碳纖維復合材料小孔加工的試驗研究
2018-01-19 11:22:40鞏亞東
機械設計與制造 2018年1期
溫 泉,趙 悅,鞏亞東
(東北大學 機械工程與自動化學院,遼寧 沈陽 110819)
1 引言
隨著碳纖維增強環氧樹脂基復合材料(簡稱:碳纖維復合材料)在航空、航天、國防等高新技術領域中的應用日益廣泛[1],滿足其連接裝配要求的制孔加工成為一項繁重而重要的工作[2-3],制孔質量將直接影響復合材料連接結構的抗疲勞性能與可靠性[4]。由于組成材料碳纖維和樹脂在力學和物理性能上差別較大以及鋪層結構層間強度低等不利于加工的特點,使復合材料在制孔加工時刀具磨損嚴重,易產生毛刺、分層等加工缺陷,制孔質量和精度很難保證[5-6]。為實現復合材料的高質量制孔加工,很多學者通過大量的理論與試驗研究,探討了工藝參數、刀具角度、刀具磨損等因素對切削力和制孔質量等的影響。文獻[7]通過回歸分析方法獲得了鉆削參數即切削速度與進給速度之比對鉆削力和扭矩影響的關系式。文獻[8]以主軸轉速、每轉進給量和鉆頭橫刃偏心系數為決策變量,建立了復合材料鉆削加工的參數優化模型,得到滿足鉆削質量條件下最大材料去除率時的鉆削參數為主軸轉速15000r/min,進給量0.02965mm/r。文獻[9]研究發現鉆削碳纖維復合材料時,刀具磨損的原因主要是磨粒磨損,隨著刀具磨損的加劇,軸向力持續增加,控制刀具磨損是減小軸向力最有效的手段之一。
目前國內外對碳纖維復合材料制孔加工方面的研究,大多針對直徑5mm以上的常規尺寸制孔,而對其小直徑孔加工方面的研究較少。輕量化、小型化是高新技術領域產品設計和開發的發展趨勢,輕質高強的碳纖維復合材料在這種趨勢下具有廣闊的應用前景。微小零件和器件在連接裝配時必須進行大量的制孔加工,小孔的需求日趨廣泛,對小孔加工精度的要求也日益提高。然
3 試驗結果分析
而,小孔加工具有排屑困難、刀具剛度低等特點,使復合材料的加工環境進一步惡化,從而加劇了加工損傷程度,制孔表面質量和尺寸精度更難保證。因此,以碳纖維復合材料的小孔加工為研究對象,通過開展碳纖維復合材料的小孔鉆削試驗,研究鉆削工藝參數、刀具磨損等因素對切削力和制孔質量的影響規律。
2 試驗材料和方案
2.1 試驗材料與刀具
試驗用的工件材料為T300碳纖維增強環氧樹脂復合材料疊層板,板厚5mm,碳纖維體積分數約為60%±5%。試驗所用刀具為直徑Φ3mm的YG6硬質合金麻花鉆,刀具主要參數,如表1所示。

表1 刀具主要參數Tab.1 Main Parameters of the Drill
2.2 試驗設備與試驗參數
鉆削試驗在德瑪吉DMC 635V eco型立式加工中心上進行,機床最高主軸轉速8000r/min。采用Kistler-9257B動態測力儀對加工中的鉆削軸向力進行測量,壓電式測力儀將測得的力信號轉換成相應大小的電信號,再經電荷放大器和數據采集卡后由計算機進行記錄和處理。對加工后的刀具和材料表面形貌采用VHX-1000E超景深顯微鏡進行觀測。通過設計正交試驗和磨損試驗來分別研究工藝參數和刀具磨損情況對碳纖維復合材料小孔加工的影響,具體試驗參數,如表2所示。為了避免切削液對基體樹脂性能的不利影響,試驗采用干式切削。

表2 試驗參數Tab.2 Experiment Parameters
3.1 工藝參數對制孔質量的影響
3.1.1 主軸轉速對軸向力的影響

圖1 軸向力隨轉速的變化曲線Fig.1 Effect of Spindle Speed on Thrust Force
不同進給速度下,軸向力隨轉速的變化曲線,如圖1所示。當進給速度分別為20mm/min、40mm/min、60mm/min和 80mm/min時,隨著主軸轉速從2000r/min增大至8000r/min,軸向力均呈減小的趨勢,減小的幅度略有不同,分別為45.89%、49.15%、49.95%和47.46%。可見碳纖維復合材料小孔鉆削時,主軸轉速對鉆削軸向力有較大影響。同時,可以得到在試驗研究的參數范圍內,進給速度為20mm/min時的軸向力值相對較小。
3.1.2 進給速度對軸向力的影響
不同轉速下,軸向力隨進給速度的變化曲線,如圖2所示。當轉速分別為2000r/min、4000r/min、6000r/min和8000r/min時,隨著進給速度從20mm/min增大至80mm/min時,軸向力逐漸增大,增大幅度分別為49.3%、50.69%、41.95%和47.82%。在試驗研究的參數范圍內,轉速為8000r/min情況下的軸向力值較低。為了進一步分析轉速和進給速度對鉆削軸向力變化的影響規律,對試驗中的軸向力測量結果進行方差分析結果,如表3所示。檢驗水平a值取0.01和0.05,從方差分析表中可以看出,進給速度和轉速的F值分別為35.247和28.352,均大于F0.01,因此,兩者都判定為高度顯著。進一步通過偏差平方和來分析進給速度和轉速這兩個自變量對因變量軸向力的影響效應。

圖2 軸向力隨進給速度的變化曲線Fig.2 Effect of Feed Speed on Thrust Force

轉速和進給速度的聯合效應:

由以上計算結果可知,轉速和進給速度對軸向力都有影響,尤其是進給速度影響更為顯著,其貢獻率高達52.9%,轉速相對進給速度對軸向力的影響弱一些,其貢獻率為42.6%,兩者的聯合效應總共解釋了軸向力變化的95.5%,而系統隨機誤差的影響很小,只解釋軸向力變化的4.5%。

表3 軸向力方差分析Tab.3 Variance Analysis of the Thrust Force
3.1.3 軸向力經驗公式
通過上述方差分析,碳纖維復合材料的小孔加工時的軸向力F與轉速n和進給速度vf有關。由金屬切削理論可知,切削力與切削參數之間呈一定的指數關系。因此,設軸向力與工藝參數間滿足指數關系式
式中:CF、k1、k2—待求系數。

將實驗數據處理后,代入數據分析軟件MATLAB中,進行多元線性回歸,可得到相應的回歸系數,求得軸向力經驗公式為:

對多元線性回歸系數進行方差分析,以證明經驗公式的有效性,如表4所示。可決系數R是判定回歸關系式對試驗數據擬合程度的指標,可決系數越接近于1則擬合度越好。軸向力取對數后的可決系數R=0.9631,說明回歸變量對樣本數據點的擬合程度比較好。由表4中的誤差均方MSE=0.0038,故估計標準誤差為S==0.0616,表明回歸標準差比較小,證明回歸曲線擬合程度較好,上述建立的軸向力經驗公式具有一定的實際應用價值。

表4 軸向力的回歸方差分析Tab.4 Regression Variance Analysis of the Thrust Force
3.1.4 工藝參數對制孔孔徑的影響
現有文獻中對碳纖維復合材料的制孔質量的評價,大多通過分析制孔出口的毛刺、撕裂以及分層損傷來進行。而對于碳纖維復合材料小孔加工來說,由于刀具直徑小,剛度不足,散熱條件差等原因,易引起加工孔的孔徑誤差,尺寸精度難以保證。孔徑誤差偏大會導致加工后的碳纖維復合材料無法裝配或產生較大的裝配應力,影響連接結構的使用性能。因此,主要研究工藝參數對孔徑的影響情況,來反映碳纖維復合材料的小孔加工質量。不同進給速度時,孔徑隨轉速的變化曲線,如圖3所示。加工后的孔徑均小于鉆頭直徑3mm,原因是由于碳纖維復合材料本身具有較大的彈性,加工后材料的彈性回復而使孔徑縮小。在不同的進給速度下,孔徑均隨轉速的增大而逐漸變小,轉速2000r/min時的孔徑誤差最小。主要原因是由于主軸轉速增加時,刀具與材料接觸產生的切削熱和摩擦熱增多,小孔加工時散熱條件差,切削熱不易排出,導致材料熱脹冷縮嚴重而引起孔徑誤差增大。另外,當進給速度為20mm/min、40mm/min、60mm/min和80mm/min時,孔徑隨轉速的增大而減小的幅度分別為2.96%、1.38%、3.89%和3.03%。其中,進給速度為60mm/min和80mm/min時的制孔孔徑誤差相對較小,但誤差值波動較大為了更進一步分析工藝參數對制孔質量的影響情況,對孔徑的測量值進行方差分析。具體的方差分析結果,如表5所示。
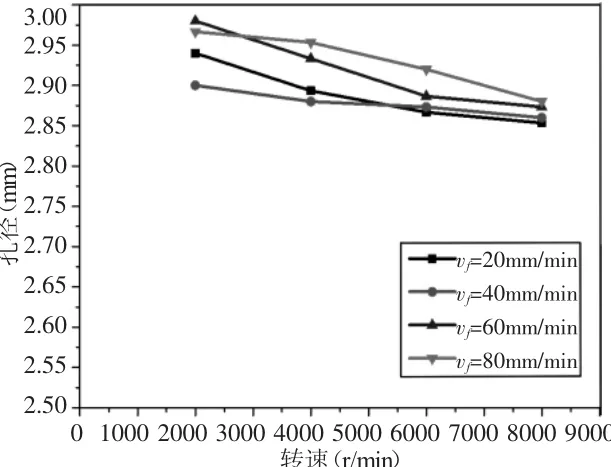
圖3 孔徑隨轉速變化曲線Fig.3 Change of Hole Diameter with Spindle Speed

表5 孔徑方差分析Tab.5 Variance Analysis of the Hole Diameter
在孔徑的方差分析中,檢驗水平a仍取0.01和0.05,判斷孔徑與工藝參數顯著性的方法與軸向力類似。從分析結果可以看出,進給速度和轉速對孔徑的影響都十分顯著。其中,轉速的影響更顯著,其貢獻率為48.64%;進給速度對孔徑的影響相對轉速弱一些,其貢獻率為40.54%,兩者的聯合效應為:

即轉速和進給速度總共解釋了孔徑變化的89.18%,相關系數R=0.9443,其他因素(殘差變量)解釋了孔徑變化的10.82%,這可能與鉆削時機床振動和測量誤差等因素有關。
3.2 刀具磨損對制孔質量的影響
對硬質合金麻花鉆制孔時刀具磨損對制孔質量的影響進行分析,通過超景深顯微鏡可以得到刀尖形貌和孔出口形貌的變化情況,如表6所示。可以發現隨著制孔個數的增加,刀具磨損程度逐漸加重,孔出口的毛刺在數量和損傷程度方面也都有所加重,制孔質量越來越差。

表6 刀尖形貌與孔出口形貌對比Tab.6 Comparison of the Morphology for the Tool Tip and the Hole Exit
通過觀察鉆頭刀尖形貌,可以看出,鉆頭后刀面磨損形式主要為磨粒磨損,磨損帶為由刀尖向橫刃逐漸變窄的一狹長區域。刀尖處由于散熱條件差,切削刃強度弱,磨損速率最快。因此,以刀尖處的磨損量VC來評價刀具的磨損程度,測量方便且誤差較小。具體測量位置,如圖4所示。試驗中,每加工2個孔,用超景深顯微鏡測量麻花鉆后刀面磨損量VC值。另外,由于小尺寸刀具制造時,兩主切削刃很難刃磨的完全對稱,在加工時表現為一側磨損嚴重,為了消除由于主切削刃在高度或長度等方面的制造誤差而引起磨損不均勻的現象,將兩主切削刃后刀面磨損量VC值求和,得到其隨制孔個數的變化情況,如圖5所示。可以看出隨著制孔個數的增加,磨損量VC逐漸增大,擬合曲線符合刀具磨損曲線的三個階段,即:在制孔個數小于11個時,刀具磨損量迅速增大;隨后磨損量曲線平緩上升,即穩定磨損階段;當制孔個數大于31個之后,磨損量超過90μm,磨損曲線斜率增大,表明刀具進入劇烈磨損階段,需重新刃磨或更換新刀。孔徑隨制孔個數的變化情況,如圖6所示。隨著制孔個數即刀具磨損量的增加,制孔孔徑逐漸減小,孔徑誤差值及其波動程度都增大。導致這種現象的原因一方面是隨著制孔個數的增加,刀具副切削刃磨損引起鉆頭直徑減小;另一方面是磨損刀具在加工時發熱量增加,材料受熱冷卻后回彈使孔徑縮小。

圖4 鉆頭磨損量VC的測量位置Fig.4 Measurement Position of Tool Wear VC

圖5 刀具后刀面磨損量VC隨制孔個數的變化Fig.5 Change of Tool Wear VC with Number of Holes Drilled

圖6 孔徑隨制孔個數的變化Fig.6 Change of Hole Diameter with Number of Holes Drilled
4 結論
開展了碳纖維復合材料直徑3mm小孔加工試驗,通過方差分析和回歸分析研究了切削參數對切削軸向力和孔徑影響程度的顯著情況;對孔出口的形貌和刀具磨損情況進行觀測,得到了刀具磨損量隨制孔個數的變化規律。主要結論如下:(1)轉速和進給速度對制孔軸向力均有顯著影響,進給速度對軸向力的影響大于轉速的影響;隨著轉速增加,鉆削軸向力呈減小的趨勢,隨著進給速度增加,軸向力呈增加的趨勢。(2)轉速和進給速度對孔徑均有顯著影響,轉速對孔徑的影響大于進給速度的影響;隨著轉速增加,孔徑誤差呈增大的趨勢,隨著進給速度增加,孔徑誤差呈減小的趨勢。(3)刀具磨損導致制孔質量變差、孔徑誤差增大,采用硬質合金鉆頭鉆削碳纖維復合材料的制孔個數大于31個時,后刀面磨損量超過90μm,磨損曲線斜率增大,刀具進入劇烈磨損階段,需重新刃磨或更換新刀。
[1]Gerould Young,王迎芬.復合材料將繼續領跑航空工業的未來[J].航空制造技術,2012(18):60-61.(Gerould Young,Wang Ying-fen.Composites will continue to define the futureofaerospace[J].AeronauticalManufacturingTechnology,2012(18):60-61.)
[2]Dandekar C R,Shin Y C.Modeling of machining of composite materials:a review[J].International Journal of Machine Tools&Manufacture,2012,57(2):102-121.
[3]李春奇,殷俊,傅玉燦.航空疊層材料制孔技術研究現狀與發展趨勢分析[J].機械制造與自動化,2015(3):24-26.(Li Chun-qi,Yin Jun,Fu Yu-can.Research status and trend analysis of hole making technology of aeronautic stacked materials[J].Machine Building&Automation,2015(3):24-26.)
[4]單以才,李亮,何寧.飛機壁板柔性裝配螺旋銑孔單元的研制[J].機械設計與制造,2013(3):129-131+135.(Shan Yi-cai,Li Liang,He Ning.Development of helical milling unit for airplane panel flexible assembly[J].Machinery Design&Manufacture,2013(3):129-131+135.)
[5]王奔,高航,郭東明.樹脂固化溫度與纖維鋪設方式對C/E復合材料制孔質量的影響[J].機械工程學報,2011,47(12):19-25.(Wang Ben,Gao Hang,Guo Dong-ming.Influence of resin cure temperature and fiber lay-up style on the drilling quality of C/E composites[J].Journal of Mechanical Engineering,2011,47(12):19-25.)
[6]D.Samuel Raj,L.Karunamoorthy.Study of the effect of tool wear on hole quality in drilling CFRP to select a suitable drill for multi-criteria hole quality[J].Materials&Manufacturing Processes,2016,31(5):587-592.
[7]張厚江,樊銳,陳五一.高速鉆削碳纖維復合材料鉆削力的研究[J].航空制造技術,2006(12):76-79.(Zhang Hou-jiang,Fan Rui,Chen Wu-yi.Investigation of cutting force for high speed drilling carbon fiber composite[J].Aeronautical Manufacturing Technology,2006(12):76-79.)
[8]李桂玉,汪海晉,孫杰.基于復合材料鉆削缺陷容差值的工藝參數優化[J].復合材料學報,2014,31(4):1022-1029.(Li Gui-yu,Wang Hai-jin,Sun Jie.Process parameter optimization based on the defects tolerance of drilling composites[J].Acta Materiae Compositae Sinica,2014,31(4):1022-1029.)
[9]趙建設,李仲平.碳/環氧復合材料鉆孔刀具磨損機理研究[J].宇航材料工藝,2006,36(2):68-70.(Zhao Jian-she,Li Zhong-ping.Study of drilling-bit wear for carbonepoxy composites[J].Aerospace Materials&Technology,2006,36(2):68-70.)
猜你喜歡
建材發展導向(2021年14期)2021-08-23 00:56:16
紡織科技進展(2021年3期)2021-06-09 08:07:14
上海建材(2019年4期)2019-05-21 03:13:02
纖維復合材料(2018年4期)2018-04-28 08:45:28
纖維復合材料(2018年3期)2018-04-25 07:22:58
纖維復合材料(2018年3期)2018-04-25 07:22:58
纖維復合材料(2018年4期)2018-02-18 19:02:51
纖維復合材料(2018年4期)2018-02-18 19:02:51
電子測試(2017年11期)2017-12-15 08:57:13
中國塑料(2016年6期)2016-06-27 06:34:16
