長柱塞類工件表面激光加工系統的設計與研究
2018-03-13 06:24:10奚明明張心明趙怡然胡嵩丁蘊豐
新型工業化 2018年1期
關鍵詞:系統
奚明明,張心明,趙怡然,胡嵩,丁蘊豐
(長春理工大學機電工程學院,吉林 長春 130022)
0 引 言
激光加工系統是一種集光、機、電一體化的新型加工系統,被廣泛應用于各種加工領域。激光加工是利用激光束投射到物體的表面,利用高溫對物體進行切割、焊接甚至是改變物體表面的性能,使工件表面產生汽化而完成加工的過程[1-6]。由于激光加工是非接觸式加工,與傳統的機械加工方法相比,加工的工件產生的變形小,沒有刀具的磨損[7-10]。目前針對圓柱類工件的表面加工主要是利用數控機床來完成,但是由于加工條件的限制,只能在工件表面加工簡單圖形,而且加工的幅面有限[11-12]。激光加工系統主要是以小幅面平面加工為主,對于在柱塞類等圓柱體和圓錐體等曲面工件表面的大幅面加工研究很少,因此利用掃面儀結構和原理,設計出柱塞類工件表面激光加工系統可以有效的進行曲面類工件的大幅面加工的問題。創新之處在于:① 在柱塞工件表面加工類似蛇皮紋路的圖形,代替傳統的光滑表面和環形槽表面;② 利用激光這一新型加工工具,代替傳統的機械加工;③ 采用雙軸式拼接加工方法,解決了大幅面加工的難題。
1 激光加工系統的設計
1.1 激光加工系統的結構設計
針對不同長度和直徑的柱塞類工件表面復雜圖形的加工,利用三爪卡盤、光學面包板和三維光學調整架來固定柱塞工件,調節三維光學調整架的高度和位置來保證三爪卡盤和柱塞工件的同軸度。伺服旋轉電機帶動三爪卡盤進行旋轉,進而帶動工件的旋轉,通過調節三維光學調整架在光學面包板上的位置,可以調整柱塞類工件的長度;平移導軌的主要作用是帶動激光系統的平移。激光器的升降裝置和前后的位移裝置主要是用來調節聚焦系統到加工工件的表面的距離,使加工工件的表面始終處于焦點處。激光加工系統的主要結構如圖1所示,主要的加工過程是:激光束入射到兩個反射鏡上,利用計算機控制掃描電機,從而帶動反射鏡分別沿X、Y軸轉動,聚焦系統將平行光束聚焦于一點,采用fa透鏡,激光束聚焦后落到工件上進行加工[13-15]。加工完成后,電機帶動工件轉動預設的角度繼續加工,當加工完360度時,平移導軌拖動激光系統平移預設的距離,然后重復上一步驟的加工,實現相鄰的兩個加工區域相接,完成整個拼接加工。由于激光系統在平移時會有震動,所以激光不應該在平移完成后立馬出光,應該延遲幾秒,所以設置了5秒的延遲出光,消除了因為激光系統的晃動帶來的加工誤差。
其中1是機架,2是平移導軌,3是旋轉電機和三爪卡盤,4是激光系統,5是三維光學調整架,6是控制系統和PC機。
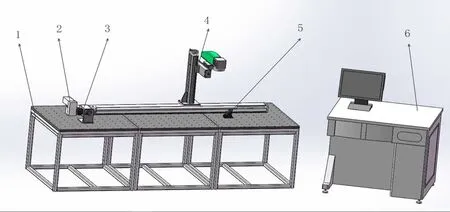
圖1 激光加工系統結構圖Fig.1 Structure drawing of laser processing system
1.2 激光系統設計
激光系統主要由兩部分構成:光纖激光器和掃描振鏡。激光系統是激光加工系統的重要組成部分,它的功能保證了工件被加工的質量。
如圖2所示:掃描振鏡由X-軸振鏡和Y-軸振鏡兩部分組成,激光通過在X軸振鏡的反射照射到Y軸振鏡上,從而通過聚焦系統的聚焦使激光到達工件表面。
1.3 激光加工系統的控制系統的設計
控制系統包括兩部分:電路控制部分和信號控制部分。
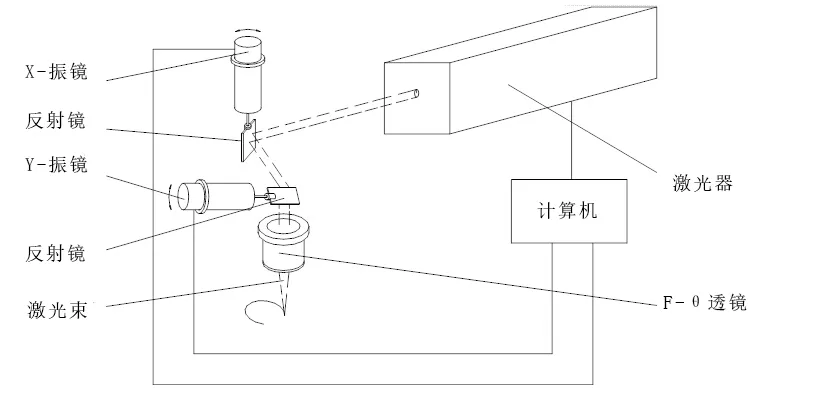
圖2 激光系統圖Fig.2 Laser system diagram
1.3.1 電路控制
電路控制部分是控制系統的重要組成部分,包括電路原理圖、時序圖、實物電路連接圖等。電路原理圖講明了電路控制的原理,如圖3所示。
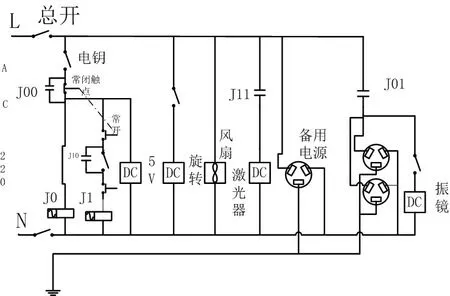
圖3 電路原理圖Fig.3 Schematic circuit diagram
由電路原理圖可以知道:在插上220 V電源后接通總開關(空氣開關),電鑰匙擰到閉合位置,J0繼電器的常閉觸點斷開,J00得電(J00是繼電器J0的一條通路),繼電器J0得電,同時5 V電源得電,指示燈亮起;這時繼電器J0的常開觸點閉合,J10(繼電器J0的一條通路)得電,繼電器J1得電,此時的繼電器J0的常閉觸點和繼電器J0的常開觸點構成自鎖;當總開關接通后風扇得到電開始轉動,備用電源部分得電,在用到時可以進行電源的擴展,此時用于計算機供電的插排得電,在計算機主機打開后,計算機、顯示屏得電。閉合振鏡開關,振鏡系統得電,在計算機軟件給出信號后,振鏡就會擺動;旋轉開關閉合后,24 V直流電源得電,步進電機驅動器得電,在軟件給出信號后電機就可以進行轉動;指示開關閉合后,紅光指示進行工作;光纖開關閉合后,光纖激光器電源得電,在計算機給出信號后,激光器就可以出光。
1.3.2 信號控制
信號控制是由激光加工系統控制系統的大腦,信號控制是一個控制系統能否工作的關鍵。激光加工系統的信號控制包括兩部分:控制板卡以及相應的控制軟件。
控制板卡采用了USB接口與計算機連接,計算機上安裝控制軟件。操作者通過對軟件數據的設定,從而控制板卡發出指令。板卡在接到軟件發出的指令后會發出PWM脈沖信號到數字信號處理器,然后通過D/A轉換器,將數字信號轉換成模擬信號,再發送給掃描振鏡系統和伺服電機驅動器中,完成信號的傳輸,保證了激光加工與信號的同步。
2 相關實驗
根據蛇皮紋路形狀,加工相應的圖形,將蛇皮形狀規則化,可以近似看成正六邊形,因此對柱塞工件表面進行正六邊形的加工,具體的加工圖形如圖4所示。
以右面的圖形進行說明,橫向的距離表示要加工的總長度,這個距離根據實際的加工需要進行設置;豎向的距離表示柱塞工件截面外圓的周長,柱塞直徑可以根據國標進行選擇;六邊形的大小需要根據ANSYS的漏失量仿真進行確定,不同大小的六邊形進行漏失量的仿真時漏失量會不同,而對柱塞工件表面復雜圖形的加工的要求漏失量比光滑的柱塞工件小;同理六邊形之間的槽寬、槽深也需要進行ANSYS的仿真。
2.1 旋轉拼接加工實驗
由于激光加工系統的加工范圍的限制(加工范圍為110 mm*110 mm),因此對于長度超過110 mm的柱塞類工件需要拼接加工。
2.1.1 旋轉拼接加工實驗的研究
(1) 同軸度的調節
同軸度的調節是指盡量減少兩個相鄰的軸的錯位情況,使每個軸在正常運行的情況下,處于同一個中心線上。對于長度比較長的柱塞類工件,如果同軸度得不到保證,那么在相同的參數下,加工的情況就會不同,靠近三抓卡盤的那端剛好拼接上,而遠離三抓卡盤的那一端會出現縫隙等現象,因此同軸度對于這個激光加工是非常重要的。
同軸度的調節主要用到千分表以及磁力表座,具體的步驟如下:
步驟1:將工件一端安裝到三抓卡盤上,一端固定在三維光學調整架上,用肉眼粗調一下同軸度。
步驟2:將兩個千分表用磁力表座固定好,分別放在被測軸的兩側。
步驟3:調整千分表的位置,使表針始端與被測軸接觸,并且保證千分表的示數為0。
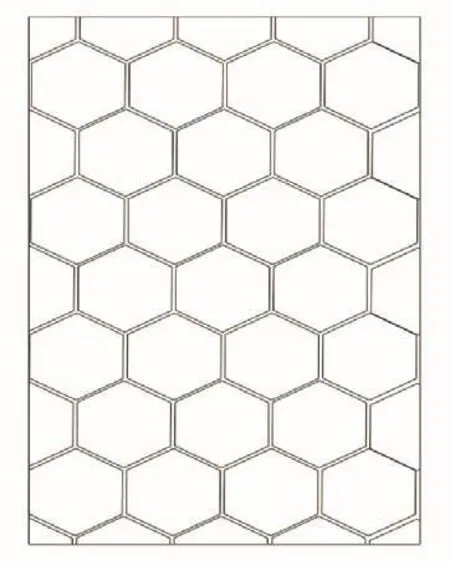
圖4 加工的圖形Fig.4 Machined figure
步驟4:轉動三抓卡盤,使其帶動工件緩慢的繞軸線轉動,觀察兩個千分表的讀數變化。
步驟5:根據千分表實際的讀數變化,調整三維光學調整架。
重復上述的步驟進行同軸度的調整,直到兩個千分表的示數相同或者接近為止。
(2) 拼接加工的步驟
對同軸度調節完成后,進行工件的拼接加工,工件的拼接加工包括兩個大步驟。步驟1:對工件進行360度的封閉加工,指通過控制軟件的參數設置,完成柱塞工件的部分旋轉加工。步驟2:移動激光系統,指在完成上述加工后,通過控制軟件的設置,利用平移導軌,帶動激光系統平移指定的距離。整個拼接加工是步驟1和步驟2的循環加工。
(3) 旋轉加工的參數設置
旋轉加工主要是通過控制軟件對旋轉電機的控制來完成加工的,主要的參數有每轉脈沖數、分割尺寸等。每轉脈沖數是旋轉電機旋轉一周所需要的脈沖數,通過下面的公式可以計算出所需要的每轉脈沖數:
X=(360/N)*n
其中X表示每轉脈沖數;N表示我們使用的電機的步距角;n表示驅動器設定的細分數。由電機的驅動器的細分數、電機的減速比以及電機的步距角,設置每轉脈沖數為25600。
每轉移動距離是指對工件加工一圈移動的距離,即工件橫截面外圓的周長,由于工件的直徑已經設置了,所以這里不用設置這個參數。
分割尺寸設置:分割尺寸是指拼圖加工時,與擴展軸對應的振鏡軸每次所加工的尺寸范圍,分割尺寸的大小對整個拼圖加工非常重要,它直接影響著拼圖加工的時間和效率。具體參數設置如圖5(a)和(b) 所示。
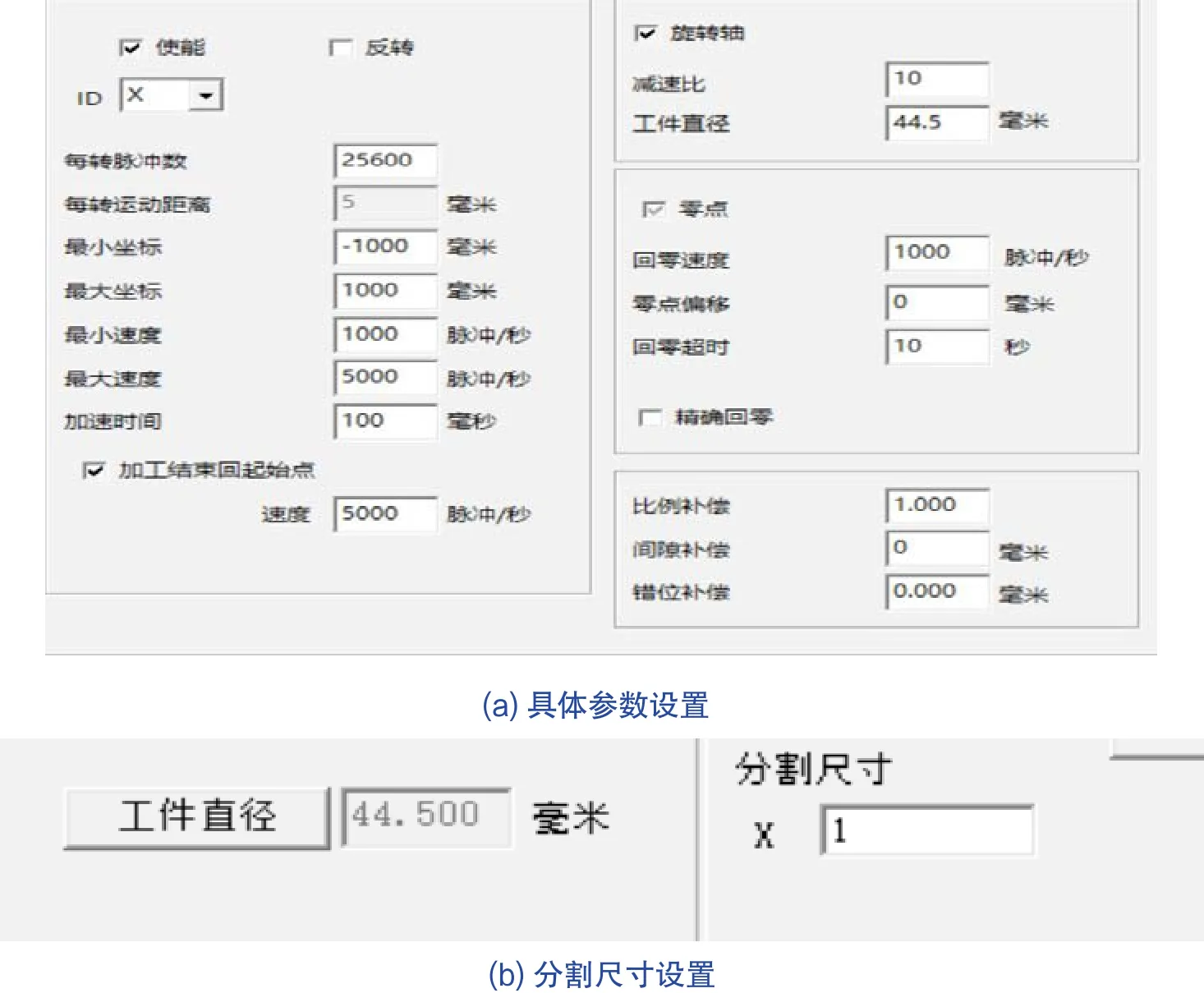
圖5 旋轉加工的參數設置Fig.5 Parameter setting for rotation processing
分割尺寸設置越小,加工的效果越好,但是考慮到加工效率的問題,分割尺寸設置為1。工件直徑通過電子游標卡尺直接測量。
(4)平移加工的參數設置
平移距離的參數設置也是通過對控制軟件的設置來完成的。運動步長相對于平臺運動來說指的是當用戶每一次按鍵平移擴展軸時(或者每次旋轉加工完成后)要移動的距離,相對于轉軸運動來說指的是運動的圓周距離。所以運動步長是指旋轉拼接加工完成后所要移動的距離,也是每次旋轉加工所要加工的軸向距離。Y軸的分割尺寸是平移導軌將激光系統平移的距離,分割尺寸不能設置太大,因為激光加工系統加工范圍的限制,設置太大會使加工的圖形失真,影響加工效果,也不能設置的太小,設置的太小,加工效率太低,需要的加工時間太長,可以根據自己的加工需要設置。
每轉脈沖數也是根據電機的驅動器等參數來決定的,設置為25600。由于平移加工需要保證拼接的精度,因此選用伺服電機平移導軌,精度為2微米,完全滿足加工要求。具體參數如圖6(a) 和(b) 所示。
2.1.2 旋轉拼接加工
為了驗證不同長度的拼接效果,設計出幾種不同長度的柱塞類工件,工件的材料是45號鋼,直徑為44.5 mm,長度分別為100 mm,300 mm和500 mm。設置Y軸分割尺寸為50 mm,這樣上述工件的軸向拼接次數依次是1次、5次和9次,設置X軸分割尺寸為3 mm,加工一圈需要進行旋轉46次。
2.2 零件的加工與檢測
根據加工要求,設計相關實驗,驗證加工效果。如圖7是激光加工裝置的實物圖,圖8是加工工件的成型圖,圖9是在金相顯微放大100倍后的圖,從圖9可以看出,在拼接處,不存在間隙、錯位等現象,說明加工的工件符合要求。在圖9中,由于柱塞工件表面拼接處的檢測難以實現,所以采用平面拼接的形式,只要保證柱塞工件測量的準確性,就能保證拼接效果。
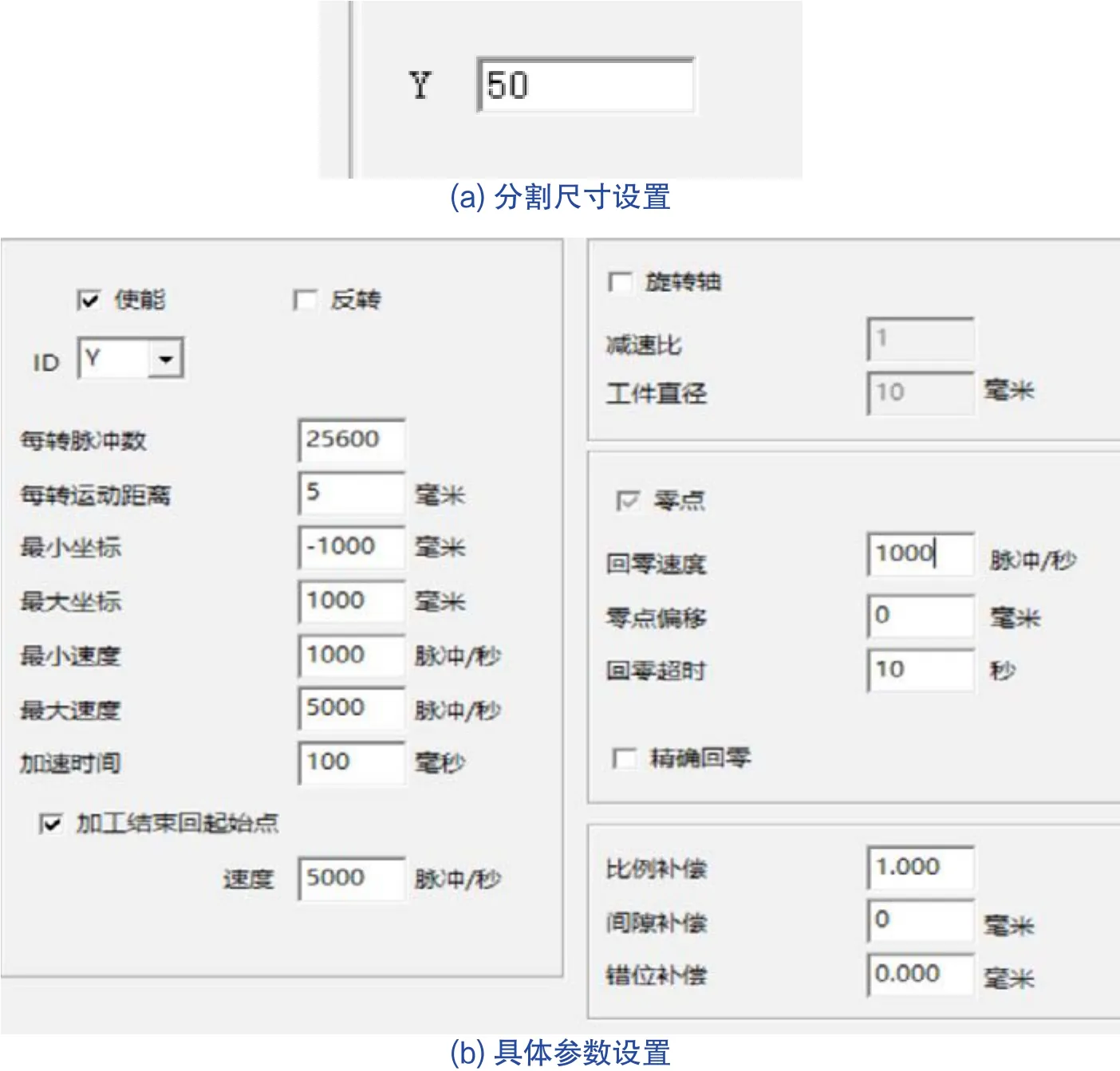
圖6 平移距離的參數設置Fig.6 Parameter setting of translation distance
3 結論
本文針對柱塞類工件表面加工復雜圖形的問題,研制了激光加工系統,通過旋轉電機、平移導軌以及激光器的配合,完成加工。在加工過程中的難點是:① 信號干擾與屏蔽防護;② 工件和三爪卡盤的同軸度問題,只有同軸度得到保證,在加工的過程中,激光才會始終處在焦點處;③ 旋轉電機和平移導軌的精度以及配合問題,關系到工件加工過程中的拼接精度。柱塞類激光加工系統的設計與研究為復雜曲面類零件的加工提供了新思路,通過控制拼接精度該平臺可以在微納加工、人造骨骼等眾多領域得到應用。

圖7 激光加工系統實物圖Fig.7 Laser processing system physical picture

圖8 激光加工過程圖Fig.8 Laser process diagram
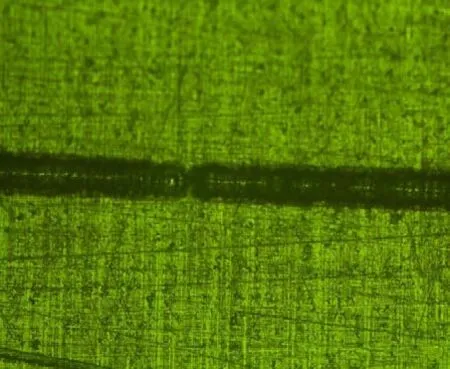
圖9 加工效果檢測圖Fig.9 Processing effect test chart
[1] 杜洋, 徐偉, 錢慶鵬. 激光加工及其發展[J]. 四川水泥, 2017(1):114-114.DU Yang, XU Wei, QIAN Qing-peng. Laser processing and development [J]. Sichuan cement, 2017(1):114-114.
[2] 王健. 激光打標機控制系統軟件平臺構建及矢量打標控制研究[D]. 南京:南京理工大學, 2010: 4-10.WANG Jian. Research on software platform construction and vector marking control of laser marking machine control system [D]. Nanjing:Nanjing university of science and technology, 2010: 4-10.
[3] 歐陽敏. 激光打標機運動控制器的設計與實現[D]. 武漢:武漢理工大學, 2014: 4-10.OUYANG Min. Design and implementation of the motion controller of laser marking machine [D]. Wuhan:Wuhan university of technology,2014: 4-10.
[4] 孔凡茂, 高藝, 丁蘊豐,等. 激光加工標刻機的光機電系統研究[J]. 長春理工大學學報(自然科學版), 2014(1):32-36.KONG Fan-mao, GAO Yi, DING Yun-feng, et al. Study on the electro-mechanical system of laser machining marking machine [J]. Journal of changchun university of technology (Natural Science Edition), 2014(1):32-36.
[5] 王云峰, 張文武. 激光加工中控制技術的研究[J]. 內燃機與配件, 2018(1):121-122.WANG Yun-feng, ZHANG Wen-wu. Research on control technology in laser processing [J]. Internal combustion engine and accessories,2018(1):121-122.
[6] 吉進剛. 激光技術在金屬材料加工工藝中的應用研究[J]. 工程技術:全文版:00210-00210.JI Jin-gang. Application of laser technology in metal materials processing [J]. Engineering technology: full-text version :00210-00210.
[7] 林樹忠, 孫會來. 激光加工技術的應用及發展[J]. 河北工業大學學報, 2004, 33(2):77-82.LIN Shu-zhong, SUN Hui-lai. Application and development of laser processing technology [J]. Journal of hebei university of technology,2004, 33(2):77-82.
[8] 張玉華, 陸茵. 關于激光打標的原理及發展的研究[J]. 自動化與儀器儀表, 2014(5):33-34.ZHANG Yu-hua, LU Yin. Research on the principle and development of laser marking [J]. Automation and instrumentation, 2014(5):33-34.
[9] 楊皓天, 萬騰, 劉瑤. 機械制造中使用激光加工的應用介紹[J]. 農機使用與維修2017(11):15-15.YANG Hao-tian, WAN Teng, LIU Yao. Application of laser processing in mechanical manufacturing [J]. Agricultural machinery use and maintenance 2017(11):15-15.
[10] 趙建智, 陳明華, 趙作福,等. 激光-電弧復合焊接中激光脈沖對電弧正-負半波作用[J]. 新型工業化, 2016, 6(3):7-12.ZHAO Jian-zhi, CHEN Ming-hua, ZHAO Zuo-fu, et al. Laser pulses in laser - arc composite welding [J]. New industrialization, 2016,6(3):7-12.
[11] 劉偉苓. 回轉體零件數控雕刻機控制系統的研究與設計[D]. 山東:山東理工大學, 2014:6-10.LIU Wei-ling. Research and design of the control system of CNC carving machine for rotary parts [D]. Shandon:Shandong university of technology, 2014:6-10.
[12] 馮碩春. 長軸類零件的數控加工設計研究[J]. 科技風, 2009(16):195-197.FENG Shuo-chun. Research on numerical control machining of long axis parts [J]. Technology wind, 2009(16):195-197.
[13] 盧杰. 光纖激光打標機的組成原理及其應用[J]. 激光雜志, 2013, 34(2):41-42.LU Jie. Composition principle and application of optical fiber laser marking machine [J]. Laser magazine, 2013, 34(2):41-42.
[14] 康衛. 激光打標機的原理及維修[J]. 半導體技術, 2010, 35(7):640-643.KANG Wei. Principle and maintenance of laser marking machine [J]. Semiconductor technology, 2010, 35(7):640-643.
[15] 趙群, 王超, 楊進華. 激光振鏡掃描圖形失真分析及校正方法研究[J]. 長春理工大學學報(自然科學版), 2012, 35(4):63-65.ZHAO Qun, WANG Chao, YANG Jing-hua. Study on distortion analysis and correction method of laser beam scanning images [J]. Journal of changchun university of technology (Natural Science Edition), 2012, 35(4):63-65.
猜你喜歡
工業設計(2022年8期)2022-09-09 07:43:20
軍民兩用技術與產品(2021年10期)2021-03-16 06:05:30
北京測繪(2020年12期)2020-12-29 01:33:58
裝備制造技術(2019年12期)2019-12-25 03:06:46
制造技術與機床(2019年10期)2019-10-26 02:47:06
中國洗滌用品工業(2019年4期)2019-05-11 09:27:34
鐵道通信信號(2018年5期)2018-06-28 03:06:24
家庭影院技術(2017年9期)2017-09-26 03:41:45
知識經濟·中國直銷(2017年5期)2017-06-15 20:28:19
通信電源技術(2016年6期)2016-04-20 06:21:32