順逆混合銑-銑復(fù)合加工方法的切削力分析
2018-01-19 11:22:36李慎旺
機械設(shè)計與制造 2018年1期
關(guān)鍵詞:方法
李慎旺
(唐山學(xué)院,河北 唐山 063000)
1 引言
在機械加工中,下列三種情況加工十分困難,包括大型特別是難加工材料零件的加工、超大型薄壁零件的加工和微小零件的加工,隨著科技進步,難加工材料得到越來越廣泛的應(yīng)用,然而,難加工材料的特殊特性又使得在切削加工過程中產(chǎn)生高溫和高應(yīng)力,導(dǎo)致加工條件惡化,刀具壽命短,加工效率低等問題。另一方面,在超大型零件加工中如何提高刀具壽命以滿足加工的要求、如何降低切削力以減小尤其時大型薄壁的變形也是人們一直研究的課題。
為有效解決上述問題我們提出了一種全新的高效銑削加工方法—銑-銑復(fù)合加工方法[1]。
與車銑復(fù)合加工方法的原理[2-3]一樣,銑-銑復(fù)合加工方法是復(fù)合加工技術(shù)實現(xiàn)形式的一種,這種方法利用端面銑刀和螺旋刃立銑刀合成運動來完成表面加工,和傳統(tǒng)的端面銑削加工方法相比,銑-銑復(fù)合加工方法具有在不降低材料去除率的前提下有效地降低切削力的大小、提高了整個刀具的壽命和刀盤在低轉(zhuǎn)速下就能實現(xiàn)高速切削等優(yōu)勢。銑-銑復(fù)合加工方法有多種形式,其中順逆混合銑-銑復(fù)合加工方法優(yōu)勢明顯。
2 銑-銑復(fù)合加工方法和順逆混合銑-銑復(fù)合加工方法的概念和原理
端面銑刀的全部直刃刀具都更換為螺旋刃立銑刀,并在刀盤上安裝立銑刀電主軸,如圖1(a)所示。能量流和信息控制流通過動接觸觸頭、動接觸滑環(huán)傳遞到機床電主軸和立銑刀電主軸,這樣每個螺旋刃立銑刀一方面隨刀盤繞機床主軸軸線以速度vc轉(zhuǎn)動,另一方面繞自身軸線以速度v轉(zhuǎn)動,結(jié)合工件的移動,利用端面銑刀和螺旋刃立銑刀合成運動來完成工件表面的加工,如圖1(b)所示。這種全新的復(fù)合加工方法就是銑-銑復(fù)合加工方法。
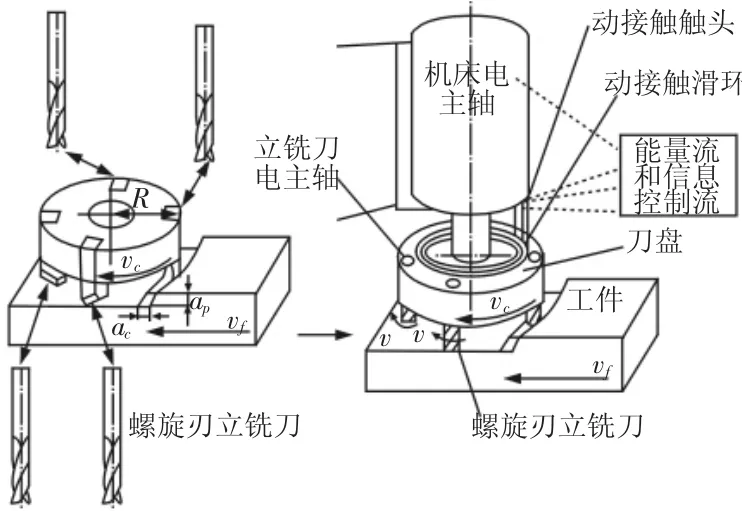
圖1 銑-銑復(fù)合加工方法Fig.1 The Milling-Milling Machining Method
根據(jù)每個螺旋刃立銑刀繞自身軸線轉(zhuǎn)動的轉(zhuǎn)向相同或不同,銑-銑復(fù)合加工方法有同轉(zhuǎn)向銑-銑復(fù)合加工方法和不同轉(zhuǎn)向銑-銑復(fù)合加工方法兩種形式。不同轉(zhuǎn)向銑-銑復(fù)合加工方法還可進一步分類,其中不同轉(zhuǎn)向銑-銑復(fù)合加工方法中的順逆混合銑-銑復(fù)合加工方法優(yōu)勢明顯。
在不同轉(zhuǎn)向銑-銑復(fù)合加工方法中,當(dāng)銑刀盤上的立銑刀的排列為右旋立銑刀和左旋立銑刀交錯排列同時右旋立銑刀正轉(zhuǎn)而左旋立銑刀反轉(zhuǎn),如圖2(a)所示。稱此狀況的銑-銑復(fù)合加工方法為順逆混合銑-銑加工方法。
順逆混合銑-銑復(fù)合加工方法中正轉(zhuǎn)的右旋立銑刀如為逆銑,如圖2(b)所示。反轉(zhuǎn)的左旋立銑刀則為順銑,如圖2(c)所示。反之正轉(zhuǎn)的右旋立銑刀如為順銑,反轉(zhuǎn)的左旋立銑刀則為逆銑。設(shè)同時參加切削的立銑刀數(shù)為n,則當(dāng)n≥2時由于銑刀盤上的立銑刀的排列為右旋立銑刀和左旋立銑刀交錯排列,同時右旋立銑刀正轉(zhuǎn)而左旋立銑刀反轉(zhuǎn),所以參加切削的立銑刀的銑削方式順逆必同時存在。
順逆混合銑-銑復(fù)合加工方法中的實際切削速度是立銑刀的速度v與刀盤的速度vc的合成,如圖1(b)所示。因此當(dāng)立銑刀的速度v取一較大值時,刀盤的速度vc取一較小值就能實現(xiàn)銑-銑復(fù)合加工刀具系統(tǒng)高速切削。即:順逆混合銑-銑復(fù)合加工方法中的刀盤在低轉(zhuǎn)速下就能實現(xiàn)高速切削。這有效解決了一直困擾高速切削領(lǐng)域大型刀盤的動平衡和可靠性難題。
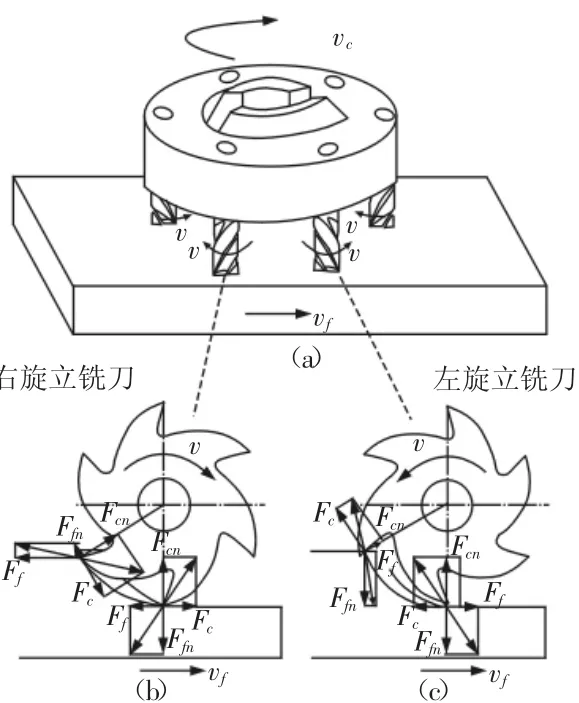
圖2 順逆混合銑-銑復(fù)合加工方法Fig.2 Up-Down Milling-Milling Machining Method
順逆混合銑-銑復(fù)合加工方法中將總磨損量平均到了不同立銑刀的不同的切削刃上從而提高了整個刀具的壽命,從方法上解決了難加工材料加工中刀具壽命短的難題。
此外,順逆混合銑-銑復(fù)合加工方法還有切削力上的優(yōu)勢。
3 順逆混合銑-銑復(fù)合加工方法的切削力理論分析
3.1 和傳統(tǒng)的端面銑削加工方法相比,順逆混合銑-銑復(fù)合加工方法有效地降低了切削力的大小
順逆混合銑-銑復(fù)合加工方法中的立銑刀是隨刀盤一起以轉(zhuǎn)速nc旋轉(zhuǎn)的,如圖3(a)所示。由于刀盤的進給,刀盤上一點的運動軌跡為一擺線,所以順逆混合銑-銑復(fù)合加工方法中的立銑刀的刀位軌跡為一擺線,如圖3(b)所示。而立銑刀第i個齒的運動軌跡也為一擺線,如圖3(b)所示。因此順逆混合銑-銑復(fù)合加工方法中的立銑刀第i個齒的合成運動軌跡為立銑刀隨刀盤旋轉(zhuǎn)的大擺線上與立銑刀繞自身軸線旋轉(zhuǎn)的小擺線的合成,即順逆混合銑-銑復(fù)合加工方法的立銑刀第i個齒的合成運動軌跡為大擺線上的小擺線,如圖3(c)所示。
順逆混合銑-銑復(fù)合加工方法第i個齒和第(i+1)個齒之間的實際切削層厚度,如圖3(d)所示。從圖中可以看出順逆混合銑-銑復(fù)合加工方法的名義切削厚度aef被立銑刀的相鄰兩條切削刃分解成小的月牙狀的實際切削層。當(dāng)順逆混合銑-銑復(fù)合加工方法與普通端銑加工方法取相同的aef時,由圖3(d)可知順逆混合銑-銑復(fù)合加工方法實際切削層厚度比普通端銑加工方法的小。
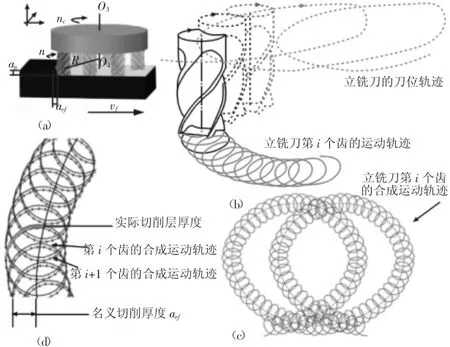
圖3 順逆混合銑-銑復(fù)合加工方法的刀具軌跡Fig.3 Tool Path of the Up-Down Milling-Milling Machining Method
根據(jù)文獻[4],螺旋刃立銑刀的第i個刀齒在瞬時齒位角為φi時對應(yīng)的瞬時銑削厚度為ti(φi),此時第i個刀齒螺旋槽微元上所受的切向力為 dFti、徑向力為 dFri、軸向力為 dFai,切向力在x,y方向的分力 dFtix、dFtiy的大小,如式(1)所示。

徑向力在 x,y方向的分力 dFrix、dFriy的大小,如式(2)所示。

第i個刀齒螺旋槽微元所受的x軸方向上的力dFix

y軸方向上的力dFiy

z軸方向上的力dFiz

式中:β—立銑刀螺旋角;r—立銑刀半徑;KS—切削力系數(shù);c1、c2—切削力比例系數(shù)。
根據(jù)在式(1)~式(6)可知切向力、徑向力、軸向力、x軸方向上的力、y軸方向上的力以及z軸方向上的力的大小均與實際切削層厚度ti(φi)和銑刀螺旋角β成正比,順逆混合銑-銑復(fù)合加工方法實際切削層厚度比普通端銑加工方法的小,并存在有利于降低切削力的螺旋角,因此可知順逆混合銑-銑復(fù)合加工方法的切削力比端銑加工中的切削力低。
3.2 順逆混合銑-銑復(fù)合加工方法部分切削力相互抵消
對逆銑和順銑的刀具進行受力分析,如圖 2(b)、圖 2(c)所示。圖中Fc為立銑刀刀齒所受的切向力,F(xiàn)cn為立銑刀刀齒所受的徑向力,通過受力分析發(fā)現(xiàn)逆銑和順銑立銑刀對應(yīng)刀齒上的切向力Fc方向相反,因此切向力Fc可部分被抵消。同樣對逆銑和順銑的工件進行受力分析不難發(fā)現(xiàn)逆銑和順銑兩種情況下工件沿進給方向受的力Ff的方向也是相反的,F(xiàn)fn為工件沿垂直于進給方向受的力,由于工件受力的減小,因順銑帶來的工作臺的竄動也會被有效遏制。
另一方面,參考文獻[4-11]可得立銑刀逆銑時第i刀齒的在x方向的總的切削力Fix和y方向的總的切削力Fiy,如式(7)、式(8)所示。
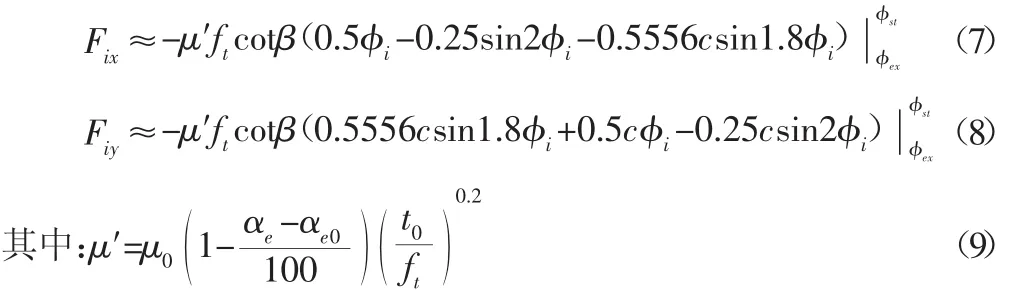
式中:φst—切入角;φex—切出角;μ0—單位體積初始切削能;αe—有效前角;αe0—初始有效前角;ft—進給量;t0—初始切削厚度;φi—瞬時齒位角;β—立銑刀螺旋角;r—立銑刀半徑。
當(dāng)立銑刀順銑時切削力的計算公式,如式(10)、式(11)所示。

比較逆銑時的切削力式(7)、式(8)和順銑時的切削力式(10)、式(11)可以發(fā)現(xiàn)逆銑時的切削力和順銑時的切削力不但大小不同而且y方向的力的方向也不同,這也從另一個角度證實了順逆混合銑-銑復(fù)合加工方法部分切削力相互抵消的結(jié)論,如圖2所示。這是順逆混合銑-銑復(fù)合加工方法的優(yōu)勢之一。
4 順逆混合銑-銑復(fù)合加工方法的切削力實驗
4.1 實驗設(shè)備、儀器和實驗方案設(shè)計
實驗所用機床為德瑪吉DMU80 monoBLOCK五軸加工中心。機床主軸功率26kW,主軸最高轉(zhuǎn)速24000r/min,最快進給速度30m/min,定位精度0.008mm,重復(fù)定位精度0.005mm。切削力測量系統(tǒng)是由瑞士奇石樂Kistler壓電三向動態(tài)測力儀9257B,5070A型八通道電荷放大器,數(shù)據(jù)電纜,采集器和Dynoware測力分析軟件組成。
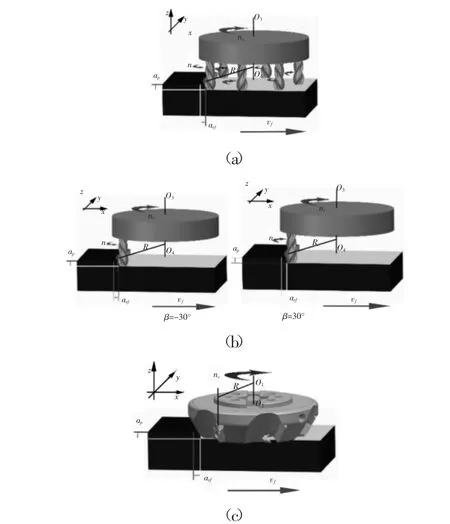
圖4 實驗方案Fig.4 Experimental Program
實驗材料為6063DL31鋁合金,右旋立銑刀和左旋立銑刀各一把,端面銑刀(單齒),實驗中右旋立銑刀和左旋立銑刀各作為順逆混合銑-銑復(fù)合加工方法中的一個“刀齒”,實驗方案,如圖3所示。兩把螺旋刃立銑刀和端面銑刀(單齒)的刀具材料均為硬質(zhì)合金,前角相同為10°,兩刀具后角相同為12°,兩把螺旋刃立銑刀的刃齒數(shù)為4、螺旋角為30°。(右旋立銑刀螺旋角β=30°,左旋立銑刀螺旋角β=-30°。
右旋立銑刀和左旋立銑刀整體各作為順逆混合銑-銑復(fù)合加工方法中的一個“刀齒”,測量兩種情況下,如圖4(b)所示。端面銑刀(單齒)的切削力,如圖4(c)所示。其中:R—回轉(zhuǎn)半徑;nc—刀盤轉(zhuǎn)速;n—立銑刀轉(zhuǎn)速;ap—切深;aef—切削寬度(名義切削厚度),vc=nc×R,試驗中右旋立銑刀、左旋立銑刀和端面銑刀(單齒)取相同的R、nc、ap、aef,右旋立銑刀和左旋立銑刀取轉(zhuǎn)向不同的n。測量每一次的切削力。
4.2 實驗結(jié)果
實驗取ap=0.4mm,改變aef值測量右旋立銑刀和左旋立銑刀整體各作為順逆混合銑-銑復(fù)合加工方法中的一個“刀齒”時的切削力,實驗結(jié)果,如圖5所示。右旋立銑刀和左旋立銑刀整體各作為順逆混合銑-銑復(fù)合加工方法中的一個“刀齒”時,如圖5(a)、圖5(b)所示。當(dāng)aef=0.05mm時測力儀實測y軸方向的波形圖和局部放大圖。從圖中可以看出y軸方向的力的方向不同。
改變aef值的大小,可得右旋立銑刀和左旋立銑刀整體各作為順逆混合銑-銑復(fù)合加工方法中的一個“刀齒”時的切削力的大小和端面銑刀(單齒)切削力的大小,如圖6所示。從圖6可以發(fā)現(xiàn)和傳統(tǒng)的端面銑削加工方法相比,順逆混合銑-銑復(fù)合加工方法有效地降低了切削力的大小,順逆混合銑-銑復(fù)合加工方法逆銑時的切削力和順銑時的切削力y方向的力的方向不同,這證實了順逆混合銑-銑復(fù)合加工方法部分切削力相互抵消的結(jié)論。

圖5 切削力波形圖和局部放大圖Fig.5 Cutting Force Waveform and Local Magnification
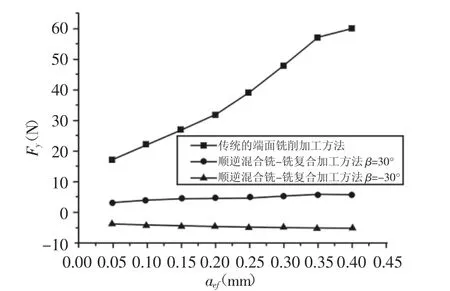
圖6 不同aef時y軸方向銑削力圖Fig.6 Y Axis Direction Milling Force in Different aef
5 結(jié)論
(1)順逆混合銑-銑復(fù)合加工方法是銑-銑復(fù)合加工方法多種形式中的一種,具有刀盤在低轉(zhuǎn)速下就能實現(xiàn)高速切削、刀具壽命長等銑-銑復(fù)合加工方法所具有的優(yōu)點。
(2)與傳統(tǒng)的端面銑削加工方法相比,順逆混合銑-銑復(fù)合加工方法具有較小的實際切削層厚度和有利于降低切削力的螺旋角,因此在相同的切削用量的基礎(chǔ)上,順逆混合銑-銑復(fù)合加工方法的銑削力較傳統(tǒng)的端面銑削加工方法有大幅度地降低。
(3)順逆混合銑-銑復(fù)合加工方法發(fā)揮了銑-銑復(fù)合加工方法組合優(yōu)勢,部分切削力能夠相互抵消,從而減小加工工件的受力。
[1]Shenwang Li,Xibin Wang,Lijing Xie.The milling-milling machining method and its realization[J].International Journal of Advanced Manufacturing Technology,2015(76):1151-1161
[2]祝孟琪,徐文驥.車銑復(fù)合加工不銹鋼細(xì)長軸的試驗研究[J].機械設(shè)計與制造,2015(6):102-104.(Zhu Meng-qi,Xu Wen-ji.Research on turn-milling of slender stainless steel shaft[J].Machinery Design&Manufacture,2015(6):102-104.)
[3]張富君,姜增輝,王文凱.切削速度對軸向車銑TC4鈦合金刀具磨損的影響[J].機械設(shè)計與制造,2015(9):125-127.(Zhang Fu-jun,Jiang Zeng-hui,Wang Wen-kai.The influence of cutting speed to tools wear in cutting TC4 titanium by axial turn-milling[J].Machinery Design&Manufacture,2015(9):125-127.)
[4]Engin S,Altintas Y.Mechanics and dynamics of general milling cutters.:Part I:helical end mills[J].International Journal of Machine Tools and Manufacture,2001,41(15):2195-2212.
[5]Altintas Y,Spence A,Tlusty J.End milling force algorithms for CAD systems[J].CIRP Annals-Manufacturing Technology,1991,40(1):31-34.
[6]Kline W A,Devor R E,Lindberg R.The prediction of cutting forces in end milling with application to cornering cuts[J].International Journal of Machine Tool Design and Research,1982,22(1):7-22.
[7]Altintas Y,Lee P.Mechanics and dynamics of ball end milling[J].Journal of Manufacturing Science and Engineering,1998,120(4):684-692.
[8]Feng H Y,Su N.A mechanistic cutting force model for 3D ball-end milling[J].Journal of Manufacturing Science and Engineering,2001,123(1):23-29.
[9]Liu X W,Cheng K,Webb D.Improved dynamic cutting force model in peripheral milling.Part I:Theoretical model and simulation[J].The International Journal of Advanced Manufacturing Technology,2002,20(9):631-638.
[10]Liu X W,Cheng K,Webb D.Improved dynamic cutting force model in peripheral milling.Part II:experimental verification and prediction[J].The International Journal of Advanced Manufacturing Technology,2004,24(11-12):794-805.
猜你喜歡
中老年保健(2021年9期)2021-08-24 03:52:04
河北畫報(2021年2期)2021-05-25 02:07:46
中學(xué)生數(shù)理化(高中版.高考理化)(2020年2期)2020-04-21 05:33:04
兒童繪本(2020年5期)2020-04-07 17:46:30
兒童故事畫報(2019年5期)2019-05-26 14:26:14
Coco薇(2016年2期)2016-03-22 02:42:52
山東青年(2016年1期)2016-02-28 14:25:23
Coco薇(2015年1期)2015-08-13 02:47:34
小雪花·成長指南(2015年7期)2015-08-11 15:03:12
小雪花·成長指南(2015年4期)2015-05-19 14:47:56
