太陽(yáng)能熱水器內(nèi)膽的焊接方法及工藝
2018-03-19 09:19:52
電焊機(jī) 2018年1期
(欽州學(xué)院工程訓(xùn)練中心,廣西欽州535011)
0 前言
目前,市場(chǎng)上所有結(jié)構(gòu)的太陽(yáng)能熱水器都是由集熱部件(真空管式為真空集熱管,平板式為平板集熱器)、保溫水箱、支架、連接管道、控制部件等組成[1]。太陽(yáng)能集熱部件(又稱(chēng)太陽(yáng)能集熱器)是接收太陽(yáng)輻射并向傳熱工質(zhì)傳遞熱量直接使用,或聚焦太陽(yáng)光使熱能集中作為熱源,是太陽(yáng)能熱水器的主體[2]。太陽(yáng)能熱水器的另一主要主體是保溫水箱,由內(nèi)膽、保溫層、水箱外殼三部分組成。水箱內(nèi)膽是儲(chǔ)存熱水的重要部分,其材料強(qiáng)度和耐腐蝕性至關(guān)重要。市場(chǎng)上太陽(yáng)能熱水器水箱內(nèi)膽材質(zhì)有奧氏體不銹鋼、碳鋼搪瓷等材質(zhì):平通熱水器內(nèi)膽材質(zhì)多為奧氏體不銹鋼,日本鋼材牌號(hào)SUS304;承壓式熱水器內(nèi)膽多為碳鋼,牌號(hào)Q235A,焊后進(jìn)行搪瓷工藝處理。
1 太陽(yáng)能熱水器水箱內(nèi)膽的材質(zhì)及焊接性
1.1 普通太陽(yáng)能熱水器(即玻璃真空管太陽(yáng)能熱水器)的儲(chǔ)水箱內(nèi)膽材質(zhì)
普通太陽(yáng)能熱水器儲(chǔ)水箱內(nèi)膽材質(zhì)為奧氏體不銹鋼,目前常用的進(jìn)口材質(zhì)為日本牌號(hào)SUS304,國(guó)內(nèi)相應(yīng)鋼材牌號(hào)為0Cr18Ni9Ti,厚度0.5~0.6 mm。0Cr18Ni9Ti鋼熱導(dǎo)率小,線(xiàn)膨脹系數(shù)較大,焊接時(shí)易產(chǎn)生較大的焊接變形,特別是薄鋼板的焊接,波浪變形特別嚴(yán)重,因此一般選擇能量較集中的焊接方法,以機(jī)械化快速焊為佳。0Cr18Ni9Ti鋼化學(xué)成分如表1所示,其焊接性能優(yōu)良,綜合考慮優(yōu)先選用鎢極氬弧焊或電阻縫焊進(jìn)行焊接。
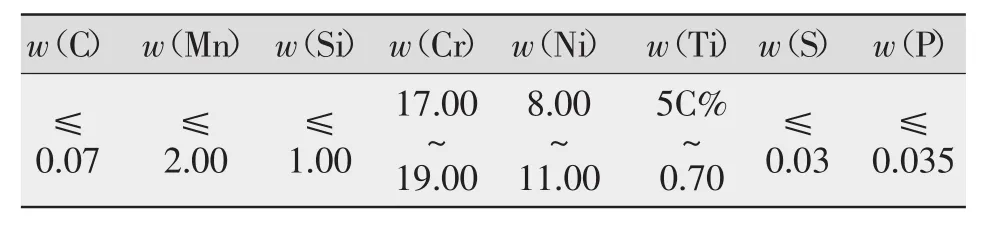
表1 0Cr18Ni9Ti鋼的化學(xué)成分%
1.2 承壓式太陽(yáng)能熱水器儲(chǔ)水箱內(nèi)膽材質(zhì)及焊接性
搪瓷內(nèi)膽主要應(yīng)用在承壓的太陽(yáng)能熱水器水箱中[3],承壓式太陽(yáng)能熱水器儲(chǔ)水箱內(nèi)膽材質(zhì)為普通碳鋼(Q235A等),厚度2 mm。Q235A鋼韌性和塑性較好,有一定的伸長(zhǎng)率,焊接性能和熱加工性良好,焊接性能優(yōu)良,其化學(xué)成分如表2所示,常用焊接方法有氬弧焊、CO2氣體保護(hù)焊、MIG焊、MAG焊等。

表2 Q235A鋼的化學(xué)成分%
2 太陽(yáng)能熱水器水箱內(nèi)膽的焊接方法及工藝
2.1 主要焊接方法
普通太陽(yáng)能熱水器(即玻璃真空管太陽(yáng)能熱水器)多采用鎢極氬弧焊(帶脈沖和不帶脈沖),也有等離子弧焊和電阻焊。焊縫接頭形式主要是筒體縱縫I型坡口對(duì)接和搭接兩種,筒體與端蓋環(huán)焊縫的卷邊接頭和對(duì)接接頭兩種。自動(dòng)鎢極氬弧焊只用于內(nèi)膽筒體縱縫的焊接,坡口形式為I型對(duì)接,對(duì)口間隙和坡口處的焊前清理要求非常嚴(yán)格,焊縫坡口邊不能有飛邊、毛刺等缺陷(即要求上道工序剪板下料有足夠高的精度,普通剪板機(jī)很難達(dá)到要求),否則焊接過(guò)程中會(huì)燒穿,造成焊接質(zhì)量缺陷,返修量大,帶來(lái)質(zhì)量隱患。在實(shí)際生產(chǎn)過(guò)程中該方法未得到很好的推廣使用,后來(lái)逐漸被質(zhì)量好、成本低、效率高的電阻焊所替代,即熱水器水箱內(nèi)膽筒體縱縫由原來(lái)的I型坡口對(duì)接接頭變?yōu)榇罱咏宇^,電阻縫焊與手工鎢極氬弧焊聯(lián)合焊接熱水器內(nèi)膽。手工鎢極氬弧焊主要用于內(nèi)膽筒體與端蓋及水箱水嘴的焊接,因其設(shè)備投資少、操作靈活等特點(diǎn),在最初太陽(yáng)能熱水器儲(chǔ)水箱內(nèi)膽焊接過(guò)程中得到了很好的推廣,但其生產(chǎn)效率低、成本高、焊接質(zhì)量受人為因素影響較大等缺點(diǎn)以及電阻縫焊的突出優(yōu)點(diǎn),內(nèi)膽筒體與端蓋環(huán)焊縫焊接也逐漸被電阻縫焊所替代,最后形成完全由電阻焊焊接熱水器內(nèi)膽的制造工藝。
電阻焊在熱水器中的應(yīng)用是太陽(yáng)能熱水器制造行業(yè)的一大進(jìn)步,為今后的熱水器制造自動(dòng)化提供了很好的研發(fā)方向。解決了內(nèi)膽焊接受人為因素影響大、生產(chǎn)效率低、成本高等一些難題,同時(shí)大大降低了內(nèi)膽的制造成本。電阻焊在熱水器水箱制造中主要采用點(diǎn)焊和縫焊。點(diǎn)焊主要用在熱水器水箱附件的點(diǎn)焊和內(nèi)膽內(nèi)蓋的點(diǎn)焊定位等,縫焊主要是熱水器水箱內(nèi)膽的縱焊縫焊接和內(nèi)膽與端蓋的環(huán)焊縫焊接[4]。
2.2 主要焊接工藝參數(shù)(以δ=0.6 mm為例)
2.2.1 手工鎢極氬弧焊工藝參數(shù)(參考)
手工鎢極氬弧焊工藝參數(shù)如表3所示,主要用于補(bǔ)焊或水嘴的角焊縫焊接,一般無(wú)法進(jìn)行根部保護(hù)。
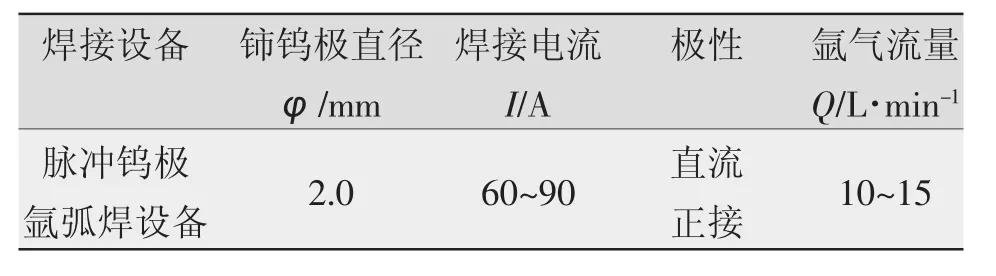
表3 手工鎢極氬弧焊工藝參數(shù)
2.2.2 自動(dòng)鎢極氬弧焊工藝參數(shù)(參考)
自動(dòng)鎢極氬弧焊工藝參數(shù)如表4所示,主要用于水箱內(nèi)膽縱縫焊接等。
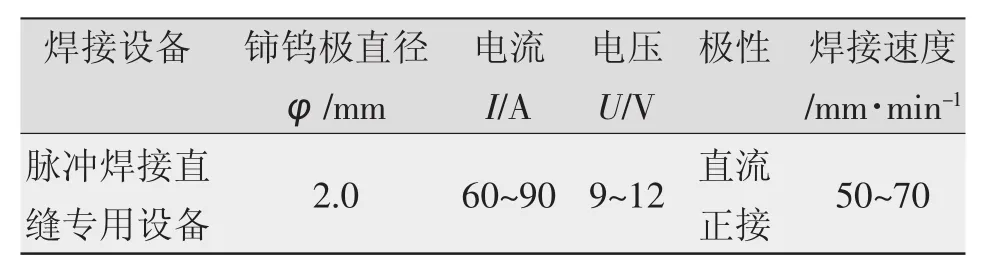
表4 自動(dòng)鎢極氬弧焊工藝參數(shù)
2.2.3 電阻點(diǎn)焊工藝參數(shù)(參考)
電阻點(diǎn)焊工藝參數(shù)如表5所示,主要用于水箱內(nèi)膽附件的焊接工作及點(diǎn)焊定位。焊接工藝要點(diǎn)為:(1)電極表面應(yīng)保持清潔,保證電極接觸面直徑尺寸,經(jīng)常修磨(可采用車(chē)床車(chē)削);(2)奧氏體不銹鋼電焊焊接過(guò)程中采取強(qiáng)制水冷措施,有利于焊接電極及焊接質(zhì)量;(3)焊縫搭接位置及周?chē)?0 mm范圍內(nèi)應(yīng)清理干凈,保證無(wú)油污、雜物等,最好用丙酮或酒精清洗。
2.2.4 電阻縫焊工藝參數(shù)(參考)
電阻縫焊工藝參數(shù)如表6所示,主要用于水箱內(nèi)膽縱焊縫及環(huán)焊縫的焊接及內(nèi)膽機(jī)械化生產(chǎn)線(xiàn)的焊接等。焊接工藝要點(diǎn)為:(1)電極表面保持清潔,保證電極接觸面寬度尺寸,經(jīng)常修磨(可采用車(chē)床車(chē)削)。(2)奧氏體不銹鋼電焊焊接過(guò)程中采取強(qiáng)制水冷措施,有利于焊接電極及焊接質(zhì)量。(3)焊縫搭接位置及周?chē)?0 mm范圍內(nèi)應(yīng)清理干凈,保證無(wú)油污、雜物等,最好用丙酮或酒精清洗。(4)每次正式焊接前均應(yīng)對(duì)焊接規(guī)范進(jìn)行驗(yàn)證,即檢驗(yàn)試板焊接質(zhì)量是否滿(mǎn)足質(zhì)量要求,主要是進(jìn)行撕裂試驗(yàn)。
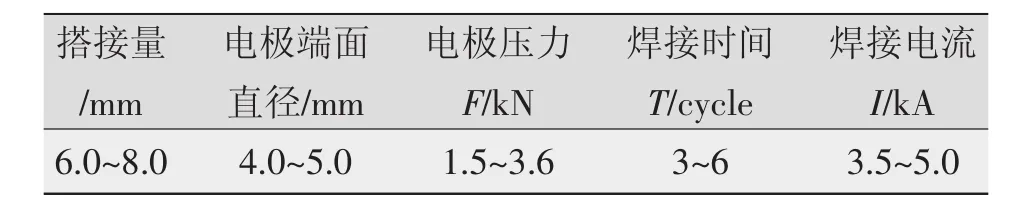
表5 電阻點(diǎn)焊工藝參數(shù)
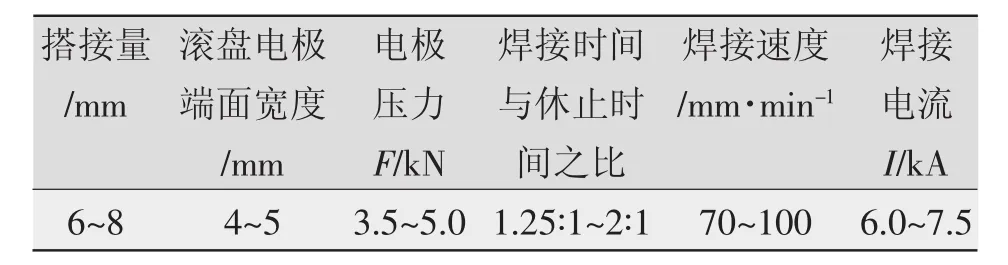
表6 電阻縫焊工藝參數(shù)
2.3 承壓式太陽(yáng)能熱水器儲(chǔ)水箱內(nèi)膽焊接方法及工藝
考慮效率和成本等因素,承壓式太陽(yáng)能熱水器儲(chǔ)水箱內(nèi)膽Q235A鋼板的焊接多采用CO2氣體保護(hù)焊,其縱焊縫坡口形式為I型對(duì)接坡口,環(huán)焊縫帶襯墊I型對(duì)接坡口。CO2氣體保護(hù)焊工藝參數(shù)如表7所示。
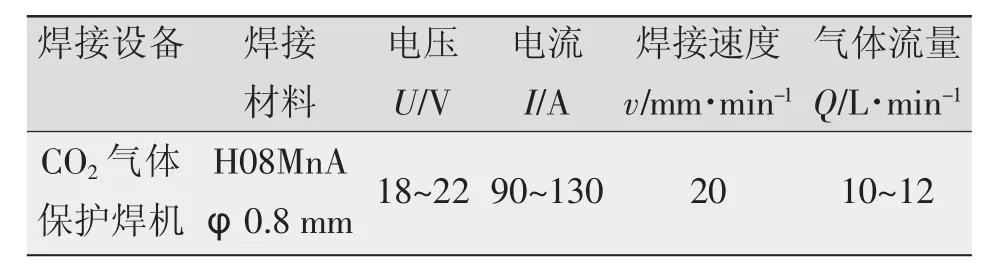
表7 CO2氣體保護(hù)焊工藝參數(shù)
3 結(jié)論
現(xiàn)階段太陽(yáng)能熱水器制造行業(yè)中水箱內(nèi)膽常用的焊接方法主要有普通熱水器內(nèi)膽奧氏體不銹鋼的電阻縫焊和承壓熱水器搪瓷內(nèi)膽Q235A鋼的CO2氣體保護(hù)焊兩種。其中電阻縫焊工藝正趨向機(jī)械化方向發(fā)展,其焊接質(zhì)量的檢驗(yàn)方法仍需加強(qiáng)和改進(jìn)。
[1] 羅運(yùn)俊,陶楨.太陽(yáng)熱水器及系統(tǒng)[M].北京:化學(xué)工業(yè)出版社,2007.
[2] 王元良.焊接領(lǐng)域發(fā)展的新動(dòng)向—太陽(yáng)能應(yīng)用中的焊接及表面工程[J].電焊機(jī),2012,42(4):1-7.
[3] 王冬梅,賀勝民,趙杰.太陽(yáng)能熱水器水箱內(nèi)膽及其防腐技術(shù)[J].太陽(yáng)能,2016,145(8):52-55.
[4] 石南輝,楊德云,吳犇,等.焊接技術(shù)在太陽(yáng)能熱水器制造中的應(yīng)用[J].中國(guó)太陽(yáng)能工程,2013(5):53-55.
猜你喜歡
建材發(fā)展導(dǎo)向(2021年6期)2021-06-09 05:57:08
裝備制造技術(shù)(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
山東冶金(2019年6期)2020-01-06 07:45:54
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
制造技術(shù)與機(jī)床(2018年12期)2018-12-23 02:40:58
制造業(yè)自動(dòng)化(2017年2期)2017-03-20 14:26:13
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
設(shè)備管理與維修(2015年12期)2015-04-09 06:57:24
