
應用數控車床加工變導程螺紋方法
2017-12-28 16:26:07陳珠海
考試周刊 2017年52期
關鍵詞:數控車床
陳珠海
摘要:在機械行業中,螺紋的運用是常見的,加工大螺距螺桿是一個復雜的問題,尤其是變螺距螺桿的加工則難度更大。本文就介紹在數控車床上加工的方法與技巧。
關鍵詞:變導程螺紋;數控車床
前言
變螺距螺桿在生產中應用較多,如在塑料、造紙等行業使用的擠出設備中,變螺距螺桿是關鍵零部件,它擠出性能優良,可以實現物料送進速度的調整及物料送進位置的改變。本文介紹變導螺紋在數控車床上應用子程序加工方法。
一、 變導程螺紋加工
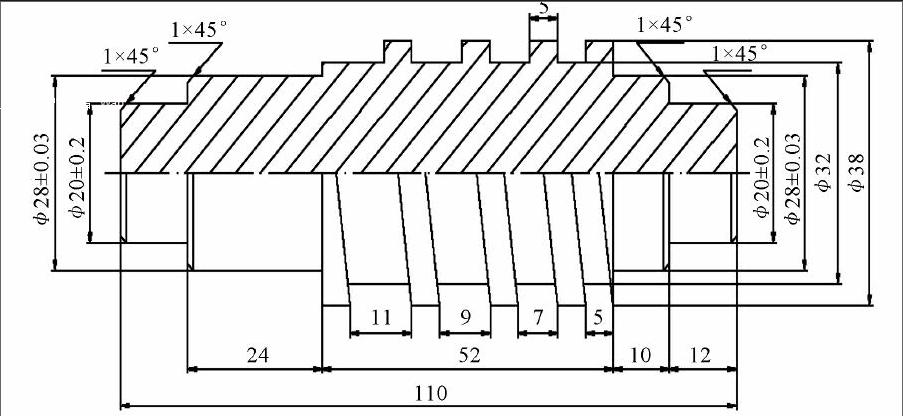
變導程螺紋的每一個導程都是變化的,或遞增,或遞減,按照螺紋的外形可分為槽等寬牙變螺紋和牙等寬槽變螺紋兩種,分別如下圖所示。
(一) 變導程螺紋加工數控指令
在廣州數控980TD系統中,有變導程螺紋切削功能。
格式:G34X—Z—F—R—;
其中:X、Z:螺紋切削終點的絕對坐標值。
F:第一個導程。
R:主軸每轉螺距的增量值或減量值。
(二) 變導程螺紋刀具分析
a)刀具材料選擇
由于此變導程螺紋為矩形螺紋,槽寬及深度都較大,在加工時切削刃接觸長度長,受力大,車刀故為高速鋼W18Cr4V2。
b)刀具角度選擇
刀具外形為矩形,粗車刀刀頭寬度為4.6 mm,精車刀刀頭寬度為5 mm。
粗車刀具前角選擇10°左右,左側后角為(3°~5°)+Ψ最大,右側后角為(3°~5°)-Ψ最大。精車刀具前角選擇0°,后角與粗車刀具相同。其中,Ψ最大為螺紋最大導程頂徑處的螺旋升角。中槽等寬牙變導程螺紋刀的螺旋升角計算:tanΨ最大=7.64°
C)刃磨刀具
粗車刀刀寬為4.5 mm左右,在前刀面上主切削刃及兩副切削刃上開切削槽,保證前角10°左右,保證后角6°~8°,左側副后角12°左右,右側副后角-3°左右。精車刀刀寬嚴格保證5 mm,前角為0°,后角與粗車刀同。
(三) 加工槽等寬牙變導程螺紋
考慮零件在加工過程中裝夾的穩定性及保證加工精度,采用“一夾一頂”的裝夾方式,加工右端Φ20、Φ28兩外圓柱及變導程螺紋部分。在加工螺紋以前,
刀具定位的位置必須指定在距螺紋右端面一個基本導程距離的地方,以保證車削零件時螺紋第一道牙的導程為5mm。在此處,變螺紋第一道螺紋導程為7mm,故基本導程等于此值減去螺紋增量2mm,為5mm,所以螺紋的定位應該在距螺紋右端面5mm位置處。
程序節選如下:
O1;M3S100;T0101;G00 X50 Z-17; M98 P501001;O1001; G00 U-12.1 ; G34 U0 Z-92 F3R2 ; G00 U12;Z-14 ;M99;
(四) 加工牙等寬槽變導程螺紋
加工牙等寬槽變螺紋比槽等寬牙變螺紋要復雜得多,要車成變槽寬,只能是在變導程車削的過程中使刀具寬度均勻變大才能實現,不過這是不可能實現的。實踐證明,可通過改變導程F和相應的起刀點來趕刀,逐漸完成車削。
粗加工程序如下:
O2002;G00 X200Z10;T0101 M08;M03 S100 ;G00 X50Z-12;M98 P501001;G00 X50 Z-13 ;M98 P602002;G00 X50 Z-14 ;M98 P502002 ;G00 X200 Z10 ; M05 ; M30 ; O3003; G00 U-12.1 ; G34 U0 Z-74 F9 R2; G00 U12 ; Z-12 ; M99; O3002; G00 U-12.1; G34 U0 Z-74 F8 R2 ; G00 U12; Z-13;M99 ; O4004; G00 U-12.1; G34 U0 Z-74 F7 R2; G00 U12;Z-14;M99;
注:精車時只需更換精加工刀具,程序同粗車程序。
(五) 加工變導程螺紋注意事項
a)根據不同的要求合理選擇刀具寬度,精車刀應與最小導程的槽等寬;
b)據不同情況正確設定變螺紋F初始值和起刀點的位置,即基本導程值;
c)加工過程如發現牙寬與理論尺寸不符,可通過更改定位坐標值及基本導程值來趕刀實現,具體趕刀數值及操作根據實際情況而定。
結束語
在實踐加工中,應用數控車床進行加工變導程螺紋,不僅可以提高零件的加工精度,而且與使用普通車床相比,輔助加工時間也大大縮短,減輕勞動強度,保證工件質量,充分發揮了子程序的功能,以簡單的數控加工指令進行編程加工,大大簡化了加工程序,實現了復雜特種螺紋的加工。
參考文獻:
[1] 廣州數控980TD數控系統使用說明書[Z].
[2] 沈建峰.數控車編程與操作實訓[M].國防工業版社,2005,08.
[3] 陳子銀.數控車工技能實戰演練[M].國防工業版社,2007,01.
猜你喜歡
裝備制造技術(2020年4期)2020-12-25 05:26:22
制造技術與機床(2019年12期)2020-01-06 03:17:48
制造技術與機床(2017年6期)2018-01-19 02:41:24
制造技術與機床(2017年4期)2017-06-22 11:18:05
制造技術與機床(2017年2期)2017-05-04 04:17:34
現代工業經濟和信息化(2016年12期)2016-05-17 05:37:48
制造技術與機床(2015年10期)2015-04-09 07:06:08
制造技術與機床(2015年10期)2015-04-09 07:05:42
裝備機械(2015年1期)2015-02-28 22:19:52
組合機床與自動化加工技術(2014年9期)2014-03-01 02:21:42
