回轉窯大齒圈齒面的修復
2017-12-28 05:50:46鄧榮娟
水泥技術 2017年6期
鄧榮娟
回轉窯大齒圈齒面的修復
鄧榮娟
回轉窯用大齒圈為鑄造成型,其質量是QCP控制的重中之重。大齒圈不僅要使用超聲波無損檢測(UT)對其內部鑄造質量進行嚴格檢測,而且在成品時需使用磁粉無損檢測(MT)對其表面進行檢測。UT檢測不合格時,通常齒圈不可使用,UT檢測合格但MT檢測不合格,尤其是齒面存在疏松、夾渣、微裂紋等缺陷而導致MT檢測不合格時,對缺陷進行打磨清理干凈即可。此時的問題是,表面外觀(VC)檢測不合格。為了解決該問題,一種表面冷焊技術被運用到齒面修復上,該技術只是針對齒圈外觀進行“美化”修復,對齒圈本身的性能不會產生任何的影響。
回轉窯;齒圈;質量;UT;MT;冷焊修復
1 前言
回轉窯用大齒圈為鑄造成型,其質量一直是QCP控制的重中之重。大齒圈不僅要使用超聲波無損檢測(UT)對其內部鑄造質量進行嚴格檢測,而且在成品時需使用磁粉無損檢測(MT)對其表面進行檢測。UT檢測不合格時,通常齒圈不可使用,UT檢測合格但MT檢測不合格,尤其是齒面存在疏松、夾渣、微裂紋等缺陷而導致MT檢測不合格時,對缺陷進行打磨清理干凈即可,而此時表面外觀(VC)檢測會不合格。為了解決該問題,一種表面冷焊技術被運用到齒面修復上,該技術只是針對齒圈外觀進行“美化”修復,對齒圈本身的性能不產生任何的影響。
冷焊是一種應用機械力、分子力或電力使得焊材擴散到器具表面的工藝(方法)。簡而言之,是一種基材熱影響區較小的焊接方式。用該工藝對不影響齒面使用性能的圓滑凹坑進行填補修復,可解決外觀檢測不合格的困擾。
2 冷焊工藝
2.1 環境要求
(1)焊接前用專用磨具清洗液把需修補部分清洗干凈,無需預熱,需要有專業人員密切關注施工過程。
(2)盡量在無風、無灰塵的外部環境下作業。(3)根據工件大小和焊接部位具體情況進行焊接操作。
2.2 焊接材料
根據大齒圈的材料成分ZG42CrMo,選擇牌號為JQ-MC50-C的焊絲,焊絲直徑控制在0.6~0.8mm。
2.3 焊接參數
脈沖焊接電流30A,焊接時間100ms,間隔時間200ms。
2.4 工藝方案
焊槍頂尖對焊絲瞬時通電,焊絲熔化(瞬間工作溫度在2 000℃左右),同時沖擊將其附著在工件上,瞬間完成一個工作單位300ms,工件所受熱影響較小,工件溫度不會升高;焊縫和熱影響區的區域極窄,其硬度適中;熱影響區域小,不會導致精密母體變形;焊接牢固,熔合充分。
3 冷焊試驗
采用冷焊技術修復成品齒圈齒面,最為關鍵的兩個問題是:焊材和基材的結合是否良好;焊材和基材的過渡區、熱影響區的寬度以及相關硬度是否適合。
3.1 試樣制作
打磨清理齒面疏松、夾渣等缺陷,清理干凈后的圓滑凹坑尺寸一般≯30mm×10mm×5mm,采用磁粉+著色兩種表面檢測方式確認缺陷是否清理干凈。為了保證凹坑的深度得到實際測量,試塊在打磨凹坑之前,對試塊打眼定位并壓出分割線,便于后續切割定位,見圖1。對試塊實施冷焊,將凹坑焊補填平,然后對其進行拋光打磨處理,見圖2。
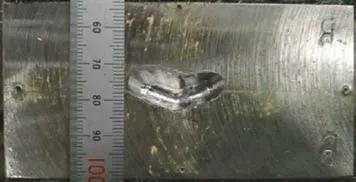
圖1 冷焊試驗用試塊
3.2 試樣測試
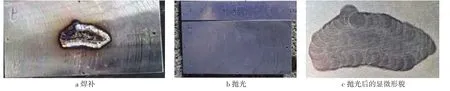
圖2 試樣制作完成后的宏觀形貌圖
試樣制作完成后,使用維氏顯微硬度計對基材、冷焊熱影響區、冷焊過渡區以及焊材的硬度進行測試,同時給出尺寸,可以預估過渡區和熱影響區的寬度。
通過顯微鏡進行分析,以120kg以內的載荷和頂角為136°的金剛石方形錐壓入器壓入材料表面,用載荷值除以材料壓痕凹坑的表面積,即為維氏硬度值(HV)。根據試驗負載的不同,適用于不同工件的維氏硬度測試。
(1)試驗負荷49.03~980.7N,將相對面夾角為136°的金剛石方形錐壓入器壓入材料表面,保持規定時間后,測量壓痕對角線長度,再按公式來計算硬度的大小,適用于較大工件和較深表面層的硬度測定。
(2)試驗負荷1.961~49.03N,它適用于較薄工件、工具表面或鍍層的硬度測定。
(3)試驗負荷<1.961N,適用于金屬箔、極薄表面層的硬度測定。
計算公式:
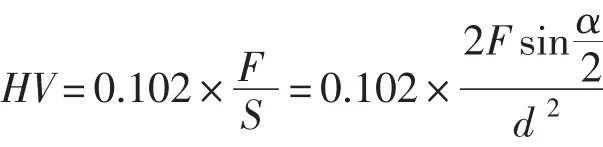
式中:
F——負載,N
S——壓痕表面積,mm2
α——壓頭相對面夾角,136°
d——壓痕對角線平均長度,mm
圖3a中給出了本次試驗的測試區,由圖可以看出表面測試區為下半部分(試塊寫有MS和MT字樣);圖3b中7~10所測試的為冷焊表面的測試區域,11~13為冷焊根部的測試區域,該區域來自于圖3a中上半部分(試塊寫有BF字樣)旋轉90°展現出的根部區域。
3.3 測試結果
從圖4可以看出,區域7的維氏顯微硬度測試值以及顯微組織,從右向左分別為焊材區、過渡區、熱影響區以及基材區,焊接結合處非常致密。過渡區的寬度約為0.4mm,維氏硬度528~657(折算成布氏硬度約為504~618);熱影響區的寬度約為0.5mm,維氏硬度363~377(折算成布氏硬度約為342~361);基材維氏硬度為221(折算成布氏硬度約為209)。
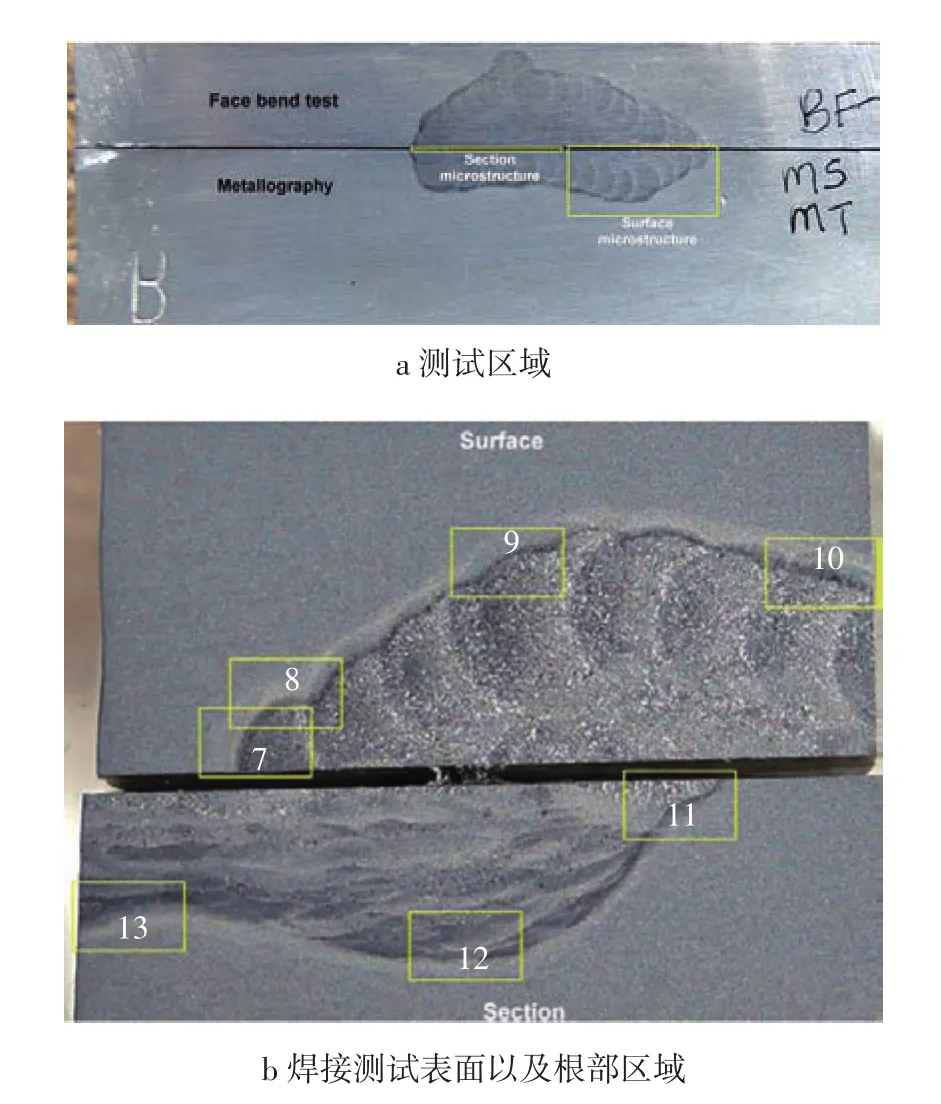
圖3 試塊測試區域的選擇

圖4 區域7的維氏顯微硬度測試圖
區域8、9、10的情況和區域7相當,從圖5可以看出焊材和基材的結合處非常致密,過渡區和熱影響區均可看出。
從圖6可以看出,區域12的維氏顯微硬度測試值以及顯微組織,從上向下分別為焊材區、過渡區、熱影響區、過渡區以及基材區,焊接結合處非常致密。過渡區的寬度約為0.4mm,維氏硬度336~381(折算成布氏硬度約為323~361);兩個熱影響區的寬度約為0.4mm,維氏硬度311~323(折算成布氏硬度約為295~304);基材維氏硬度為230~270(折算成布氏硬度約為219~257)。
區域11、13的情況和區域12相當,從圖7可以看出焊材和基材的結合處非常致密,過渡區和熱影響區均可看出。

圖5 區域8~10的維氏顯微硬度測試圖
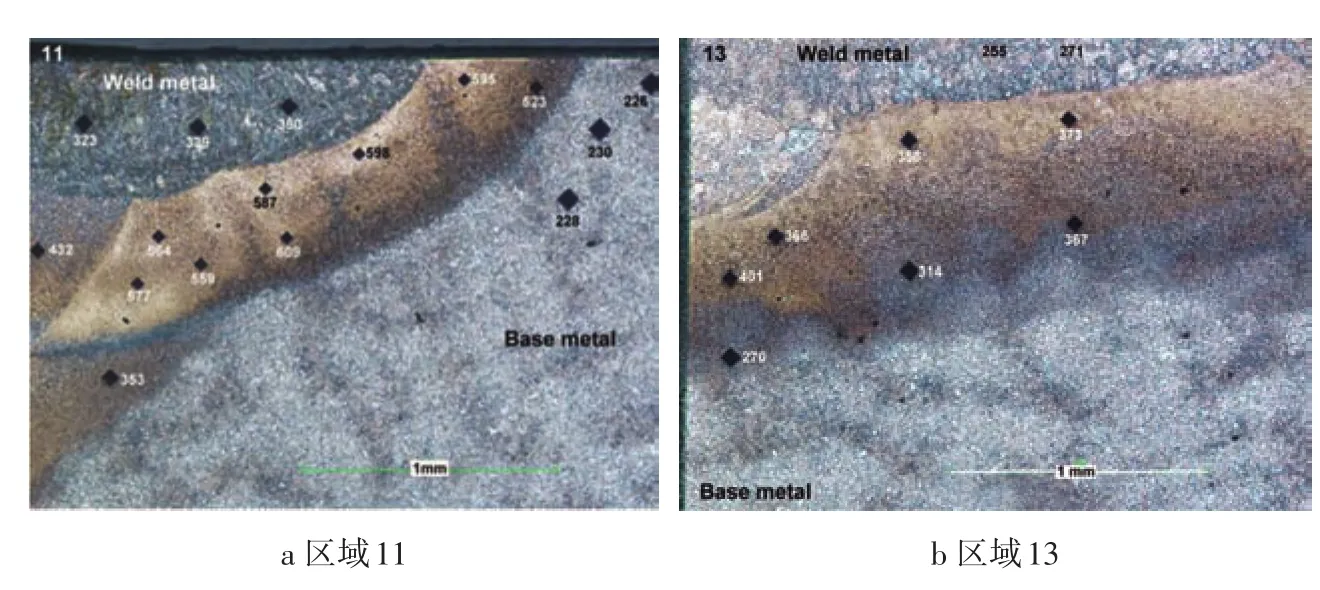
圖7 區域11、13的維氏顯微硬度測試圖
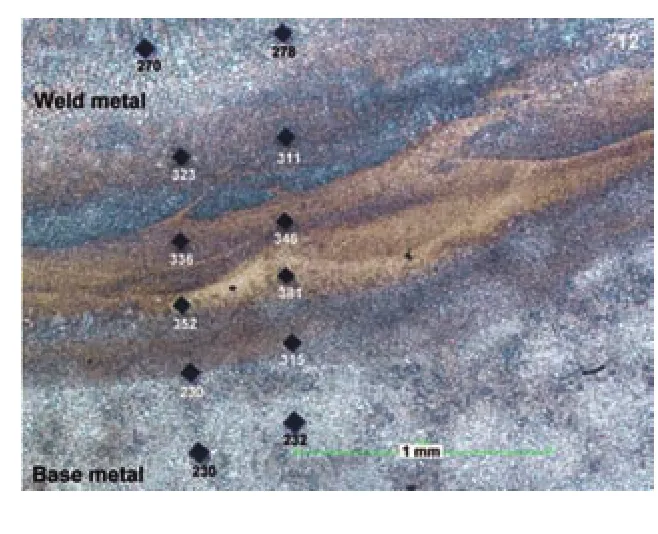
圖6 區域12的維氏顯微硬度測試圖
4 冷焊修復效果檢驗
在現場對成品大齒圈的齒面進行實際冷焊操作,按照工藝流程對清理干凈的自然缺陷處進行焊補修復,冷焊完成后無論著色檢測還是磁粉檢測,均未發現缺陷,表明冷焊修復效果較好,見圖8。
5 結語
(1)試驗結果表明,無論在表面冷焊還是在根部冷焊,焊材和基材都非常致密地結合在一起。
(2)試驗結果表明,無論在表面冷焊還是在根部冷焊,都存在過渡區和熱影響區,但在表面熱影響區只存在基材一側,在根部熱影響區兩側都存在,越靠近表面,過渡區和熱影響區的硬度越高。

圖8 大齒圈修復后以及檢測的宏觀形貌
(3)冷焊技術已成功地應用在回轉窯用大齒圈的齒面修復上。■
Repair of Tooth Surface for Rotary Kiln Girth Gear
DENG RongJuan
(Sinoma Technology and Equipment Co.,Ltd.,Tianjin 300400)
The quality of girth gear was always the top priority in Quality Control Planning which was formed by casting and used for rotary kiln.The inner quality of girth gear was not only strictly tested by the ultrasonic nondestructive testing(UT),but also the surface quality was tested by magnetic particle nondestructive testing(MT)in the finished.UT unqualified,the girth gear failed.UT qualified,but MT unqualified,especially loose,slag and micro cracks on tooth surface caused MT unqualified,the defect could be polished cleanly.At the same time,VC unqualified,in order to solve this problem,a surface cold welding technology was applied to the teeth on the girth gear technology only for the appearance"beautifying".Repair performance of the gear ring itself did not affect.
rotary kiln;girth gear;quality;UT;MT;cold welding repair
2017-03-22; 編輯:孫 娟
TQ172.622.19
A
1001-6171(2017)06-0057-04
猜你喜歡
今日農業(2021年9期)2021-11-26 07:41:24
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
發明與創新·小學生(2021年3期)2021-03-25 11:48:49
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
海峽科技與產業(2016年3期)2016-05-17 04:32:12
中國科技博覽(2016年2期)2016-04-25 20:32:39
小學生導刊(2016年34期)2016-04-11 00:49:44