FANUC系統數控機床雙軸同步控制誤差自動補償功能研究與實現
2018-02-05 03:32:52宋福林
制造技術與機床 2018年1期
宋福林
(長沙航空職業技術學院,湖南 長沙 410124)
隨著我國航空、航天、造船、汽車等制造業的飛速發展,重型數控設備被廣泛地應用于各類機械制造領域以滿足一些體積較大、加工精度高的大型高精度工件的加工要求。對于這些大型的龍門式和橋式數控機床的工作臺都比較大、重量也較重,而數控機床的進給軸電動機驅動一個大工作臺時,僅僅依靠一臺電動機不能產生足夠的扭矩,這時可以通過串聯控制,用兩臺伺服電動機同步控制一個軸,主電動機主要用來定位,副電動機主要產生扭矩,通過這一功能可以得到2倍的扭矩,以滿足驅動要求。但是數控系統采用雙軸同步控制時對兩臺電動機的同步位置偏差精度控制要求非常高[1]。
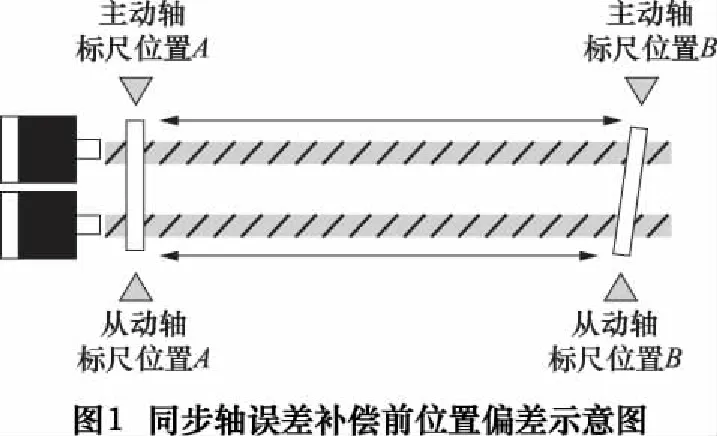
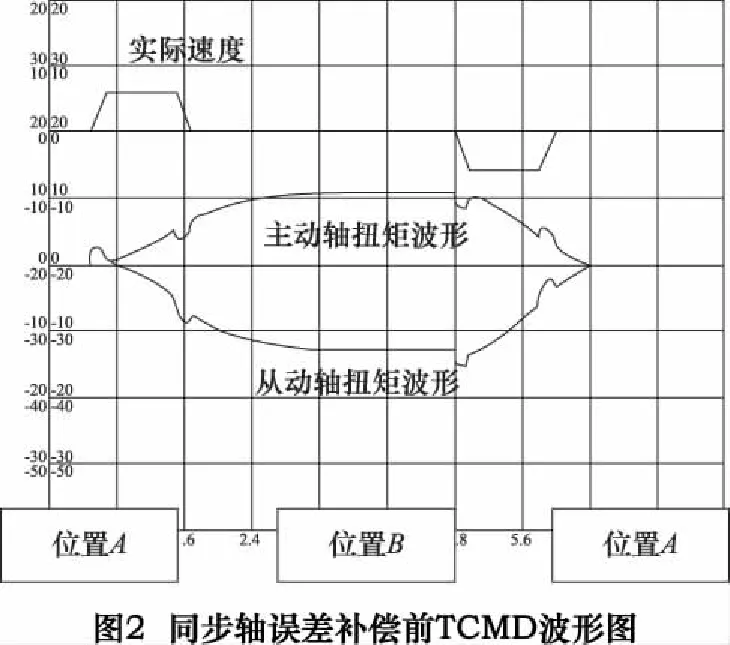
如圖1所示某重型數控機床的一個進給軸采用雙軸同步控制,當機床工作臺處于標尺位置A時兩個軸的位置是一致的,由于受到檢測元件的精度誤差、絲桿傳動精度誤差和機床的熱膨脹等因素影響,工作臺從A位置移動到B位置時就會發生圖1所示主動軸與從動軸的位置偏差從而造成主動軸電動機與從動軸電動機互相拉伸的現象。如圖2所示根據FANUC系統伺服調試軟件(SEVRO GUIDE)監測出伺服電動機的TCMD波形圖(扭矩波形圖)可以看出,主動軸與從動軸從A位置到B位置的TCMD波形越拉越大,說明拉伸扭力越來越大。當機床的行程越長主動軸與從動軸的位置偏差越大,電動機的互相拉伸越嚴重,產生的機械性扭力越大,就出現發熱并出現過熱報警等問題,時間久了就會影響到伺服電動機的使用壽命并影響到機床正常使用[2]。
1 同步軸控制誤差自動補償原理
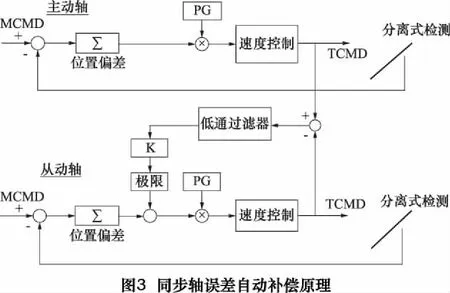
發生這種現象的根本原因在于同步軸控制中檢測元件精度誤差和絲桿傳動精度誤差可以通過數控系統的螺距誤差補償功能進行相應的補償,但是螺距誤差補償尚不能處理由于溫度變化而引起的熱膨脹造成的誤差。因此FANUC系統提供了同步軸的同步誤差自動補償功能,該功能可以監視主動軸和從動軸之間的扭矩誤差,如圖3所示當數控機床存在同步軸控制誤差時數控系統可以通過“低通濾波器的時間常數+同步誤差自動補償系數+同步誤差自動補償的最大值”3個參數控制從動軸電動機緩慢釋放從動軸的扭力,使扭矩誤差逐漸變小的方式慢慢地減小扭矩誤差,進一步實現補償從動軸端的位置偏差,以縮小從動軸與主動軸的位置偏差[3]。
2 同步軸控制誤差自動補償功能實現
(1)系統2688號參數的第3位 ASYN的值設置為“1”,表示使用同步誤差自動補償功能。
(2)系統2816號參數為同步誤差自動補償系數值(K)設定。
K=位置偏差值/{電動機額定電流值×額定比×7282/6554}×4096
其中同步軸之間的位置偏差應在急停時,由主動軸和從動軸的位置偏差量的差分中求出。通常急停時主動軸的位置偏差量為0,因此只要注意從動軸的位置偏差量就可以了。
電流值的測量應在急停解除的時候主動軸與從動軸產生相互拉伸時測量,在數控系統的伺服調整畫面上是以相對于電動機額定電流值的百分比來顯示該電動機當前的電流值。
例如某龍門銑床X軸采用同步軸控制,急停時從動軸的位置偏差量為200,急停解除時的電流值顯示為60%,從動軸電動機額定電流值為1437,這時參數2816同步誤差自動補償系數值(K)的設定值K=200/{1437×60/100×7282/6554}×4096=855。
(3)系統2818號參數為同步軸誤差自動補償過濾器系數設定。該參數用于設定扭力反應到位置補償中的時間常數,系數越大釋放扭力的補償就越慢。通常設置為0,表示時間常數為1 s。
(4)系統2817號參數為設置同步軸誤差自動補償的最大值。該參數用于限制同步軸誤差自動補償系數的最大值,因此該參數的設置值必須大于等于2816號參數同步誤差自動補償系數的設定值。
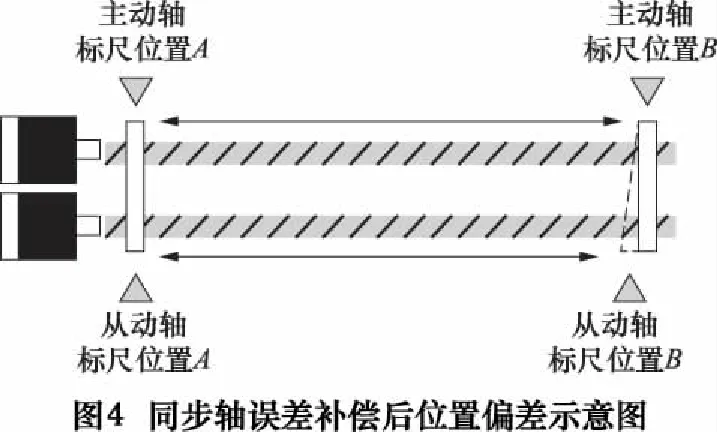
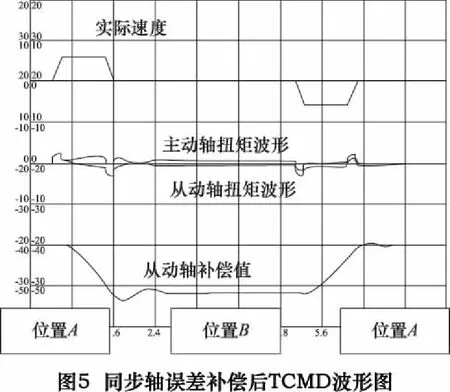
如圖4所示通過上述步驟的設置后,從動軸的位置會慢慢地移動到與主動軸的位置保持平衡的位置。如圖5所示,這時監測出的TCMD波形圖可以看出主動軸和從動軸的TCMD波形基本重合,因此就不會發生互相拉伸的現象。
3 結語
筆者是在全新的小型龍門銑床上應用了FANUC系統同步軸誤差自動補償功能。大家在實際使用時可能還受機床機械裝配精度、設備老化磨損等一些其他因素的影響,還應綜合考慮螺距誤差補償、反向間隙補償等相關參數的設置以達到最優化的補償。
[1]李耿軼,王宇融.數控機床多軸同步控制方法 [J].制造技術與機床, 2000(5):23-25.
[2]FANUC伺服參數說明書[M].北京:北京FANUC機電有限公司,2006:244.
[3] 戴永紅.以FANUC-15i為例淺析數控系統同步控制在雙驅中的應用 [J].制造技術與機床, 2005(5):121-124.
