基于AdvantEdge的不銹鋼攻絲過程切削參數優化
2018-02-20 06:26:58李小明羅曉渭李佳樂閆獻國
現代制造技術與裝備 2018年12期
關鍵詞:不銹鋼
李小明 羅曉渭 李佳樂 陳 峙 閆獻國 李 龍
(1.中國輻射防護研究院 環境工程與技術研究所,太原 030006;2太原科技大學 機械工程學院,太原 030027)
隨著新材料技術的不斷發展,其在民用核設施設備、核軍工以及航空航天等領域中得到了廣范應用。材料機械加工過程中,部分刀具尤其是絲錐存在切削效率低、使用壽命短等。絲錐作為一種多刀結構復雜的刀具,通過AdvantEdge軟件進行絲錐攻絲仿真,可以獲取絲錐每個切削刀的力學性能指標,如扭矩、切削力和溫度云圖等。
不銹鋼材料是一種典型難加工材料,其中316L奧氏體不銹鋼具備韌性好、可塑性強、耐腐蝕性能高等優點,故在民用核設施設備、核軍工以及航空航天等領域得到廣范應用[1]。本文主要對攻絲過程展開研究,有效地將絲錐切削仿真和試驗融合,用以獲得絲錐在不銹鋼等難加工材料上進行螺紋孔攻絲時的整體切削性能,進而進行切削參數優化設計,得到螺紋孔加工最優切削參數。
1 AdvantEdge攻絲物理模型的建立
1.1 攻絲仿真試驗方案設計
本文針對不同類型的絲錐在進行加工時切削參數改變所引起攻絲溫度、扭矩、軸向力等的變化規律及具體原因展開研究,選用了單因素試驗法,在充分分析仿真數據和實驗數據的基礎上,提出合理選擇攻絲切削參數的思路,為后續其他材料加工提供數據和方法支持[2]。根據《刀具材料和刀具的選用》手冊中所列出絲錐的結構、相應切削參數及推薦參數,根據實驗用機床性能制定并實施了六組切削試驗[3]。
1.2 AdvantEdge攻絲切削參數及仿真定義
根據整體試驗方案安排,將毛坯基材設定為316L奧氏體不銹鋼,尺寸為20mm×20mm×12mm。使用Proe軟件建立工件毛坯和絲錐的物理模型,根據刀具手冊設置底孔直徑為6.8mm,采用通孔攻絲,絲錐材料選用HSS-M2,螺距為1.25mm。在進行網格劃分時劃分等級為0.5,最小網格0.1,進而建立刀具和工件的物理模型。
對切削模型進行定義,設置工藝類型為右旋,從入口處攻絲,對流系數為250kW/(m2·K);切削刃的最小邊長lmin為0.025mm;切屑最小單元邊lmin為0.0326mm;切削刃細化半徑r為0.06mm。
2 316L不銹鋼攻絲過程有限元模擬
通過相關軟件完成直槽絲錐攻絲、螺旋槽絲錐攻絲和螺尖絲錐攻絲三類有限元模擬,并對三種類型絲錐攻絲仿真最大扭矩、軸向力、溫度變化趨勢進行分析比較,得出在試驗所選取轉速范圍內,主軸轉速與最大軸向力及扭矩的關系。經對比發現在轉速不斷加快時,三種不同類型絲錐在攻絲時產生的最大切削溫度總體都呈現上升趨勢,最大扭矩總體呈現先增大后減小的趨勢;在主軸低轉速較低且速度達到320r/min時,扭矩達到最大值,超過320r/min后攻絲扭矩下降;而在最大軸向力方面,直槽絲錐和螺尖絲錐均呈現先上升后下降趨勢,且在速度達到320r/min時最大軸向力達到最大值,然后攻絲軸向力開始下降,在轉速為240~280r/min時,螺旋槽絲錐最大軸向力增速明顯,320r/min時達到最大,且在280~380r/min區間變化波動較小,然后攻絲最大軸向力逐漸下降。
3 316L不銹鋼攻絲扭矩試驗
通過對比仿真與實際攻絲過程中扭矩值大小,可以驗證出切削仿真過程中獲取數據是否準確。使用AdvantEdge的后處理器Tecplot,將模擬仿真中所獲得數據擬合為對應曲線,并對試驗數據和仿真數據進行符合性對比,發現當試驗數據與仿真結果最大扭矩值出現了較大偏差,故使用相同試驗方法對試驗方案中要求其他切削參數逐一進行驗證,通過扭矩變化情況對仿真結果進行進一步符合驗證。
4 結果與分析
通過對比三種絲錐在在不同切削參數下的切削性能,發現不同結構絲錐的切削性能差異較大,均有優缺點。在進行攻絲過程中,螺尖絲錐所受到軸向力和最大扭矩值最小,故在加工過程中所產生切削溫度最低,其次為螺旋槽絲錐。通過對比三種絲錐在轉速變化對扭矩值的影響時發現,當轉速超過380r/min時,三類絲錐扭矩值均呈下降趨勢,結合機械加工相關經驗,判斷產生這種變化的原因是絲錐出現了切削粘結,當轉速不大于320r/min時,粘結不明顯;當轉速接近380r/min時,切削粘結現象變的明顯,致使刀具切削刃圓弧半徑快速增大,扭矩隨之快速上升;當轉速超過380r/min后,粘結現象會稍微好轉,攻絲扭矩有所降低。最終得到攻絲仿真與試驗所得扭矩對比曲線圖如圖1所示。
由圖1可知,在設定選轉速區間內,機床試驗數據與軟件仿真計算數據扭矩變化趨勢一致,均呈先增大后減小趨勢;當絲錐轉速超出設定范圍后,試驗數據與軟件仿真計算數據出現明顯偏差。
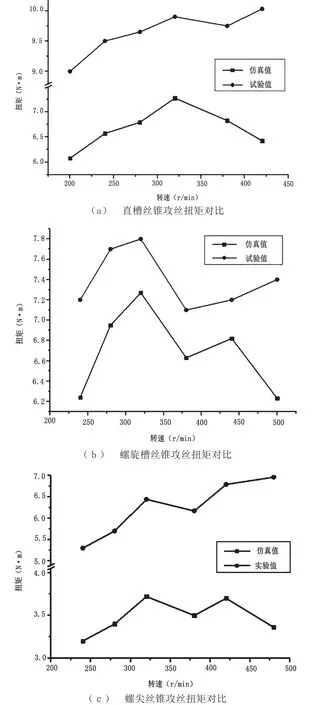
圖1 不同模型攻絲仿真與試驗所得扭矩對比
另外,從圖1中的數據分析可以看出,直槽絲錐試驗值與仿真值誤差最大,誤差均值為2.9N·m;螺尖絲錐次之,誤差均值為2.74N·m;而螺旋槽絲錐誤差最小,誤差均值為0.71N·m,在允許范圍之內。此外給定區間內試驗值和仿真值最大扭矩值隨轉速增加的變化趨勢一致,可見通過軟件所建立的三維切削模型及模擬計算是可靠的。
5 結論
(1)在絲錐攻絲過程時,所發生的不同程度粘結磨損與所選用絲錐結構本身沒有因果關系,與不銹鋼材料本身的加工易粘結特性有關,所以在進行切削參數選擇時應提高轉速,通過減小加工中最大扭矩來改善加工水平;
(2)對比不同絲錐在相同切削參數攻絲下的工況可知,加工過程穩定性由高到低依次為:螺旋槽絲錐>螺尖絲錐>直槽絲錐。
(3)在對三類絲錐攻絲仿真、試驗結果進行對比后發現,絲錐在316L奧氏體不銹鋼基材上攻絲時,選用螺旋槽絲錐并設定切削參數為380~440r/min時,刀具加工性能最好;進行通孔加工時應使用螺尖絲錐,并且當切削參數在320~380r/min范圍時刀具性能最佳;進行盲孔加工時應使用直槽絲錐的方法,且切削參數在240~280r/min范圍時刀具性能最佳。
猜你喜歡
趣味(數學)(2022年3期)2022-06-02 02:32:52
山東冶金(2022年1期)2022-04-19 13:40:20
小哥白尼(軍事科學)(2021年12期)2021-03-29 00:49:18
山東冶金(2019年1期)2019-03-30 01:35:32
中國特種設備安全(2018年10期)2018-12-18 02:17:18
酒·飲料技術裝備(2018年1期)2018-04-28 09:09:10
中學生數理化·八年級物理人教版(2017年10期)2018-01-22 03:04:00
制造技術與機床(2017年8期)2017-11-27 02:10:21
商洛學院學報(2017年2期)2017-05-17 05:19:50
石油化工建設(2016年4期)2016-02-27 15:03:16
