電鍍錫/鍍鉻兩用機組的工藝流程
2018-03-06 05:53:21陳志源
重型機械 2018年1期
關鍵詞:工藝
陳志源,張 強
(中冶南方工程技術有限公司上海分公司,上海 201900)
0 前言
電鍍錫產品和電鍍鉻產品同為包裝材,生產工藝相近,因此國內外有些包裝材生產廠家從靈活生產、節約建設總投資出發,設計了鍍錫和鍍鉻兩種工藝兼容的共用機組生產線。目前全世界共有鍍錫板及鍍鉻板生產線共約177條[1],鍍鉻專用線約15條,鍍錫鍍鉻共用線約20條。其中,國外鍍錫/鍍鉻共用線保持連續生產切換的有2條,分別是荷蘭塔塔corus公司1條,韓國東部制鋼1條。國內除在中山中粵馬口鐵工業有限公司有1條鍍錫/鍍鉻兩用生產線外,其他大型鋼鐵企業還沒有鍍錫/鍍鉻共用線。
本文重點介紹了鍍錫/鍍鉻兩用機組在切換點后的雙通道工藝流程及前處理、電鍍、軟熔、鈍化主要工藝設備情況。由于本機組是一條高速超薄鍍錫/鍍鉻兩用生產機組,其生產工藝及設備配置與傳統鍍錫及鍍鉻機組有所差異,本文旨在說明鍍錫/鍍鉻兩用機組生產工藝與傳統電鍍錫/電鍍鉻工藝的不同處,并對主要工藝選型進行探討。
1 電鍍錫/鍍鉻兩用機組工藝流程
1.1 電鍍錫/鍍鉻兩用機組生產工藝
本次建設的兩用機組電鍍錫段和電鍍鉻段工藝都采用弗洛斯坦不可溶陽極法,其中電鍍鉻采用二步法電鍍工藝。兩用機組采用“先鍍鉻、后鍍錫”的工藝布置,先鍍鉻工藝降低清洗后距離過長導致的氧化、生銹出現鍍后白斑、色差等問題的風險[2],后鍍錫減輕鍍后因帶鋼通道過多生成黑灰的風險[3];本次鍍錫鍍鉻兩用機組入口、出口各采用一套圓盤剪,入口段圓盤剪用于鍍錫產品切邊,出口段圓盤剪用于鍍鉻產品切邊;由于鍍鉻產品表面硬度高、對圓盤剪要求較高,采用進口圓盤剪,鍍錫產品則采用國產圓盤剪。
1.2 電鍍錫/鍍鉻兩用機組工藝流程
如圖1所示,機組在切換點后電鍍工藝有兩個流程:
鍍鉻流程:酸洗—酸沖洗—電鍍金屬鉻—沖洗—電鍍氧化鉻—沖洗。電鍍鉻采用含NH4F體系鍍液,第一步電鍍金屬鉻設置1個預浸槽,預浸槽鍍液采用獨立循環以控制電鍍液中Fe離子濃度。預浸后設置5個電鍍槽,單面電鍍電流4.5 kA/道,電鍍電壓30 V,極板20套。電鍍槽后設置2個帶出槽,帶出槽用于清洗帶鋼并防止電鍍液隨帶鋼帶去。之后帶鋼進入電鍍氧化鉻段,設有1個預浸槽1個氧化鉻鍍槽,單面電鍍電流7.5 kA/道,電鍍電壓30 V,極板4套,鍍氧化鉻段帶出槽3個,通過二步電鍍后在帶鋼表面覆上一層金屬鉻和氧化鉻薄膜,經過清洗后然后烘干、糾偏轉向通過雙通道送往切換點。
鍍錫流程:酸洗—酸沖洗—保濕—電鍍錫—邊部打印、中部打印—軟熔—后處理(鈍化)。電鍍錫采用含MSA鍍液,帶鋼經酸洗、沖洗后通過旁通經保濕槽送往鍍錫鍍槽。設置1個預浸槽,預浸槽鍍液采用獨立循環,帶鋼在微酸性環境中去除保濕過程中的氧化膜。電鍍錫槽數量為10個,單面電鍍電流4.5 kA/道,電鍍電壓30 V,極板40套。電鍍槽后面設置了3個帶出槽,用于清洗帶鋼并防止電鍍液隨帶鋼帶去,帶出槽的溶液含微量的電鍍液,通過蒸發器濃縮后返回電鍍循環系統使用。帶出槽之后設置1個助熔槽,通過添加助熔劑為接下來的軟熔處理做準備,均勻鍍層的光亮度,預防鍍層缺陷發生。帶鋼經助溶處理之后進入擠干、烘干、糾偏、轉向輥等,進入邊部打印機和滿幅打印機在帶鋼表面作記號,以區分差厚鍍層。隨后帶鋼進入軟熔段,通過全感應軟熔將帶鋼表面的鍍錫層溶化,立即進入水淬槽進行冷卻,調整合金層的厚度。之后帶鋼進入后處理設備,經后處理(鈍化)后在帶鋼表面覆上一層鈍化薄膜。后處理設備包括2個含鉻化學處理槽,1個無鉻化學處理槽,2個帶出槽,可通過停機穿帶切換不同的通道實現有鉻鈍化和無鉻鈍化切換生產,后處理段單面電鍍電流3.0 kA/道,電鍍電壓20 V,極板6套,帶鋼經過帶出槽清洗后清除帶鋼表面的化學溶液,然后烘干、糾偏轉向通過雙通道送往切換點。
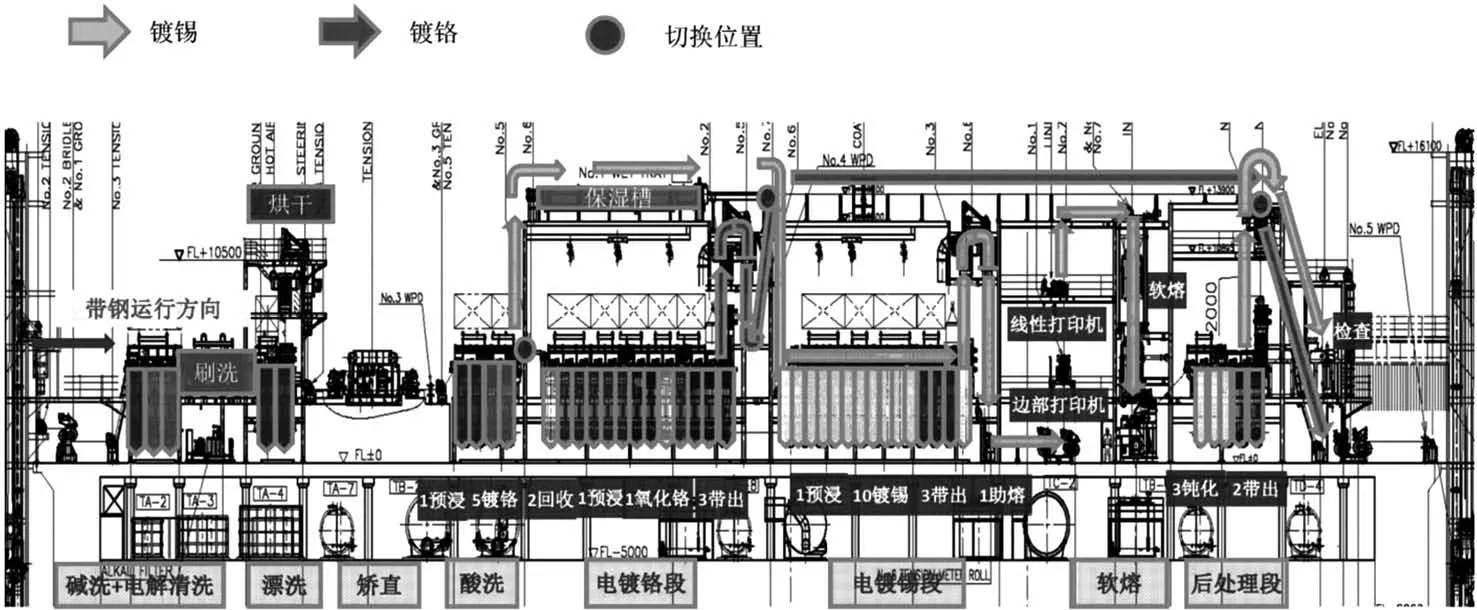
圖1 切換點后電鍍工藝示意圖
2 電鍍錫/鍍鉻兩用機組工藝設計選型
2.1 機組產品概況
產品規格:厚度0.12~0.55 mm,寬度700~1 230 mm
產品品種:一次材(SR)和二次材(DR)
設計產量20萬噸,鍍錫層厚度為:0.5 g/m2、1.1 g/m2、2.8 g/m2、5.6 g/m2、8.4 g/m2、11.2 g/m2。
鍍鉻層厚度:金屬鉻最小厚度為50 mg/m2,最大厚度為 150 mg/m2;氧化鉻最小厚度為5 mg/m2,最大厚度為 35 mg/m2。
2.2 前處理工藝
前處理用來除去帶鋼表面的油、干油和氧化物,鍍前原板清潔度越高,鍍錫/鍍鉻板耐蝕性能越好[4]。前處理工藝的選擇基于生產產品表面殘留物量、表面質量狀態以及生產速度,本次新增的電鍍錫/電鍍鉻共用機組生產線同時生產一次材和二次材,選用堿洗、電解清洗、堿刷洗、漂洗、烘干、拉矯、電解酸洗、酸沖洗、烘干工藝。若只生產一次鍍錫/鍍鉻產品,由于前道工序連退或罩退后的產品殘油殘鐵量較小,清洗能力可以減小;若采用罩退原料或連退成品板型不佳,可采用先拉矯,后堿洗、電解清洗、漂洗、電解酸洗、電鍍工藝。
2.3 電鍍工藝
常見的鍍鉻電鍍液分類有:(1)以氟化物為催化劑的鍍鉻工藝;(2)以氯、溴、碘及穩定的羧酸作催化劑的鍍鉻工藝;(3)以稀土作添加劑的鍍鉻工藝。
一般來說將只含H2SO4為添加劑的標準鍍鉻溶液稱為第1代鍍鉻液,將含有氟的復合鍍鉻及使用MgO和H3BO3的快速鍍鉻稱為第2代鍍鉻,將不含氟化物無腐蝕的高效鍍鉻工藝稱為第3代鍍鉻工藝。在第3代鍍鉻添加劑中有:烷基磺酸、鹵化物、鹵酸鹽、鹵代羧酸、鹵代二羧酸、氨基酸、吡啶羧酸、稀土化合物、羥基酸、乙二酸、醛類等。但第三代電鍍液成本較高,在一定程度上會影響其推廣應用[5],目前世界上主流電鍍鉻機組還是以第2代電鍍液為主。本工程選用新日鐵公司傳統設計以氟化銨為添加劑的電鍍液,鍍液鉻酸酐濃度為150 g/L,氟化銨濃度 3.5 g/L。
常見的鍍錫電鍍液有兩種:一種是苯酚磺酸鍍液體系(PSA),一種是新型環保的甲基磺酸鹽(MSA)。甲基磺酸鹽鍍錫與苯酚磺酸鍍錫相比具有如下優點:無毒及完全生物降解,廢水處理簡單,不含游離酚類等有毒物質,沉積物產生率低,生產范圍寬,高導電性,降低能源消耗,運行速度高,運行成本低等優點,相比傳統30 g/L的PSA電鍍工藝,MSA電鍍工藝可以在14 g/L的錫濃度下工作,減少錫帶出損耗;MSA鍍液對鐵離子污染的容忍性高,最高可達30 g/L,在鐵離子濃度15 g/L時,傳統PSA鍍液工藝的錫泥損失2%~3%,而MSA鍍液工藝只有0.7%的錫泥損失。MSA電鍍后產品與PSA電鍍后產品相比顏色偏黃,下游用戶習慣接受PSA電鍍后產品可能需經過一段驗證試驗適應期。隨著目前國內首鋼、沙鋼、中山中粵、梅鋼等大型鋼鐵廠都開始投產并運行MSA鍍液體系的電鍍錫機組,其應用將越來越成熟,MSA工藝鍍錫也向著產品低鉛、無鉻化處理方向發展,必將成為未來的發展趨[6]。
2.4 軟熔工藝
軟熔目的是為了消除原板電鍍錫后錫層的針孔,并在錫層與基板之間形成具有高耐蝕性能的錫鐵合金層,常用軟熔方法有:電阻軟熔、全感應軟熔和聯合軟熔。本機組采用全感應加熱法軟熔,高頻全感應加熱法具有加熱速度快,有利于減少錫層氧化,溫度控制精度高,不與帶鋼接觸,能減少燒點缺陷等優點,在歐洲高速電鍍錫機組中應用較多[7-11]。
本工程感應加熱器頻率是170 kHz,額定功率是3 100 kW(根據帶鋼規格調整),感應加熱器移動行程4.5 m。本工程感應軟熔頻率選擇較高,對交流電流頻率波動控制較好,錫層在熔融時流動頻率與加熱器頻率成正比,流動較均勻,不易產生木紋缺陷。同時嚴格控制加熱溫度與時間,減少過熱斑和水淬斑缺陷發生。
2.5 鈍化工藝
本工程鍍錫鈍化采用5槽鈍化,滿足多種鈍化工藝的要求以及節水要求。具備噴涂式無鉻鈍化能力,通過在鈍化后增加噴涂式無鉻鈍化設備,可實現311鈍化及無鉻鈍化切換。以滿足歐洲等地區提出的無鉻鈍化要求,并實現鈍化液零排放。鈍化工藝示意圖如圖2所示。
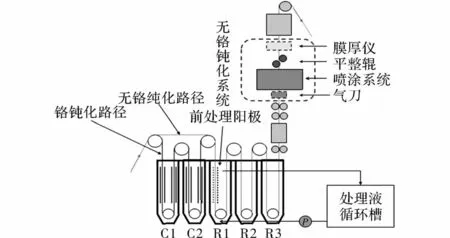
圖2 鈍化工藝示意圖
2種鈍化生產過程分別如下:
311鈍化流程:帶鋼經C1、C2槽鈍化,R1槽空過,R2、R3槽帶出。
無鉻鈍化流程:帶鋼跳過C1、C2槽,進入R1槽前處理,經R2、R3槽帶出后擠干,無鉻鈍化液噴涂,平整輥平整,測量膜厚,烘干。
311鈍化液為重鉻酸鈉,濃度25 g/L。無鉻鈍化前處理液為碳酸鈉,無鉻鈍化液為鉬酸鹽與植酸體系鈍化液[12-14],電鍍電壓30 V,單面電鍍電流每道3 kA,極板6套。
3 結語
本文介紹了國內某大型鋼鐵企業鍍錫鍍鉻共用機組工藝設計流程及主要工藝選型,從機組設備組成、工藝流程等方面介紹了鍍錫/鍍鉻兩用機組的技術特點、裝備水平,重點介紹了鍍錫/鍍鉻雙通道的工藝流程和鈍化、電鍍、軟熔工藝,為國內自主設計鍍錫/鍍鉻雙通道兩用機組起到一定參考作用。
[1] 宋佳.我國鍍錫板生產技術的發展及幾點建議[J].軋鋼,2007,24(2):35-38.
[2] 朱國和,朱健華.寶鋼二次冷軋電鍍鉻板的表面形貌與缺陷分析[J].世界鋼鐵,2014,14(02):48-51.
[3] 蘭劍,唐超,陳成增.鍍錫板表面黑灰缺陷成因分析及對涂飾性的影響[J].上海金屬,2014,36(06):45-48.
[4] 黃興橋,韓家軍,李寧,等.原板酸洗失重性能對鍍錫板耐蝕性的影響[J].電鍍與涂飾,2004(04):7-9.
[5] 梁啟民.高速鍍硬鉻(MachIl工藝)[J].電鍍與精飾,1988(06):15-19.
[6] 薄煒.MSA工藝在梅鋼電鍍錫生產中的應用實踐[J].寶鋼技術,2014(06):32-35.
[7] 李春明,徐遠軍.冷軋帶鋼連續電鍍錫機組工藝設計[J].冶金設備,2012,12(06):32-37.
[8] 章曉波.鍍錫薄板生產過程中錫層的軟熔處理技術[J].有色冶金設計與研究,2011(01):25-27.
[9] 李其增.電鍍錫機組工藝設計分析[J].上海冶金設計,1995(02):1-6.
[10] 曹美霞,錢常耘,徐正東.梅鋼電鍍錫機組軟熔工藝特點及其對質量的影響[J].梅山科技,2009(04):60-62.
[11] 黃久貴,李寧,蔣麗敏,等.軟熔條件對鍍錫板合金層組織及其耐蝕性的影響[J].上海金屬,2004(03):19-22.
[12] 金旭芳,趙鵬飛,吳小兵,等.我國鍍錫板生產工藝技術現狀及發展趨勢[J].軋鋼,2013,30(03):41-52.
[13] 戴杭杰.電鍍錫薄鋼板的鍍后處理[J].廣東有色金屬學報,2003(01):55-59.
[14] 曹曙,周煥勤,胡維健.電鍍錫鋼板生產工藝技術及其新發展[J].上海金屬,1994,16(03):9-13.
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農藥(2019年2期)2019-07-13 05:55:12
世界農藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業技術(2016年15期)2016-12-01 05:30:59
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52