板表面鉆有大量圓孔且焊接于回轉筒體兩端,筒體內大量干燥管兩端分別插入管板對應圓孔并脹接,最后采用焊接加固。在整機設備運行過程中,由于回轉筒體、干燥管強烈振動,產生了各種不均衡、非周期作用力,動載荷大,且各種力及其產生的扭矩共同疊加,最終作用于兩端管板,導致管板受力不穩定。因此管板的制造質量是管式褐煤干燥機穩定的基礎,也是整機正常運行的必要保障。
1 管式褐煤干燥機管板結構
管式褐煤干燥機主體結構焊接完成,結構總體長度10668mm,管板直徑5300mm、厚度60 mm,采用Q370R鋼板,該鋼板的綜合力學性能和工藝性能良好,主要用于制造各類承壓的中低壓容器,有時還要承受高溫和腐蝕介質[2]。兩端管板的中心位置開有φ1 320 mm中心軸圓孔,且管板其余位置均布1554 個φ103mm干燥管圓孔,整體結構如圖1所示。

圖1 管式褐煤干燥機主體結構Fig.1 Main body structure diagram of tubular lignite drying machine
2 焊接坡口形式確定
管板在焊接過程中主要涉及到自身平對接焊及管板與回轉筒體T型焊接,由于鋼板厚度大,焊接過程中易出現未焊透現象導致結構整體強度下降,因此,焊接坡口形式和尺寸是保證鋼板整體焊透的關鍵。根據鋼板厚度,平對接焊縫采用不對稱X型坡口,T型焊縫采用V型坡口,坡口形式和尺寸按照圖2、圖3所示加工,經過生產實踐,該坡口形式對于防止未焊透起到關鍵作用,探傷合格率達100%。坡口制作時要求打磨清理坡口表面及兩側30 mm范圍內,無氧化皮、熔渣、油污及水銹。坡口表面用5倍(含5倍)以上放大鏡進行宏觀檢查,無裂紋、分層等缺陷[3]。

圖2 鋼板平對接坡口形式Fig.2 Groove diagram of butt joint in steel
3 焊接參數確定

圖3 鋼板T型對接坡口形式Fig.3 Groove diagram of T-type butt joint in steel
為保證焊縫根部質量,目前多采用焊條電弧焊或TIG焊打底,但這兩種打底焊方法對操作者技術要求高、生產率低,特別是焊條電弧焊的焊縫質量難以保證;TIG焊雖可保證打底質量,但成本太高;而采用CO2氣體保護焊和埋弧焊焊接操作簡便,效率高。因此,根據NB/T47014-2011《承壓設備用焊接工藝評定》標準,對40 mm厚Q370R鋼焊接接頭采用CO2氣體保護焊打底、CO2氣體保護焊或埋弧焊填充及蓋面兩種方法進行焊接工藝評定。埋弧焊焊接時,由于其熱輸入大于焊條電弧焊,易造成焊縫低溫韌性惡化,所以選用SJ101燒結焊劑配焊絲H10Mn2[4]。試驗結果如表1所示。

表1 焊接接頭力學性能Table 1 Mechanical property of welded joint
由表1可知,兩種方法斷裂位置均位于母材,表明焊縫抗拉強度高于母材;焊縫具有良好的力學性能,且面彎、背彎部位外表面(受拉面)未發現裂紋和裂縫;焊接接頭具有良好的塑性和韌性,滿足工作要求,驗證了焊接參數的合理性。因此,管板拼接焊及管板與筒體T型對接焊焊接參數根據工藝評定確定,如表2、表3所示。

表2 埋弧焊焊焊接參數Table 2 Welding parameters of SAW

表3 CO2氣體保護焊焊接參數Table 3 Welding parameters of CO2gas metal arc welding
4 管式褐煤干燥機管板生產工藝流程
4.1 管板焊接生產工藝流程及質量控制
(1)管板、回轉筒體下料前必須進行復檢。復檢可以是同一爐號或者是逐張復檢,理化復檢結果應完全符合GB713-2014(鍋爐與壓力容器用管板)要求,不符合要求的鋼板不允許加工。為防止管板與回轉筒體焊接時產生變形造成后續無機加工余量,管板可由3塊厚度70 mm鋼板拼焊而成,且管板拼接焊縫最多不能超過2條,焊縫必須與母材齊平。原方案擬采用3塊120°板料進行拼接,經受力分析,這種拼接方法在干燥機轉動時易降低管板強度,通過對比,最終決定采用一塊板寬大于1 520 mm(鋼板中間需切割孔直徑φ1 300 mm)的長方形板,另外再用2塊鋼板補圓。由于管板的材質為低合金高強鋼Q370R(碳當量約為0.42%,且鋼板厚度大于50 mm時淬硬傾向增大),鋼板復檢合格后應進行焊前預熱,預熱溫度大于等于150℃[5]。管板組裝方案的對比如圖4所示,該方案焊接任務量雖然加大,但拼接焊縫減少,且保證了管板的整體性。管板拼焊校平之后對焊縫進行探傷,拼接焊縫應進行100%射線檢測和100%超聲波檢測,分別按JB/T4730.2(3)-2005標準Ⅰ級和Ⅱ級合格。當鋼板厚度大于32 mm時,焊接拘束應力增大,應進行焊后緩冷措施消除應力,防止冷裂紋產生[6]。因此探傷合格后對管板進行熱處理以去除殘余應力,電加熱溫度約為500℃,且保溫10 h以上。
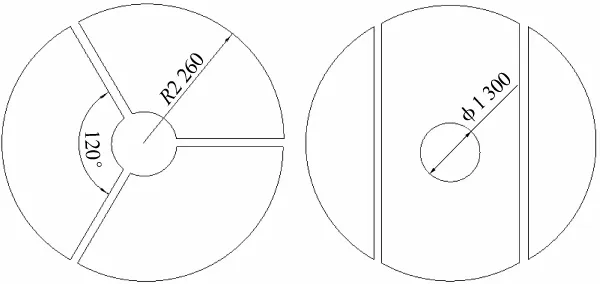
圖4 管板組裝方案對比Fig.4 Assembly scheme comparison of end plate
(2)根據要求管板最終平面度必須控制在2 mm以內,因此,管板拼焊完成且探傷合格后,可先將前、后管板與回轉筒體兩端第一節筒體組焊,這樣有利于在鉆孔之前去掉管板與筒體的焊接殘余應力,而不會導致管板變形及出現難于保證管板平面度等情況。
前、后管板在與回轉筒體組對前應先在管板上劃好筒體外圓線,將筒體按照劃線的軌跡先點焊在管板表面,待檢查合格后再進行焊接,焊接時為防止焊渣飛濺到管板內表面而影響表面光潔度,需用一層橡膠板蓋住管板內可能受影響的部位。為防止對管板產生變形,焊接時應采用小電流、錘擊消除應力的方式進行焊接,使用兩人對稱的方位同時施焊。焊接完成后先檢查管板的平面度,管板平面度如果超差大于10mm必須進行校平,然后對焊縫進行磁粉探傷,探傷按照JB/T4730.1-2005執行,Ⅱ級合格。
4.2 管板機加工生產工藝流程及質量控制
管板機加工制作難點在于如何保證管板孔線位置度、鉆孔和鏜孔的精確度。通過不斷改進工藝并對比,可采取以下方案進行:
(1)管板與筒節組焊完成并驗收合格后安裝在10 m立車上,對管板內、外圓進行粗加工,單邊留5 mm余量,之后在管板表面劃孔位線,條件允許可以直接用CNC編程鉆孔,為確保CNC編程無誤,可先進行劃線然后通過兩者的對照來確定編程程序是否正確,如現場CNC工作臺面尺寸無法滿足要求,必須進行劃線(為減少工作量,一臺管式褐煤干燥機的管板可以只劃一塊),劃線前必須先做好一個模板,該模板為整個管板的1/6且需按照前面加工的尺寸制作,模板上所有孔都必須在CNC上按照要求進行編程鉆孔并進行檢查,該模板上的孔無需加工至φ103 mm,只要符合樣沖外徑可采用輕微的間隙配合。劃線時必須是對稱旋轉進行,用樣沖找出每個孔的中心,然后規劃出每個圓的外徑,要求管板內的外圈的孔直徑為φ99mm,管板中間的孔為φ103 mm,并在這些圓的周圍打8個或更多的樣沖眼用于管板鏜孔時找正,劃線完成后必須檢查整塊管板劃線質量,以滿足管孔以及管橋間隙要求。
(2)對劃好線的管板進行鉆孔。為保證2塊管板管孔的同心度,前后2塊管板疊加在一起進行鉆孔,鉆孔最大直徑可達φ80 mm。鉆孔時必須找正圓心,鉆孔可以分2~3步進行:首先用φ10mm鉆頭找正中心孔,然后用φ30~35 mm鉆頭按照φ10 mm的軌跡鉆孔,最后用φ80 mm鉆頭加工。必須嚴格控制所有鉆孔程序,不能出現鉆歪、鉆偏現象,鉆孔過程中需用螺栓把合好管板,防止兩管板中間的間隙出現積屑、錯位等現象。必須保證鉆頭垂直且排屑順暢、正常,現場最好保證有2臺鉆孔直徑達100 mm以上的搖臂鉆同時工作,這樣應力就不會集中到某處,管板不容易變形。
(3)鏜孔是管板制作工序的關鍵。為保證管孔大小能夠滿足尺寸要求,要求在開始鏜孔之前先檢驗并校準量具,為防止量具出現偏差而影響整個工件質量,制造過程中還應隨時抽檢量具。鏜孔時必須按照之前劃線時打的樣沖眼進行找正。為保證加工后的管孔能夠滿足粗糙度要求,可分三次加工:第一次的進刀量可以稍微大些,第二次的進刀量控制在3~4 mm,第三次的進刀量最重要,是決定管孔粗糙度的關鍵,應控制在1~2 mm。另外管板鏜孔過程中,加工好的孔不允許出現縱向溝槽和積瘤的現象,這要求加工時不能出現熱量集中、排屑不暢等情況。
如果劃線沒有問題,鏜孔工作就能完全按照要求進行,管橋大小能達到技術要求,但為了確保所有的管橋都能達標,鏜孔時需要時刻檢查,一旦發現問題可及時調整。管式褐煤干燥機是完全采用強力貼脹方式進行密封,如果管橋出現偏差(主要是管橋小于尺寸要求)將給脹管帶來很大的負面影響,所以絕對不允許發生管橋出現偏差的情況。鏜孔結束后,將管板與筒節安裝在10 m立車上,對管板厚度、內外圓進行車削至尺寸要求,管板在車削時,由于管孔數量大,為了避免產生崩刀等現象破壞管孔質量,應盡量使用低轉速、小的進刀量,分多次切屑。另外所有的管孔以及管板加工面必須做好防腐防銹處理,待管板驗收合格后才能進行下道工序。
5 結論
從焊接、機加工、質量控制三方面對大型管式褐煤干燥機管板制造進行系統說明。通過采取上述工藝方法并在制造過程中控制關鍵部位質量,大幅提高了管板的制造質量,有效解決了大型結構制作過程中焊接變形大、控制難、尺寸精度難等質量問題,不僅大大降低返修率、滿足產品質量的要求、提高生產效率,而且保證了整機設備運行的穩固,同時為同類回轉大型結構的制作及使用奠定基礎。
[1] 尤清華,孫煥鋒,任賀.大型蒸汽管式干燥機的組裝與分析[J].電站輔機,2014,35(4):17-21
[2] 任曉,霍中雪,王傳標.Q370R鋼制3 000 m3液氨球罐建造技術[J].電焊機,2014,44(10):164-169.
[3] 韓曙光,董戰虎.13MnNiMoNbR鋼焊接[J].承德石油高等專科學校學報,2001,3(2):12-15.
[4] 邱葭菲,王瑞權,曹時增.16MnDR焊接工藝試驗與分析[J].焊接技術,2013,42(11):76-78.
[5] 白安民.大厚度Q370R的焊接工藝[J].電焊機,2016,46(5):83-85.
[6] 孟多南,邢卓,鳳桐,等.氮氣儲罐用鋼Q370R的焊接工藝[J].管道技術與設備,2016(5):34-37.
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
化工管理(2021年7期)2021-05-13 00:46:04
水泥技術(2021年2期)2021-04-20 12:37:26
農村實用技術(2021年1期)2021-02-27 08:26:18
裝備制造技術(2020年1期)2020-12-25 05:18:30
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術與機床(2018年12期)2018-12-23 02:40:58
制造業自動化(2017年2期)2017-03-20 14:26:13
設備管理與維修(2016年5期)2016-03-16 02:20:45
