利用宏程序高效完成圓弧曲面的加工
2018-02-20 06:27:10張恩民趙躍俊
現(xiàn)代制造技術(shù)與裝備 2018年12期
關(guān)鍵詞:程序
張恩民 趙躍俊
(江蘇自動化研究所,連云港 222000)
本文研究過程中采取的數(shù)控編程主要為MasterCam自動編程軟件,該自動編程軟件中的曲面加工(如等高外形、曲面流線)參數(shù)設(shè)定是通過控制Z軸最大進(jìn)給量或截斷方向(X或Y軸)單步移動距離來保證加工精度,由于每刀各軸移動值固定,雖然對應(yīng)圓弧線段等長,但各軸移動值為變量,所以此軟件只適用于固定斜率的斜面加工。
以筆者所在單位承接某零件曲面加工為例,零件結(jié)構(gòu)如圖1所示。129mm×49mm平面上需要加工R175的圓弧曲面,選用φ10mm球刀底刃加工,將X向方向設(shè)為主運(yùn)動方向,進(jìn)行往復(fù)雙向切削,Y方向設(shè)定為截斷方向移動量。在自動編程方式下,由于截斷方向距離參數(shù)必須賦予定值,但圓弧面Y、Z方向不同步,為保證加工質(zhì)量,只能通過減小步距的方式控制圓弧面輪廓精度。經(jīng)過測試,將其設(shè)定為0.1mm。這樣,完成一個R175圓弧曲面加工,需要加工475刀,程序量多達(dá)1400余行,用時約23分30秒。
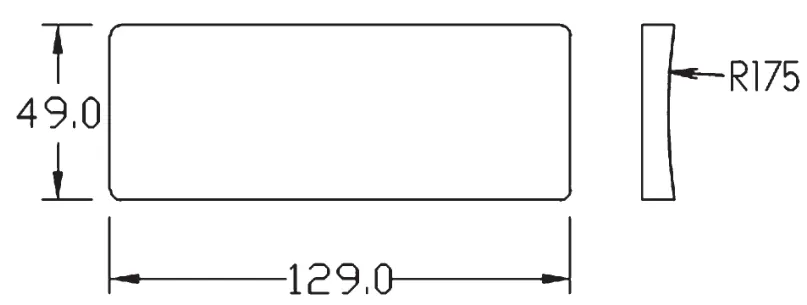
圖1 某零件結(jié)構(gòu)圖
通過加工數(shù)據(jù)可以發(fā)現(xiàn),在該自動編程軟件編制的數(shù)控程序下,加工效率較低,不適應(yīng)批量生產(chǎn)要求。而且根據(jù)圓弧曲面特性,若要達(dá)到優(yōu)異的表面質(zhì)量,球刀在圓弧曲面上每一刀加工的圓弧尺寸應(yīng)該一致,最終生成均勻刀紋。若要達(dá)到此效果,必須將旋轉(zhuǎn)角度設(shè)為變量,以此計(jì)算出對應(yīng)角度下Y、Z軸的移動值。但現(xiàn)有軟件不支持角度變量,因此需要對程序進(jìn)行優(yōu)化,接下來筆者就探討宏程序在另加加工中的應(yīng)用方法。
1 利用宏程序高效完成R175圓弧曲面加工
鑒于宏程序自身具有靈活、形式自由的特點(diǎn),在規(guī)則曲面加工中,只要在具有宏程序的編輯程序中中給出算法,通過邏輯運(yùn)算就可以方便快捷地產(chǎn)生加工程序,這具有自動編程軟件不可替代的優(yōu)勢。因此,筆者所在單位相關(guān)技術(shù)人員決定利用宏程序?qū)175圓弧曲面進(jìn)行人工編程加工,其中以角度作為變量,根據(jù)給出算式,自動計(jì)算出對應(yīng)變化產(chǎn)生的Y、Z軸的移動量。該零件圓弧曲面的加工程序如下:
O0001
T7 M06(φ10球刀)
G00 G90 G54 S5000 M03
G43 H07 Z100. M08
X5. Y26.
Z2. F3000
#7=129.+5.(零件長度尺寸+球刀半徑)
#1=8.12(曲面加工起始角度)
N6 #2=-175.*SIN[#1]
#3=175.-175.*COS[#1]-1.723(1.723=175.-
G01 Y#2 Z#3
X-#7
#1=#1-0.07(0.07為單位角度變量,是經(jīng)過調(diào)試加工確定的值)
#2=-175.*SIN[#1]
#3=175.-175.*COS[#1]-1.723
G01 Y#2 Z#3
X5.
#1=#1-0.07
IF[#1GT0.03] GOTO6
#1=0
N8 #2=175.*SIN[#1]
#3=175.-175.*COS[#1]-1.723
G01 Y#2 Z#3
X-#7
#1=#1+0.07
#2=175.*SIN[#1]
#3=175.-175.*COS[#1]-1.723
G01 Y#2 Z#3
X5.
#1=#1+0.07
IF[#1LT8.09] GOTO8
G00 Z100. M09
G28 Y0 M30
通過上述加工程序,機(jī)床經(jīng)過232次走刀,高效地完成了R175圓弧曲面加工,用時11′10″。在選用相同切削參數(shù)的情況下,加工時間縮短一半,大大提高了零件加工效率,充分體現(xiàn)了宏程序在圓弧曲面加工中的優(yōu)越性。
2 宏程序的通用性、擴(kuò)展性
在上述程序基礎(chǔ)上,修改其中的#7號參數(shù),就可以利用同樣程序加工圓弧尺寸均為R175的同類零件。若將數(shù)值1.723通過算式得出結(jié)果及過程,利用參數(shù)表達(dá)出來,并對應(yīng)曲面加工起始角度(#1)的數(shù)值進(jìn)行調(diào)整,則可應(yīng)用于不同直徑圓弧曲面、不同寬度和長度零件加工之中,參數(shù)設(shè)置程序如下:
#4=b(零件寬度尺寸的半值)
#5=r(圓弧半徑)
#6=#5-SQRT[#5*#5-#4*#4](對應(yīng)程序中1.723的值)
#7=a(零件長度尺寸+球刀半徑)
#1=t(曲面加工起始角度)
3 結(jié)語
通過宏程序在某零件加工中的實(shí)際應(yīng)用,可以發(fā)現(xiàn)宏程序并非十分繁雜,其邏輯嚴(yán)謹(jǐn)、程序易于理解,調(diào)用較為方便,程序也較為短小,加工路徑清晰。特別是宏程序具有較強(qiáng)的通用性,本文中通過變量形式對參數(shù)進(jìn)行賦值,能夠?qū)崿F(xiàn)多種類似形狀零件的加工作業(yè),縮短了編程和加工的時間,大大提升了生產(chǎn)效率。
猜你喜歡
電腦愛好者(2020年6期)2020-05-26 09:27:33
人大建設(shè)(2019年12期)2019-05-21 02:55:44
中山大學(xué)法律評論(2018年1期)2018-03-30 01:21:00
瞭望東方周刊(2017年42期)2017-12-05 18:49:38
環(huán)球時報(2017-03-30)2017-03-30 06:44:45
信息安全與通信保密(2016年3期)2016-08-23 01:23:56
山西省政法管理干部學(xué)院學(xué)報(2016年2期)2016-07-31 18:19:34
山西省政法管理干部學(xué)院學(xué)報(2016年2期)2016-07-31 18:19:25
中國衛(wèi)生(2015年3期)2015-11-19 02:53:32
政治與法律(2014年11期)2014-03-01 02:20:40
