降低彈簧鋼脫碳的工藝改進及生產(chǎn)實踐
2018-01-17 06:59:59郭曉輝韓懷賓1萬長杰虞學(xué)慶李永超
河南冶金 2017年6期
郭曉輝 韓懷賓1, 王 維 萬長杰 虞學(xué)慶 李永超
(1.東北大學(xué)軋制技術(shù)及連軋自動化國家重點實驗室; 2.河南濟源鋼鐵(集團)有限公司)
0 前言
近幾年來,隨著汽車輕量化及高性能化,對汽車用彈簧鋼盤條的質(zhì)量要求越來越高。由于彈簧的受力和工作特點,表面脫碳會明顯降低彈簧的疲勞壽命,當(dāng)表面出現(xiàn)鐵素體全脫碳時,彈簧的疲勞極限會降低50%[1]。目前已發(fā)表的彈簧鋼脫碳研究多在實驗室完成[2-4],加熱時間及加熱氣氛與工業(yè)生產(chǎn)之間存在差異,如何在工業(yè)生產(chǎn)中避免彈簧鋼全脫碳,減少彈簧鋼總脫碳成為迫切需要解決的一個難題,為此,結(jié)合生產(chǎn)實踐,對鋼坯扒皮制度、加熱制度、控冷制度進行了系列研究,意在降低彈簧鋼表面脫碳深度,提升濟源鋼鐵(以下簡稱濟鋼)高端二火材彈簧鋼質(zhì)量,滿足高端用戶需求。
1 彈簧鋼生產(chǎn)工藝及脫碳質(zhì)量要求
濟鋼彈簧鋼二火材主要用于汽車懸架簧生產(chǎn),牌號包括60Si2MnA-K、55SiCrA-K,主要化學(xué)成分見表1。

表1 彈簧鋼二火材化學(xué)成分
濟鋼彈簧鋼二火材的生產(chǎn)工藝路線為:高爐鐵水→KR鐵水預(yù)處理→轉(zhuǎn)爐冶煉→LF精煉→RH精煉→大方坯連鑄→開坯→緩冷→全扒皮→探傷→高線加熱→軋制→檢驗→包裝→合格品入庫。
高端用戶要求彈簧鋼盤條無全脫碳,總脫碳層深度小于盤條公稱直徑(D)的0.8%,目前濟鋼彈簧鋼二火材脫碳存在0.015 mm深的全脫碳層,總脫碳層深度達到1%D,脫碳形貌如圖1所示。為了完全滿足用戶需求,需對主要生產(chǎn)過程參數(shù)進行優(yōu)化。
2 彈簧鋼脫碳產(chǎn)生的原因及改進措施
成品脫碳來自兩方面即鋼坯的原始脫碳和在后續(xù)加熱、軋制過程中產(chǎn)生的二次脫碳。從擴散方式上分析,出現(xiàn)部分脫碳主要是由于晶界擴散引起,出現(xiàn)全脫碳主要是由于體積擴散引起。因此,控制成品全脫碳首先要去除掉鋼坯的原始脫碳及貧碳區(qū),以防止鋼坯的原始脫碳在后續(xù)加熱過程中繼續(xù)拓展形成全脫碳,其次在加熱和后續(xù)冷卻過程中應(yīng)避免長時間在鐵素體和奧氏體兩相區(qū)及略高于Ac3的溫度范圍內(nèi)停留。通過以上理論分析及結(jié)合現(xiàn)場實踐,對扒皮制度、加熱制度、控冷制度進行了一系列的改進。

圖1 ф14 mm規(guī)格彈簧鋼二火材脫碳形貌
2.1 扒皮制度對成品脫碳的影響及改進措施
扒皮首先要消除的是開坯后的表面脫碳問題,同時避免影響成品材表面質(zhì)量的凹坑、尖角等缺陷。因此,制定合理的扒皮制度是保證脫碳合格的前提。
目前工藝執(zhí)行單邊扒皮深度1.5 mm,切取扒皮后鋼坯角部及邊部試樣,觀察脫碳形貌,如圖2所示。鋼坯邊部未發(fā)現(xiàn)網(wǎng)狀鐵素體,只有扒皮后的硬化層,而角部還存在0.4 mm深的網(wǎng)狀鐵素體。這部分鐵素體會在加熱時繼續(xù)擴散,最終形成全脫碳或較深的總脫碳,取相對應(yīng)的成品樣觀察脫碳情況,如圖3所示,可以看到四處對稱的深脫碳層。因此,對扒皮制度進行了改進:(1)表面扒皮深度仍執(zhí)行1.5 mm,角部扒皮深度從1.5 mm增加到2.0 mm;(2)為防止出現(xiàn)尖角,角部扒皮道次由兩道改為三道;(3)穩(wěn)定扒皮機壓下量,防止表面扒皮過度出現(xiàn)凹坑。
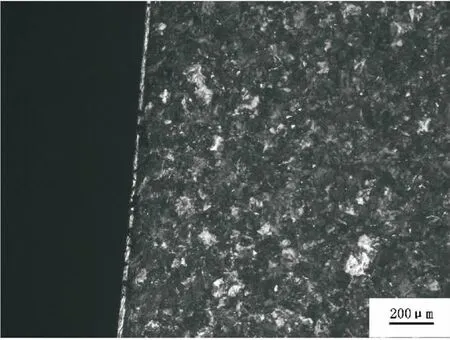
(a) 邊部
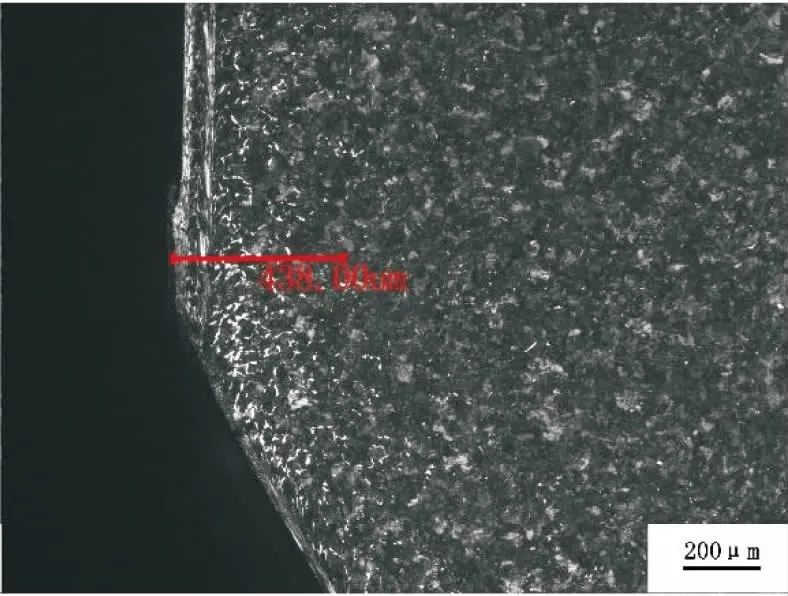
(b) 角部
2.2 加熱制度對成品脫碳的影響及改進措施
由Fe-C相圖可知,在727 ℃~912 ℃為鐵素體+奧氏體兩相區(qū)。當(dāng)加熱溫度處于此兩相區(qū)時,會析出鐵素體,鋼坯表面因碳原子擴散損失而產(chǎn)生的低碳含量的鐵素體就可以沿著這些已析出的鐵素體表面生長,從而形成圓周方向上的鐵素體全脫碳層。在兩相區(qū)停留的時間越長,全脫碳層越深。綜合考慮各種實際因素,提出工藝改進措施:(1)改進加熱制度,加熱制度改進前后工藝對比見表2;(2)調(diào)整步進梁式加熱爐前進步距,由原來的248 mm提高至288 mm,加熱時間可由120 min降至100 min;(3)為提高升溫速度,將加熱段殘氧值提高至5%[5];(4)進行黑匣子試驗,跟蹤改進后鋼坯在爐內(nèi)的升溫過程,各階段的溫度情況及殘氧控制曲線,如圖4所示。
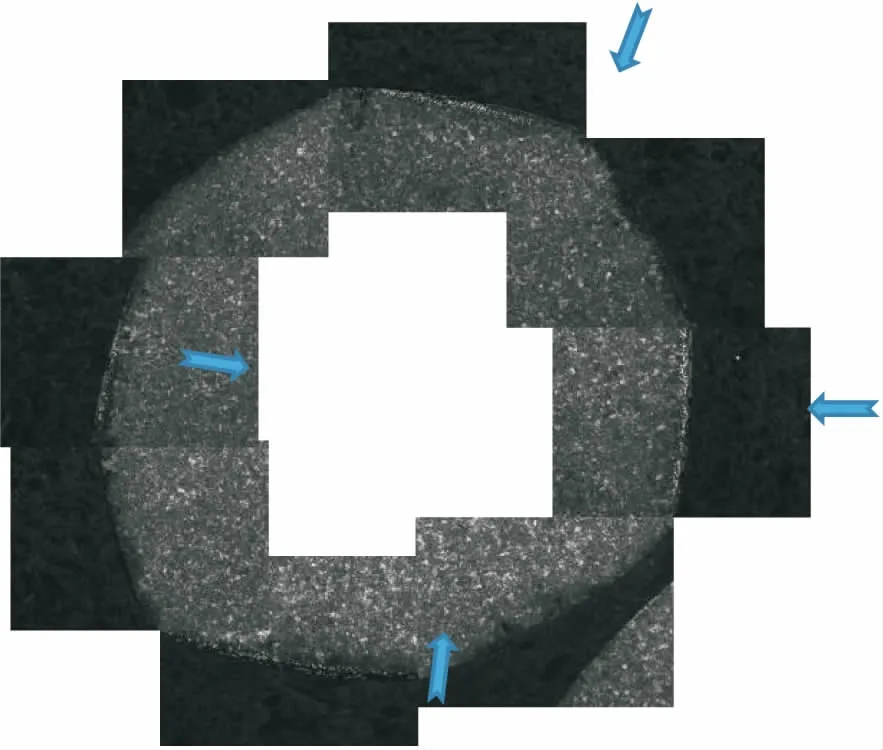
圖3 邊部和角部扒皮1.5 mm后對應(yīng)的成品各部位脫碳形貌
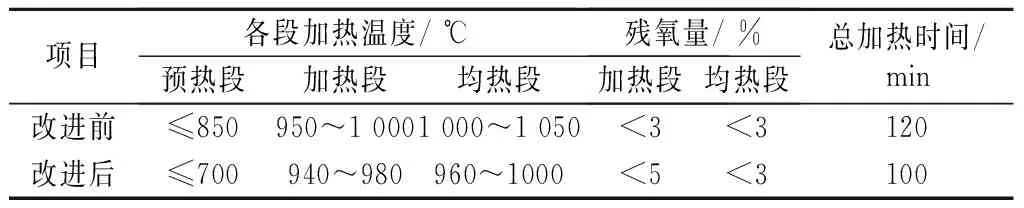
表2 加熱制度改進前后工藝對比
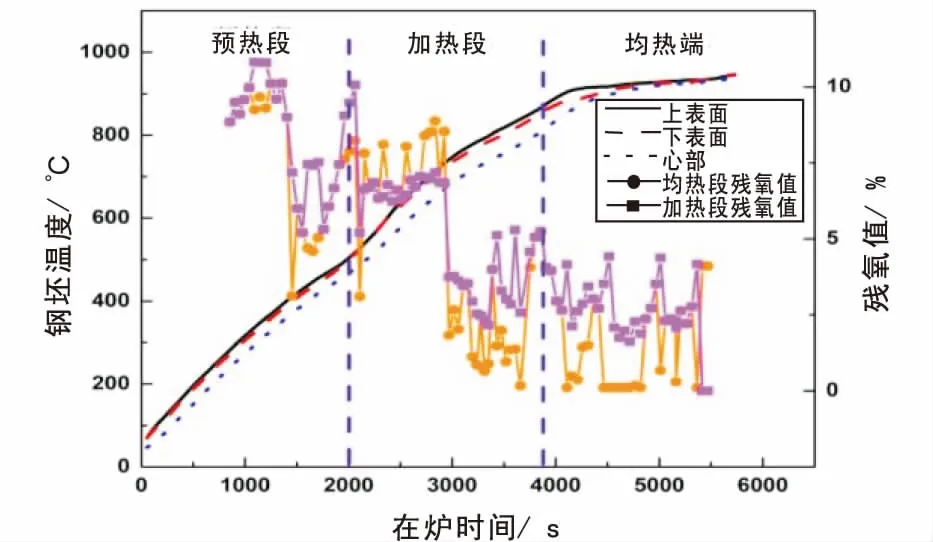
圖4改進后鋼坯各時間段的溫度及殘氧曲線
2.3 控冷制度對成品脫碳的影響及改進措施
鋼在冷卻過程中,是從高溫到低溫的過程,軋后冷卻速度越小,鋼在高溫階段停留的時間就越長,增加了鋼中碳原子的擴散時間,由脫碳層深度與擴散的關(guān)系可知,脫碳層深度隨冷卻速度的增加而減少。控冷制度改進前后的對比見表3。

表3 控冷制度改進前后對比
3 改進效果
改進扒皮制度后,鋼坯 表面質(zhì)量良好,角部圓滑,減少了尖角在加熱過程中升溫過快形成全脫碳的風(fēng)險。改進后的加熱制度,采用低溫透燒、兩相區(qū)快速加熱、低溫軋制的方法,減少了彈簧鋼兩相區(qū)的停留時間,降低了總加熱時間。控冷制度在影響彈簧鋼力學(xué)性能的前提下,提高了冷卻速度,降低了鋼中碳原子的擴散時間。通過以上生產(chǎn)工藝的改進,總脫碳深度小于0.7%D的合格比例由原來的70%提高到98%,無全脫碳的合格比例由原來的60%提高到96%。改進后ф14mm規(guī)格彈簧鋼二火材脫碳形貌如圖5所示。
4 結(jié)論
通過改進扒皮制度,嚴(yán)格控制扒皮深度及扒皮表面粗糙度;改進加熱制度,控制各段溫度,減少加熱時間,改進控冷制度;降低吐絲溫度及入罩溫度,避免了彈簧鋼二火材全脫碳的產(chǎn)生,降低了彈簧鋼二火材的總脫碳層深度,從而解決了高端二火材彈簧鋼脫碳層不穩(wěn)定的問題,使?jié)摰母叨藘苫鸩臐M足了高端客戶需求。
[1] 趙中英. 高速線材生產(chǎn)的彈簧鋼盤卷的表面脫碳分析[J].寶鋼技術(shù),2003(3):55-58.
[2] 魯修宇,吳超,羅德信,等.55SiCr彈簧鋼脫碳與氧化行為研究[J].熱處理技術(shù)及裝備,2016,37(2):63-66.

(a) 60Si2MnA-K

(b) 55SiCrA-K圖5 改進后ф14 mm規(guī)格彈簧鋼二火材脫碳形貌
[3] 曹安然,李玉芳,王劍,等.彈簧鋼55SiCr氧化與脫碳特性的研究[J].金屬熱處理,2010,35(9):51-55.
[4] 陳銀莉,左茂芳,羅兆良,等.60Si2Mn彈簧鋼表面脫碳理論及試驗研究[J].材料熱處理學(xué)報,2015,36(1):192-198.
[5] 柳洋波,張瑋,佟倩,等.爐氣含量對彈簧鋼55SiCr脫碳的影響[J].金屬熱處理,2013,38(9):37-41.
猜你喜歡
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2020年11期)2020-12-14 06:59:52
遼金歷史與考古(2019年0期)2020-01-06 07:44:44
藝術(shù)品鑒證.中國藝術(shù)金融(2018年8期)2019-01-14 01:14:28
藝術(shù)品鑒證.中國藝術(shù)金融(2018年10期)2019-01-08 02:44:26
藝術(shù)品鑒證.中國藝術(shù)金融(2018年6期)2019-01-08 02:43:04
藝術(shù)品鑒證.中國藝術(shù)金融(2018年12期)2018-08-26 06:03:48
中國衛(wèi)生(2016年7期)2016-11-13 01:06:26
中國衛(wèi)生(2016年11期)2016-11-12 13:29:18
中國衛(wèi)生(2016年9期)2016-11-12 13:27:58
中財法律評論(2016年0期)2016-06-01 12:17:10