數(shù)值模擬技術(shù)在鍛造上心盤上的應(yīng)用
2017-12-13 00:57:56唐林賈立壯唐振英朱巖中車齊齊哈爾車輛有限公司
鍛造與沖壓 2017年23期
關(guān)鍵詞:變形
文/唐林,賈立壯,唐振英,朱巖·中車齊齊哈爾車輛有限公司
數(shù)值模擬技術(shù)在鍛造上心盤上的應(yīng)用
文/唐林,賈立壯,唐振英,朱巖·中車齊齊哈爾車輛有限公司
鍛造上心盤為鐵路貨車上使用的重要零件,其成形方式主要是擠壓變形,給鍛造成形帶來很大困難。本文利用Deform數(shù)值模擬技術(shù)對鍛造上心盤在成形過程中的速度場、溫度場、應(yīng)變場和成形力進行了模擬分析。通過模擬結(jié)果可以指導(dǎo)鍛造上心盤鍛造工藝方案的制定、模具設(shè)計和鍛造設(shè)備的選擇,優(yōu)化工藝參數(shù)。
鐵路貨車上心盤為重要的承重零件,在列車運行過程中承受著復(fù)雜的動、靜態(tài)載荷。原有的上心盤為鑄造結(jié)構(gòu),難以滿足使用要求。采用鍛造工藝后可顯著提高上心盤的疲勞強度,提高其使用壽命。本文采用Deform數(shù)值技術(shù)對鍛造上心盤的成形規(guī)律進行了模擬分析,為鍛造工藝的制定提供可靠的理論依據(jù)。
產(chǎn)品結(jié)構(gòu)特點
鍛造上心盤為圓盤類鍛件,其鍛造毛坯見圖1。該產(chǎn)品在厚度上尺寸較大,外圓錐臺高度較大,圓臍處凸出高度較大,周邊平板部分的厚度較薄。由于對該種鍛件主要是擠壓變形,因此在厚度方向的不均勻會給鍛造成形帶來很大的困難。
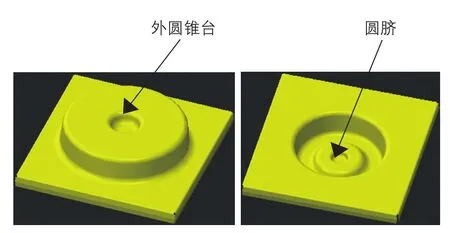
圖1 鍛造上心盤鍛造毛坯三維圖
Deform數(shù)值模擬技術(shù)簡介
Deform-3D軟件是針對復(fù)雜金屬成形過程的三維金屬流動分析的有限元模擬軟件,可以獲得金屬成形過程中的詳細規(guī)律,如溫度場、速度場、應(yīng)力場、應(yīng)變場以及載荷-行程曲線,廣泛應(yīng)用于鍛造、擠壓、彎曲、軋制等成形過程的模擬分析。該軟件的理論基礎(chǔ)是修訂的拉格朗日定理,屬于剛塑性有限元法,其材料模型包括剛性材料模型、塑性材料模型、多孔材料模型和彈性材料模型。Deform-3D軟件有強大的網(wǎng)格劃分功能,當(dāng)變形量超過設(shè)定值時自動進行網(wǎng)格重劃。在網(wǎng)格重新劃分時,工件的體積有部分損失,損失越大,計算誤差越大,Deform-3D在同類軟件中體積損失最小,其計算精度和結(jié)果可靠性在成形模擬領(lǐng)域內(nèi)得到公認。
模擬過程分析
鍛造上心盤下料重量123.5kg,根據(jù)體積不變原則,確定下料規(guī)格為497mm×480mm×67mm。模擬過程中,中間各工步均繼承了前一工步的模擬計算結(jié)果。
參數(shù)設(shè)置
⑴材質(zhì)選擇。
鍛造上心盤用材料為25Mn,在Deform-3D材料庫中并沒有該種材料,因而選擇材質(zhì)相近的25#鋼進行模擬。將坯料劃分網(wǎng)格150000個,上下模具各劃分網(wǎng)格150000個。
⑵熱邊界條件。
坯料初始鍛造溫度為1100℃;各工步模具初始溫度設(shè)定為200℃;設(shè)置模擬過程中的環(huán)境溫度為20℃;對流換熱系數(shù)取0.02N/(s·mm·℃);熱傳導(dǎo)系數(shù)11N/(s·mm·℃)。
⑶摩擦條件。
模擬過程中選用剪切摩擦條件,由于鍛造過程中使用了潤滑劑,因而摩擦系數(shù)設(shè)定為0.3。
⑷運動邊界條件。
上模具的運動速度為400mm/s。
成形過程中的速度場分析

圖2 鍛造成形初始狀態(tài)
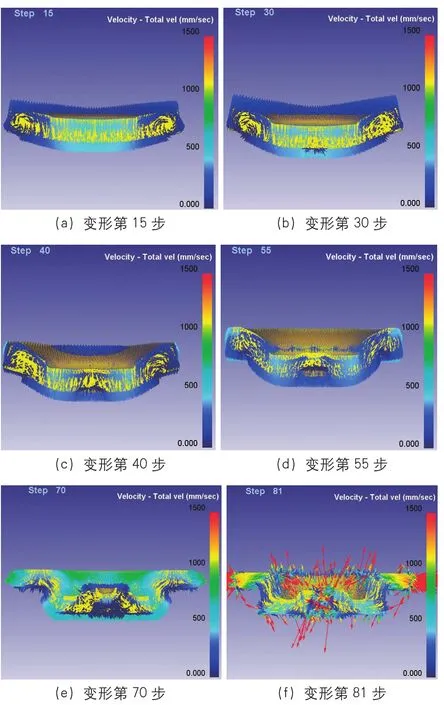
圖3 鍛造成形速度場分布
對坯料成形過程的速度場進行分析,成形過程的初始狀態(tài)見圖2,成形過程中的速度場分布如圖3(a)~3(f),從圖3(a)中可以看出,板料在變形初期為彎曲變形,板料在上模的作用下向下模型腔彎曲。隨著上模的繼續(xù)向下運動,上心盤的外圓錐臺、沖孔連皮、圓臍等部位逐漸成形。當(dāng)變形進行到圖3(b)所示的第30步時,上心盤的外圓錐臺和沖孔連皮的下側(cè)開始成形。外圓錐臺在成形初期的變形方式為彎曲變形,隨后以擠壓的方式逐漸充滿型腔。當(dāng)變形進行到圖3(c)所示的第40步時,圓臍部位開始逐漸成形,其成形過程是隨著沖孔連皮的形成而逐漸進行的,并最終以擠壓的方式充滿型腔。從整個成形過程來看,金屬流動平穩(wěn),主要以擠壓的方式成形,未出現(xiàn)折疊等缺陷。
成形過程中的溫度場分析
坯料的初始鍛造溫度為1100℃,模具的預(yù)熱溫度為200℃,環(huán)境溫度為20℃。在整個鍛造模擬過程中,坯料與模具、環(huán)境進行熱交換。從理論上來說,由于成形過程中坯料與模具、外部環(huán)境進行熱交換,坯料表面溫度較心部溫度降低更快。
從模擬的結(jié)果來看,在鍛造結(jié)束后,鍛造毛坯在中心截面上的溫度分布彩云圖(圖4)較為均勻。在中心截面上選取的P1、P2、P3、P4等四個標記點的溫度變化曲線見圖5(a)、5(b),從圖5(a)中可以看出,P1~P4四個標記點所在位置的溫度變化規(guī)律大致相同,即隨著變形程度的增加,標記點處的溫度先緩慢上升,隨后到達溫度峰值,然后迅速降低至始鍛溫度左右。產(chǎn)生這樣的溫度變化是由于在鍛造成形過程中,一部分變形能轉(zhuǎn)化為熱能,由于成形速度較快,轉(zhuǎn)化的熱能不能通過坯料及時的傳遞給模具和環(huán)境,最終積蓄在坯料內(nèi)部導(dǎo)致溫度的升高;當(dāng)溫度升至峰值以后,由于坯料尺寸在厚度方向上的減小,坯料的散熱速度加快,坯料內(nèi)部的溫度在達到峰值以后會出現(xiàn)較快的降溫。從整個模擬過程來看,坯料在鍛造過程中的溫度變化較為平穩(wěn),從圖5(a)可見,不同位置在整個鍛造過程中的最大溫差在30℃左右;從圖5(b)可見,成形結(jié)束后坯料內(nèi)部溫度為1090~1110℃。

圖4 鍛造成形溫度場分布
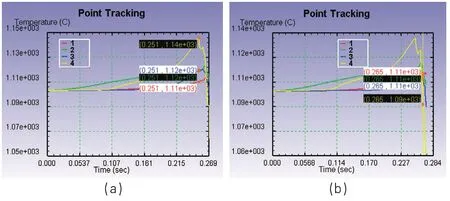
圖5 標記點溫度變化曲線
成形過程中應(yīng)變場分析
成形結(jié)束后鍛件的等效應(yīng)變場見圖6,從圖6中可以看出,隨著變形的進行,坯料上各部位的等效應(yīng)變逐漸增加,在變形初期的等效應(yīng)變增加較緩慢,當(dāng)金屬逐漸充滿型腔并產(chǎn)生飛邊以后,坯料各部位的等效應(yīng)變迅速增加。當(dāng)成形結(jié)束后,鍛件中心截面上的等效應(yīng)變?yōu)?.595~1.940,凸臍附近的變形程度較其他部位大,因而等效應(yīng)變最大。
成形過程中的成形力分析
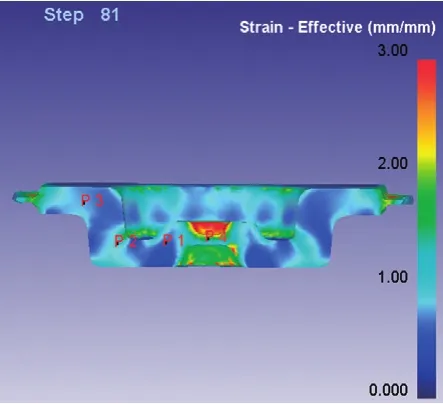
圖6 鍛造成形等效應(yīng)變場分布圖
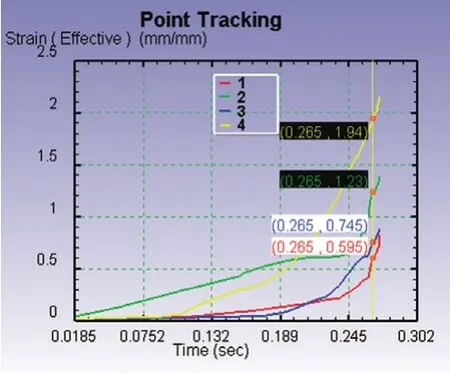
圖7 標記點處等效應(yīng)變變化曲線
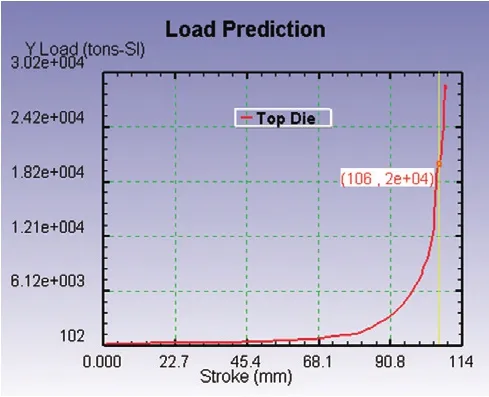
圖8 成形力-位移曲線
成形過程中的成形力-位移曲線見圖8,最大成形力為20000t。在實際生產(chǎn)中可以根據(jù)選用的設(shè)備設(shè)計鍛造成形的次數(shù)和加熱火次。
結(jié)論
利用Deform-3D數(shù)值模擬技術(shù)對鍛造上心盤在成形過程中的速度場、溫度場、應(yīng)變場和成形力進行了模擬分析。模擬結(jié)果表明,上心盤在鍛造過程中主要以擠壓方式成形,金屬流動平穩(wěn),未出現(xiàn)折疊缺陷;坯料在成形過程中與模具、環(huán)境進行熱交換,由于成形速度較快,坯料與外界熱傳遞時間短,散熱較少,同時一部分變形能轉(zhuǎn)化為熱能,抵消掉一部分溫度損失,因而坯料在終鍛結(jié)束后的溫度維持在1090~1100℃,溫度變化較為平穩(wěn);當(dāng)成形結(jié)束后,鍛件中心截面上的等效應(yīng)變?yōu)?.595~1.940,由于是板料擠壓成形,坯料在不同部位的擠壓變形程度差距較大;坯料在成形過程中的最大成形力為20000t。
通過對鍛造上心盤的成形模擬,可以指導(dǎo)鍛造上心盤鍛造工藝方案的制定、模具設(shè)計和鍛造設(shè)備的選擇、優(yōu)化工藝參數(shù)、縮短產(chǎn)品的試制周期、降低試制成本。
猜你喜歡
智慧少年·故事叮當(dāng)(2020年10期)2020-11-06 06:19:00
中華詩詞(2020年1期)2020-09-21 09:24:52
河北理科教學(xué)研究(2020年1期)2020-07-24 08:14:34
作文成功之路·小學(xué)版(2020年11期)2020-02-01 06:26:58
作文周刊·小學(xué)二年級版(2018年29期)2018-11-26 11:20:28
小學(xué)生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
童話世界(2018年14期)2018-05-29 00:48:08
數(shù)學(xué)小靈通·3-4年級(2017年10期)2017-11-08 08:42:59
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2017年11期)2017-04-23 07:18:00
數(shù)學(xué)大王·中高年級(2016年12期)2016-12-26 21:37:36
