大型滾裝船艉門安裝技術
2018-03-05 06:15:14李移山劉在良胡勝利
造船技術 2018年1期
李移山, 劉在良, 胡勝利, 張 濟
(1.揚帆集團股份有限公司, 浙江 舟山316100; 2.浙江國際海運職業技術學院, 浙江 舟山316021)
0 引 言
汽車滾裝船的艉門通常可以滿足小型車、卡車、翻斗車、SUV、大型客車、拖車等多樣性的裝載需求,其結構復雜,對安裝工藝、連接精度、各相關裝置的配合等具有很高的要求。同時,艉門不僅是滾裝設備的重要組成部分,而且是連接碼頭和滾裝船的重要紐帶和橋梁。在不建造臨時通道的情況下,利用滾裝船的艉門就能有效滿足碼頭人員方便進出和物資設備快速上船安裝的需求。因此,對艉門安裝技術的分析和研究能夠相應地提升船廠汽車滾裝船的建造質量和水平,縮短船舶的建造周期。
1 艉門的設計特點和參數
該型滾裝船艉門中心線與船舶中心線成36°夾角。此艉門可展開安放在汽車滾裝船的第6甲板至到港碼頭間,作為車輛運輸的主要通道,并具有以下主要特點和要求。
通過插銷裝置及鎖緊鉤裝置,實現航行中艉門的關閉功能,保證其水密;通過頂推油缸裝置,實現艉門開啟功能的初步放倒;通過布置在艉門第1部分鋼結構上的絞車,實現艉門各部分結構間的折疊和展開功能;通過布置在第13甲板上的絞車及滑輪裝置,實現艉門的開啟及關閉狀態,上述功能均通過液壓系統實現最終功能。
主要參數:總長為38.365 m;車道寬度為7.6 m;通行最高車輛為5.3 m;結構開口為3 m×5.3 m;艉門結構總重量為130 t;第1節重量為79 t;第2節重量為30 t;第3節及翼板重量為16 t;船體結構處隨動翻板重量為3.8 t。
艉門主要包括部件:主鉸鏈,支撐鉸鏈,橫向限位,翻板,側部插銷裝置,鎖緊鉤裝置,頂推裝置,第2部分結構鎖緊鉤裝置,艉門的主體鋼結構間展開及折疊裝置,操縱裝置,橡皮及安全裝置,等等。
2 艉門安裝前的準備階段
艉門安裝應在船舶下水前(塢內)安裝。艉門的主體鋼結構及附屬設備安裝結束并報驗完畢,各個外形的主要尺寸及零件定位尺寸滿足廠家圖紙標注的公差要求,各部分結構鉸鏈連接位置活動和翻轉功能正常。艉門第1節主體鋼結構眼板的定位和公差尺寸及同軸度的定位和公差要求滿足圖1所示要求。
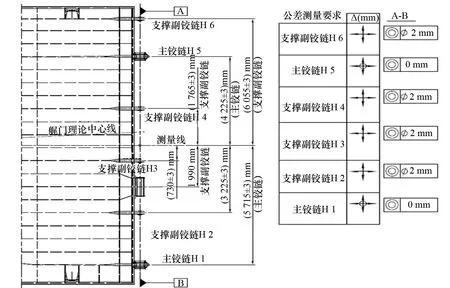
圖1 艉門第1部分鋼結構連接眼板定位圖和公差尺寸
艉門在吊裝前,施工人員應對第1節、第2節和第3節進行連接和組裝, 并進行點焊固定,然后以第1節部分的鉸鏈為基準進行定位后吊裝到船尾端右舷。
為避免艉門吊裝時出現精度偏差和安裝問題,在艉門安裝過程中,艉門附近不能有大量的火工和焊接工作或分段和大型設備的吊裝。
在船體外板上(艉門通道開孔處)做好艉門中心線和開孔線標記并打上洋沖,艉門在吊裝前劃出艉門中心線標記。
3 艉門安裝過程和工藝要求
3.1 艉門第1部分鉸鏈鋼結構眼板的安裝
將可提升主鉸鏈眼板裝配至艉門第1部分主體鋼結構眼板上,裝配過程中須注意對軸承等的保護。將艉門在各部分收攏狀態下用吊車整體吊裝至船舶尾部位置,通過吊車及千斤頂的配合,調整艉門位置及可提升主鉸鏈眼板相對位置,并最終到位。在調整過程中須注意避免眼板內部萬向軸承的偏心,防止以后運營過程中艉門萬向軸承的加速損壞。具體要求如圖2所示。點焊固定該眼板位置前, 可通過調整艉門的高度和傾斜角度來改變主鉸鏈眼板的位置。
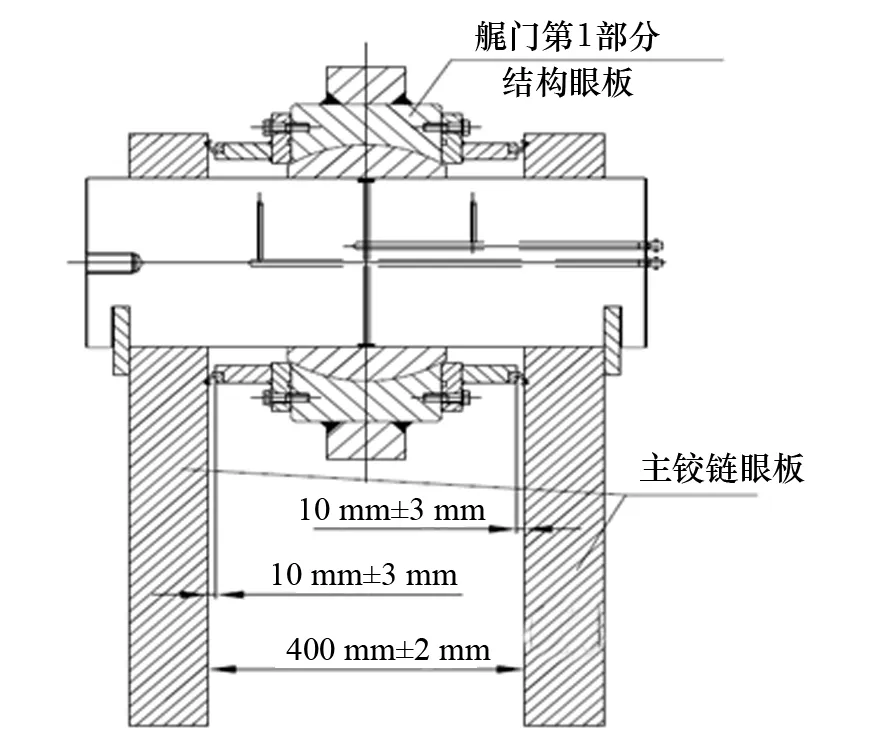
圖2 可提升主鉸鏈眼板的定位
根據艉門定位位置,定位安裝副鉸鏈支撐眼板,眼板間凈空隙約為35 mm,如圖3所示,點焊固定該位置時的艉門支撐副眼板。
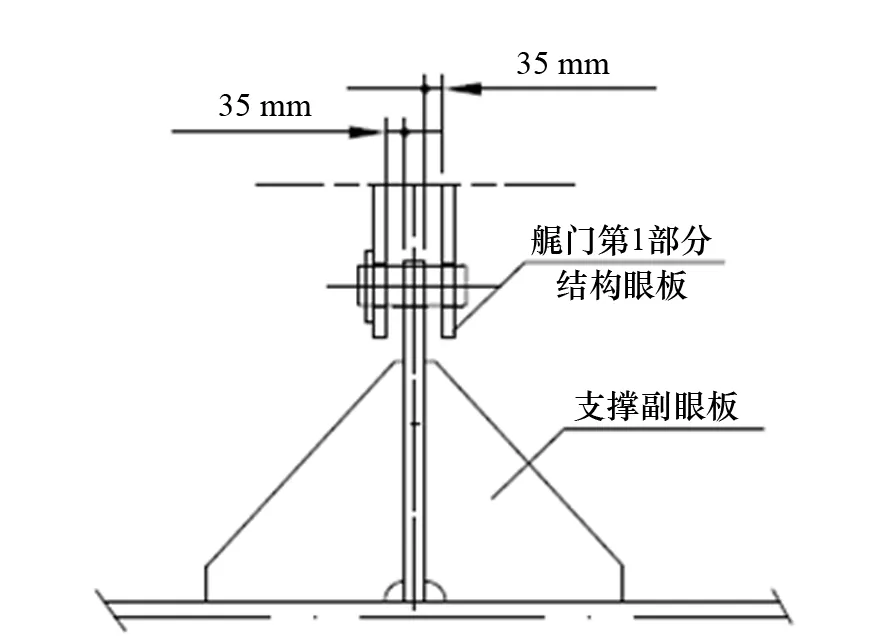
圖3 艉門支撐副眼板的安裝
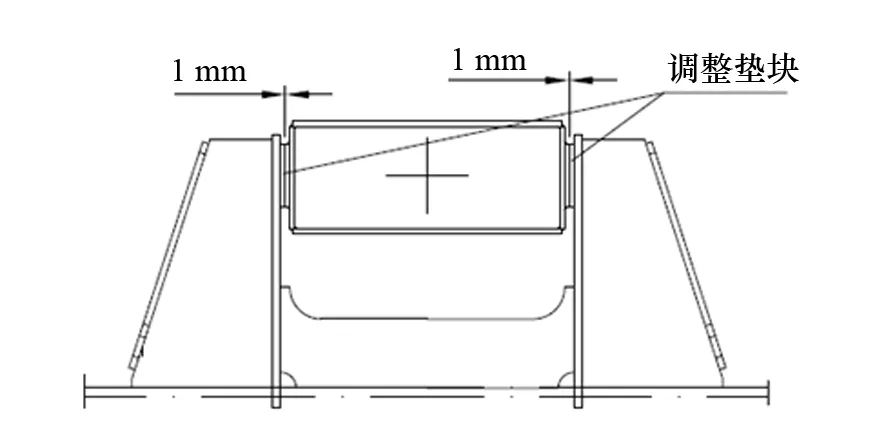
圖4 橫向限位裝置的定位
根據目前艉門定位位置,安裝艉門橫向限位裝置,根據間隙實測數據最終確定墊片的實際厚度尺寸。每邊間隙不超過1 mm(總間隙不超過2 mm),如圖4所示。點焊固定該位置時的艉門橫向限位裝置。 艉門測量線/中心線與船體中心線的布置角度,具體如圖5所示 (包括鉸鏈眼板定位尺寸和同軸度公差)。
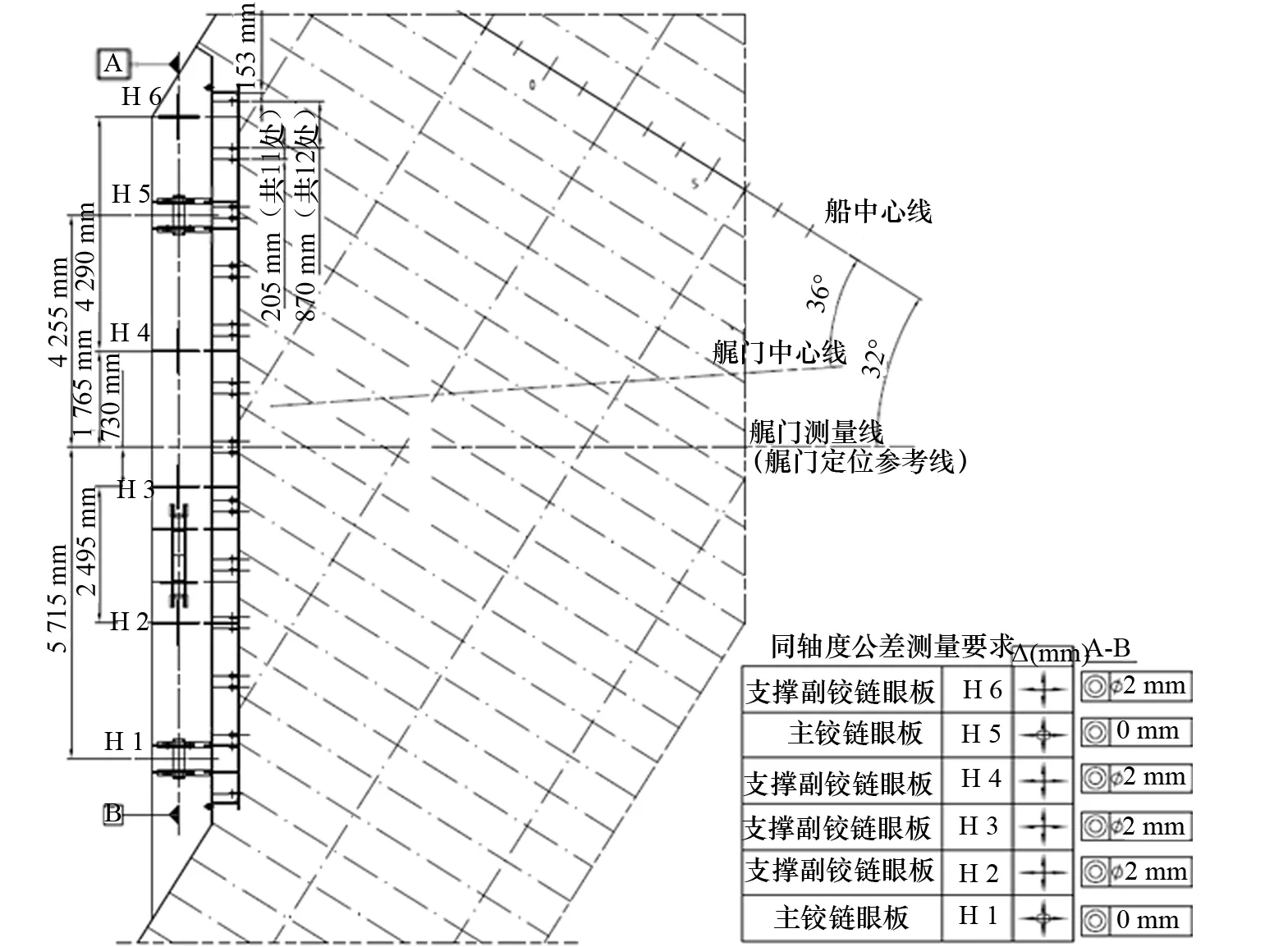
圖5 眼板定位尺寸及公差
焊工在焊接的過程中, 要控制焊接變形,防止鉸鏈焊接后垂直度超差導致連接軸不能安裝,確保軸承組能夠正常操作。焊接完成后再收放艉門,檢查鉸鏈能否正常工作。
3.2 艉門開孔位置側部插銷的安裝
在船體尾部結構上安裝艉門開孔位置側部液壓插銷裝置(第6甲板及8甲板之間)及頂部插銷(第8甲板上)。
將艉門收攏狀態下的插銷眼板上墊片位置進行現場調節。
液壓插銷裝置的油缸采用自動鎖緊油缸,通過液壓系統才能進行操作,因此安裝時不能強行拉壓活塞桿。油缸的大小規格為40 cm×21 cm/Φ63 mm,最大行程為21 cm,最大工作壓力為25 MPa。
3.3 艉門開孔位置頂部鎖緊鉤的安裝
按照頂部鎖緊裝置安裝圖,將鎖緊裝置點焊在第8甲板上,如圖6所示。液壓油缸的規格為40 cm×25 cm/Φ63 mm,最大行程為25 cm,最大工作壓力為25 MPa。鎖緊插銷位置確定并檢驗合格后,把鎖緊插銷采用全焊透的焊接形式焊在第8甲板上。
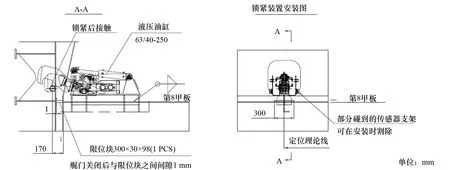
圖6 第8甲板頂部鎖緊裝置安裝圖
3.4 艉門鎖壓裝置的定位和焊接
艉門13甲板上的鎖壓裝置的布置如圖7所示,定位和安裝在第13甲板上。
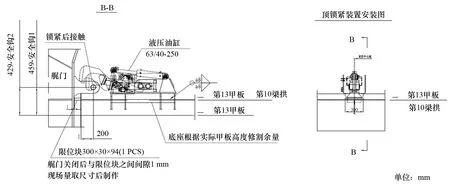
圖7 第13甲板上的鎖壓裝置布置
由于第13甲板邊板帶有梁拱,因此艉門鎖壓裝置底座留有50 mm余量,在艉門合龍調試完成并檢驗合格后再割除余量并采用全焊透的形式焊接到第13甲板上。
艉門鎖壓裝置的油缸采用自動鎖緊油缸,通過液壓系統才能進行操作,因此安裝時不能強行拉壓活塞桿。液壓油缸的規格為50 cm×26 cm/Φ80 mm,最大行程為26 cm,最大工作壓力為25 MPa。
3.5 第2部分結構鎖緊插銷裝置的安裝
艉門的第1部分和第2部分采用鎖壓裝置連接,此連接如圖8所示的第10甲板上的鎖壓裝置布置圖,定位和焊接在第10甲板的延伸平臺處。安裝前,拆除艉門結構上第1節與第2節之間固定用的碼板。艉門收攏待第1節與第2節貼合到位后定位該鎖緊裝置,位置確定后再進行焊接。油缸采用自動鎖緊油缸,通過液壓系統才能進行操作,所以安裝時不能強行拉壓活塞桿。液壓油缸的規格為50 cm×26 cm/Φ80 mm,最大行程為26 cm,最大工作壓力25 MPa。
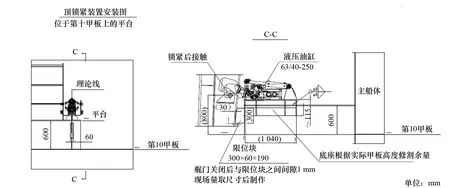
圖8 第10甲板上的鎖壓裝置布置圖
3.6 頂推裝置的安裝
按照艉門頂推裝置布置圖(見圖9),在第8甲板上安裝油缸鉸鏈底座眼板和液壓油缸。根據布置圖上的位置,頂推液壓油缸的安裝眼板先點焊固定在尾部第8甲板上,在艉門合龍。調試完成并檢驗后,油缸的軸在經過試驗合格能正常工作后,再采用全焊透的形式進行燒焊。
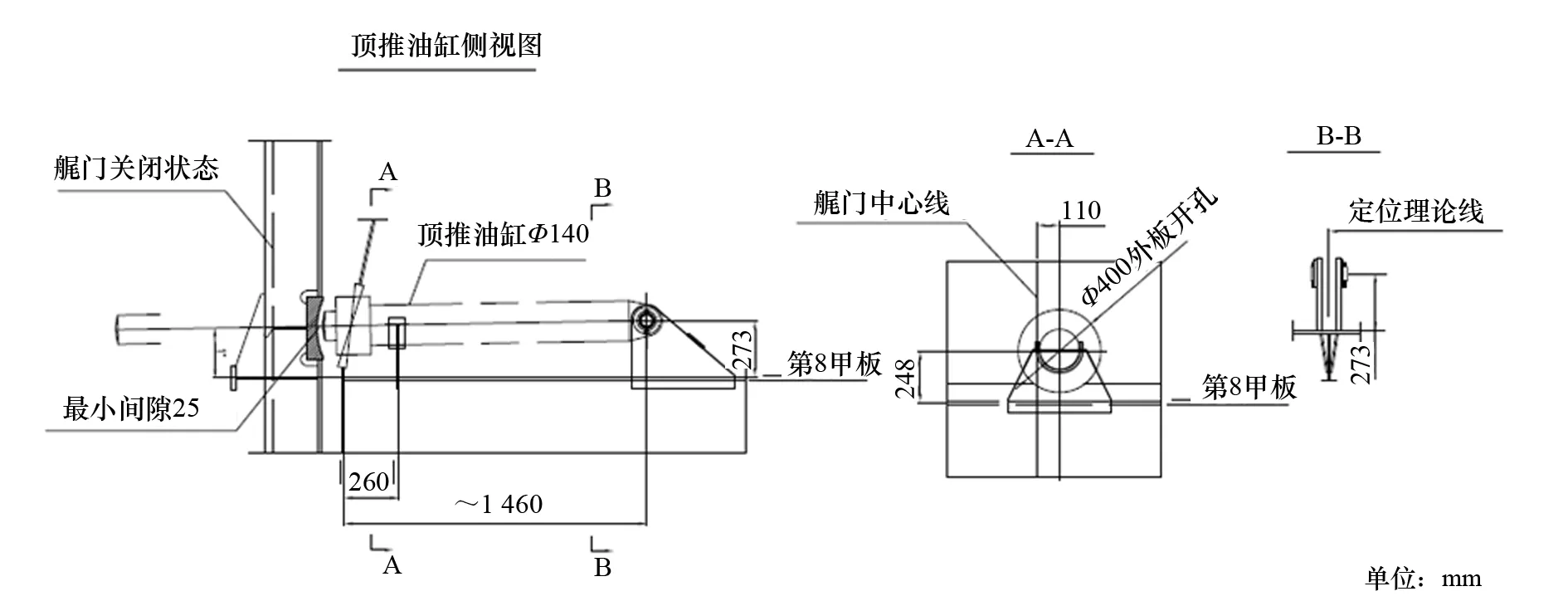
圖9 艉門頂推裝置布置圖
油缸采用自動鎖緊油缸,通過液壓系統才能進行操作,因此安裝時不能強行拉壓活塞桿。液壓油缸的規格為140 cm×110 cm/Φ160 mm,最大行程為110 cm,最大工作壓力為25 MPa。
3.7 密封裝置(橡皮條)的安裝
橡皮條的壓縮量為10~12 mm。圖10為密封橡膠安裝要求。
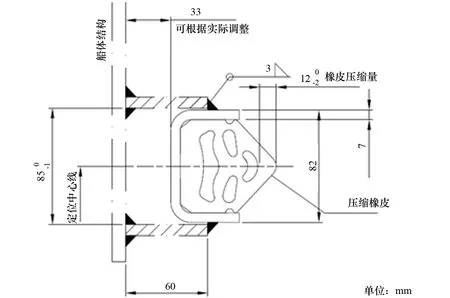
圖10 密封橡膠安裝要求
3.8 操縱裝置的安裝
安裝位于13甲板尾部用于安裝滑輪組的支撐柱,定位尺寸如圖11所示。支撐柱定位時與反面加強對齊,頂端水平面板須保證高度一致。由于第13甲板邊板帶有梁拱,右舷的支撐座在定位后通過割除下口余量來保證支撐柱安裝的水平度與高度。
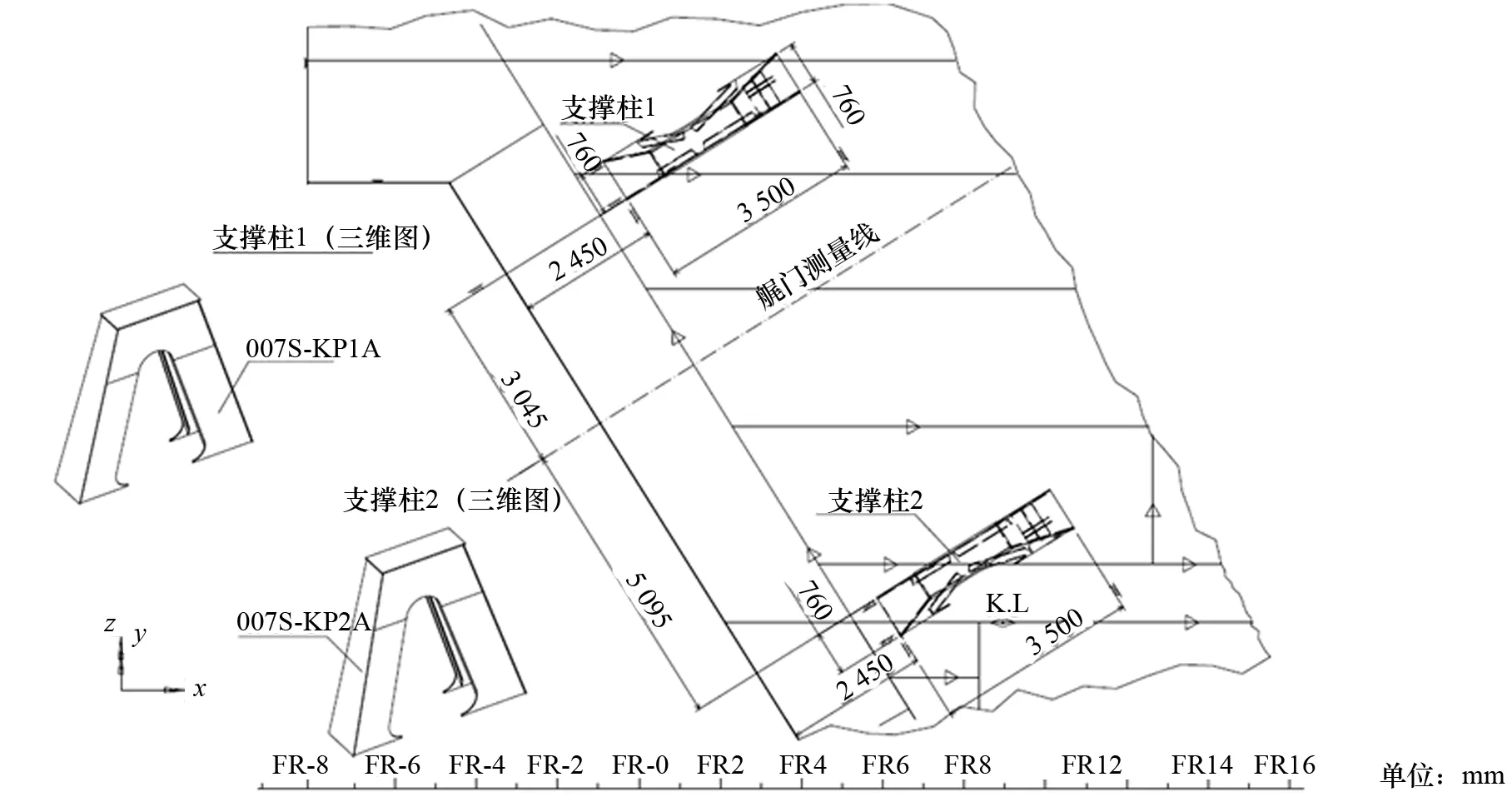
圖11 主船體上支撐柱定位圖
按照艉門的操縱裝置安裝圖(見圖12),在第13甲板及支撐柱上布置9組滑輪組,按照圖紙先將這些滑輪組點焊到位,再通過拉引繩的方式來確定是否與艉門本體上的滑輪組處于同一直線,待檢驗合格后,采用全焊透的形式與下方結構進行焊接。
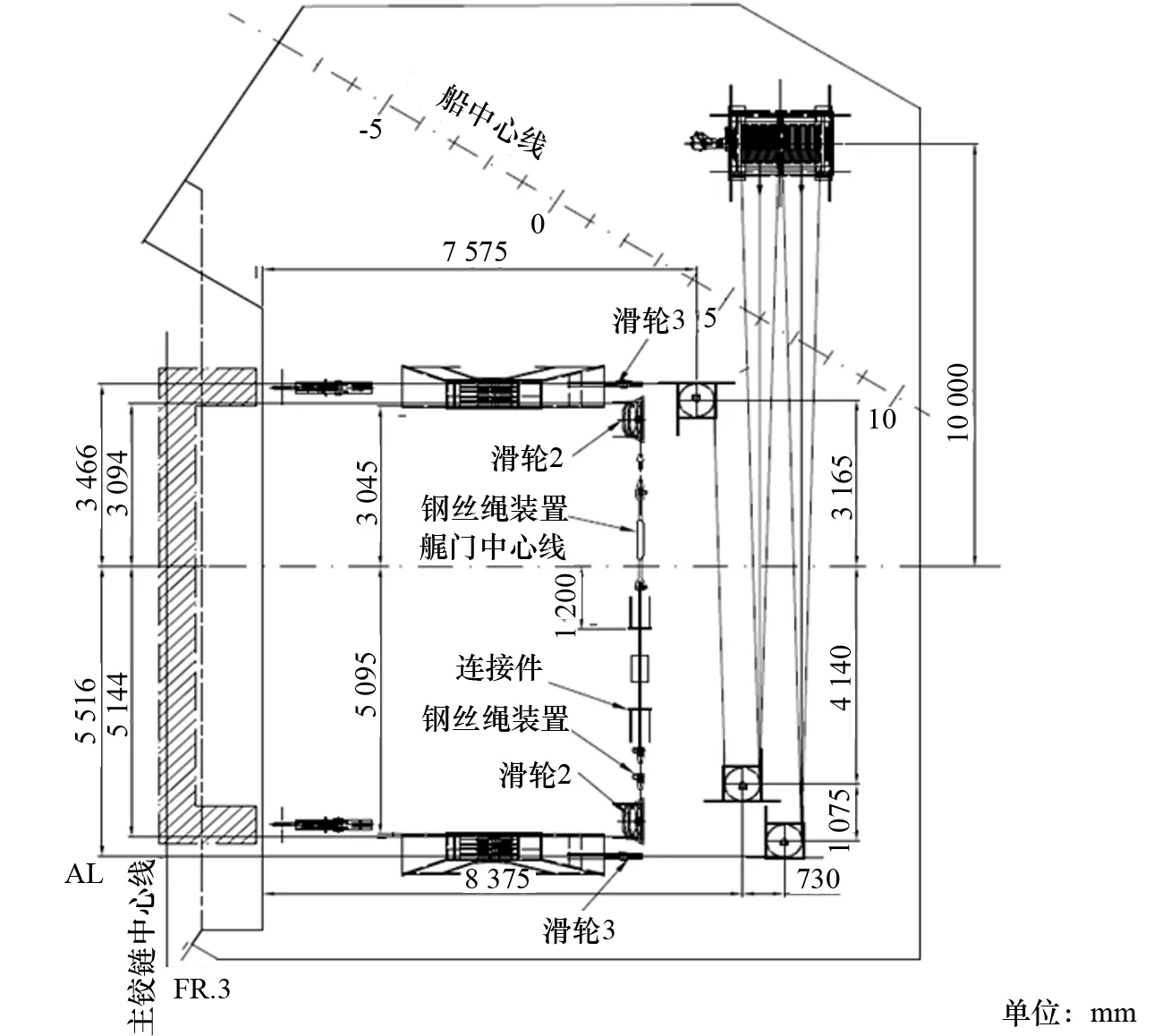
圖12 艉門操縱裝置布置圖
安裝位于第13甲板艉門收放功能的絞車,絞車的底座螺栓孔為配鉆,在調試好后按廠家要求的扭矩擰緊螺栓。
根據鋼絲繩繞線圖安裝收放裝置的鋼絲繩。艉門處于開啟狀態下,使用引繩(麻繩)按圖13所示的繞繩圖穿滑輪,并最終用鋼絲繩替換引繩。
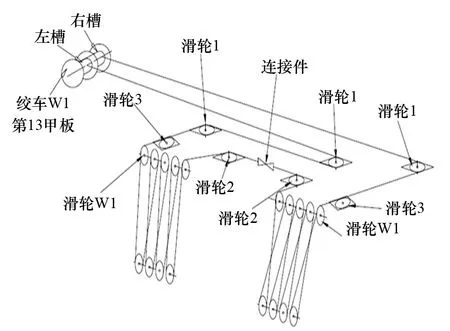
圖13 繞繩圖
安裝其他部分零件,如連接件等不再贅述。
3.9 艉門展開裝置鋼絲繩的安裝
將艉門各部分展開,使用引繩(麻繩)按照詳細繞繩圖穿滑輪,并最終用鋼絲繩替換引繩。待艉門收起和展開功能的絞車及鋼絲繩都安裝并檢驗完畢后,啟動泵站及2個絞車,對艉門進行數次打開/關閉和展開/收攏操作,檢查鋼絲繩與滑輪組之間的貼合是否良好,檢查艉門兩側的鋼絲繩在收放時速度是否一致,是否有松緊不一致的情況。在艉門完全打開和完全關閉的2個狀態下,分別檢查2個絞車卷筒的容繩量是否能滿足廠家要求。
3.10 隨動翻板的安裝
安裝位于第6甲板入口處的隨動翻板,該翻板是車輛裝卸時在船體與艉門之間起過渡作用的裝置。按照如圖14所示的艉門內部隨動翻板布置圖,安裝艉門內部入口處的翻板。內部翻板共由12片小翻板組成,每片小翻板都設有2個鉸鏈,將這些鉸鏈眼板根據圖紙上的位置進行定位并燒焊,然后安裝翻板及固定插銷等。
[][]
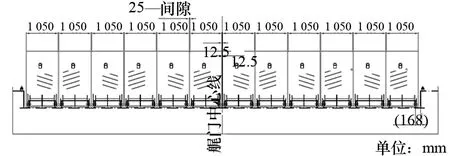
圖14 艉門內部隨動翻板布置圖
3.11 活動欄桿的安裝
當艉門展開放置在碼頭上時,為方便船員上下船,在艉門右舷側布置有活動欄桿,將桿柱插入艉門的欄桿底座上,并將扶手繩在欄桿柱之間穿好固定。
4 艉門整體安裝后校驗
檢查鎖緊插銷底座、油缸底座、鉸鏈眼板、絞車底座、支撐柱底座等裝置的反面加強結構是否完整并保證上述的底座等裝置與甲板下方或艙壁反面的加強結構對齊。對艉門進行打開和關閉試驗,整體檢查艉門的各個操縱和展開裝置的性能和各個機構之間的配合是否良好,打開角度是否滿足設計要求,閉合后是否能夠緊貼開孔外側一圈的壓縮橡膠條。在進行艉門打開和關閉試驗時,同步檢查液壓鎖緊裝置和插銷裝置的功能是否正常,頂推油缸在艉門開啟時是否能正常工作。在艉門關閉時,檢查橡皮壓縮量是否滿足要求,并根據水密試驗要求進行沖水試驗,檢查內部是否有漏水的情況,還須檢驗其他機構的工作性能是否達到要求。
5 結 語
大型汽車滾裝船的艉門安裝技術分析可以加快艉門的安裝和調試進度,縮短船塢內的周期,使項目船按期下水。同時,也能滿足下水后碼頭安裝階段的人員、材料、設備通過艉門順利進出,加快全船滾裝設備的整體安裝和調試進度。
該艉門的安裝工藝重點解決大型汽車滾裝船在滾裝設備建造過程中所面臨的重點和難點,并取得良好的經濟效益,為后續其他類型滾裝船的設計和建造積累寶貴經驗。
[1] 陳可越. 船舶設計實用手冊:舾裝分冊:[M]. 北京: 國防工業出版社, 2007.
[2] 黃浩. 船體工藝手冊[M]. 北京: 國防工業出版社,2003.
[3] 國防科學技術工業委員會. 中國造船質量標準:CB/T 4000-2005[S]. 2005.
