鍛造轉(zhuǎn)向節(jié)斷裂原因分析與工藝措施
2017-12-13 00:57:57張先彬黃昌文陳天武韓永安徽安簧機(jī)械股份有限公司
鍛造與沖壓 2017年23期
文/張先彬,黃昌文,陳天武,韓永·安徽安簧機(jī)械股份有限公司
鍛造轉(zhuǎn)向節(jié)斷裂原因分析與工藝措施
文/張先彬,黃昌文,陳天武,韓永·安徽安簧機(jī)械股份有限公司
汽車(chē)轉(zhuǎn)向節(jié)的功能是傳遞并承受汽車(chē)懸架系統(tǒng)載荷,支承并帶動(dòng)輪轂繞主銷(xiāo)轉(zhuǎn)動(dòng)而使汽車(chē)轉(zhuǎn)向。轉(zhuǎn)向節(jié)是汽車(chē)轉(zhuǎn)向系統(tǒng)中的重要安全零件,影響汽車(chē)行駛穩(wěn)定性、安全性及轉(zhuǎn)向靈敏性,要求其具有高強(qiáng)度和高疲勞壽命。鍛造轉(zhuǎn)向節(jié)常用40Cr材料,一般調(diào)質(zhì)硬度為250~300HB。為進(jìn)一步提高產(chǎn)品疲勞強(qiáng)度和疲勞壽命,軸類(lèi)轉(zhuǎn)向節(jié)技術(shù)要求中常有軸承及軸頸段采取中頻淬火工藝,要求表面硬度50~60HRC,淬硬深度2~5mm。本文主要研究軸類(lèi)轉(zhuǎn)向節(jié)發(fā)生斷裂的原因及改進(jìn)措施。淬火硬度過(guò)高或過(guò)低,淬硬層深度范圍超差,中頻感應(yīng)加熱出現(xiàn)過(guò)燒,淬火或回火過(guò)程出現(xiàn)裂紋等。
⑶輪轂軸承失效。如軸承裝配過(guò)緊、潤(rùn)滑不良,汽車(chē)行走中軸承發(fā)熱或軸承破碎,導(dǎo)致轉(zhuǎn)向節(jié)軸頸燒損、斷裂。
⑷交通事故或嚴(yán)重超載。強(qiáng)大的沖擊載荷引起強(qiáng)度斷裂。
結(jié)合質(zhì)量管理工具FMEA對(duì)轉(zhuǎn)向節(jié)斷裂主要失效模式及影響進(jìn)行分析。從圖1看出,鍛造毛坯缺陷、中頻淬火缺陷和嚴(yán)重超載或交通事故沖擊載荷,風(fēng)險(xiǎn)
轉(zhuǎn)向節(jié)斷裂的主要形式
軸類(lèi)轉(zhuǎn)向節(jié)主要應(yīng)用于卡車(chē)、客車(chē)、MPV、SUV等汽車(chē),產(chǎn)品臺(tái)架試驗(yàn)及市場(chǎng)質(zhì)量反饋表明軸部斷裂是主要質(zhì)量風(fēng)險(xiǎn)。主要表現(xiàn)形式分四類(lèi):
⑴材料及鍛造毛坯缺陷。如材料帶來(lái)夾雜、折疊、裂紋等缺陷,鍛造過(guò)程產(chǎn)生的過(guò)熱、折疊、裂紋,鍛后余熱淬火中工件溫度不均、入油溫度過(guò)高而產(chǎn)生裂紋等。
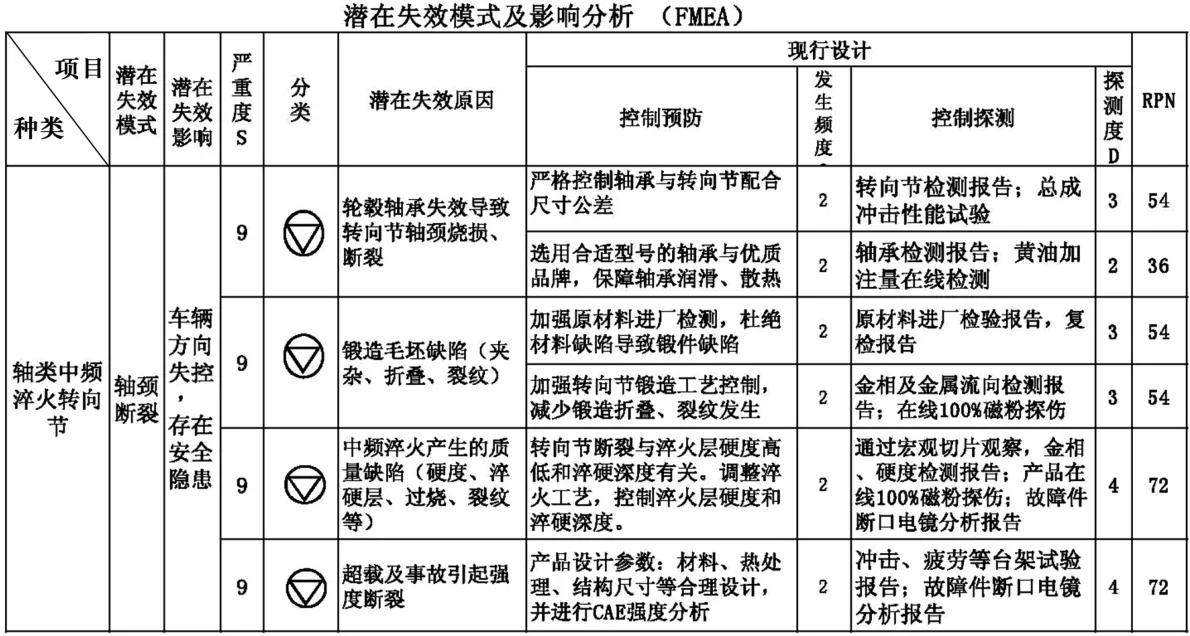
圖1 轉(zhuǎn)向節(jié)軸頸斷裂FMEA表
⑵中頻淬火質(zhì)量缺陷。如表面指數(shù)(RPN)較高,必須從產(chǎn)品開(kāi)發(fā)和制造過(guò)程高度關(guān)注和認(rèn)真規(guī)劃。
關(guān)鍵工藝分析與控制措施
依據(jù)產(chǎn)品技術(shù)要求和FMEA分析結(jié)果,分別對(duì)轉(zhuǎn)向節(jié)鍛造毛坯缺陷,特別是中頻淬火失效原因進(jìn)行分析并提出工藝保證措施。
⑴鍛造毛坯缺陷分析及工藝措施。
1)把好原材料進(jìn)廠質(zhì)量檢驗(yàn)關(guān),按爐號(hào)抽樣,采用光譜分析儀、硬度計(jì)、電子顯微鏡分別對(duì)材料化學(xué)成分、硬度、金相進(jìn)行檢測(cè),防止不合格材料進(jìn)廠。
2)鍛件調(diào)質(zhì)處理后,100%硬度檢測(cè)合格,發(fā)現(xiàn)不合格品標(biāo)識(shí)返工處理。
3)鍛件噴丸后,100%磁粉探傷分選,杜絕裂紋、折疊等缺陷鍛件出廠。
⑵中頻淬火缺陷分析及工藝措施。
(2)與其他砌體工程不同的是,該景墻采用的是先安裝再做基礎(chǔ)。即先將混凝土模型生產(chǎn)出來(lái)后再進(jìn)行填充。因其表面為曲面,若先做砌體基礎(chǔ)的話不利于塑形。
1)常見(jiàn)缺陷分析。
①中頻感應(yīng)加熱產(chǎn)生集膚效應(yīng),表面溫度高,軸頸R尖角處容易出現(xiàn)過(guò)燒,或工件與感應(yīng)圈接觸“打火”。顯然是中頻感應(yīng)器與產(chǎn)品結(jié)構(gòu)尺寸不匹配;②表面淬火硬度過(guò)高或過(guò)低、淬硬層深度不足,主要影響因素有中頻工作功率、加熱與冷卻時(shí)間、冷卻介質(zhì)等;③表面裂紋,主要影響因素有表面溫度不均導(dǎo)致淬火應(yīng)力過(guò)大、冷卻介質(zhì)冷速過(guò)快、回火工藝及淬回火間隔時(shí)間過(guò)長(zhǎng)等。
2)典型轉(zhuǎn)向節(jié)斷裂分析。
典型案例一:某皮卡車(chē)鍛造轉(zhuǎn)向節(jié)總成在市場(chǎng)出現(xiàn)軸承位置斷裂,委托國(guó)家權(quán)威質(zhì)檢機(jī)構(gòu)對(duì)故障件宏微觀觀察、金相檢查、能譜分析、化學(xué)成分及硬度檢測(cè)、分析(圖2、圖3),認(rèn)定轉(zhuǎn)向節(jié)的斷裂性質(zhì)和原因?yàn)椤稗D(zhuǎn)向節(jié)淬火部位硬度偏高(技術(shù)要求為50~55HRC)且深度過(guò)大(技術(shù)要求的淬硬深度為2~3mm),導(dǎo)致脆性開(kāi)裂的敏感性增加,在長(zhǎng)時(shí)應(yīng)力作用下,發(fā)生了沿晶脆性開(kāi)裂。轉(zhuǎn)向節(jié)安裝臂等未中頻淬火區(qū)硬度約為28~29HRC,符合技術(shù)要求”,說(shuō)明鍛件毛坯合格,軸承部位中頻淬火過(guò)程中加熱溫度過(guò)高或過(guò)熱導(dǎo)致表面硬度和淬硬層不合格。
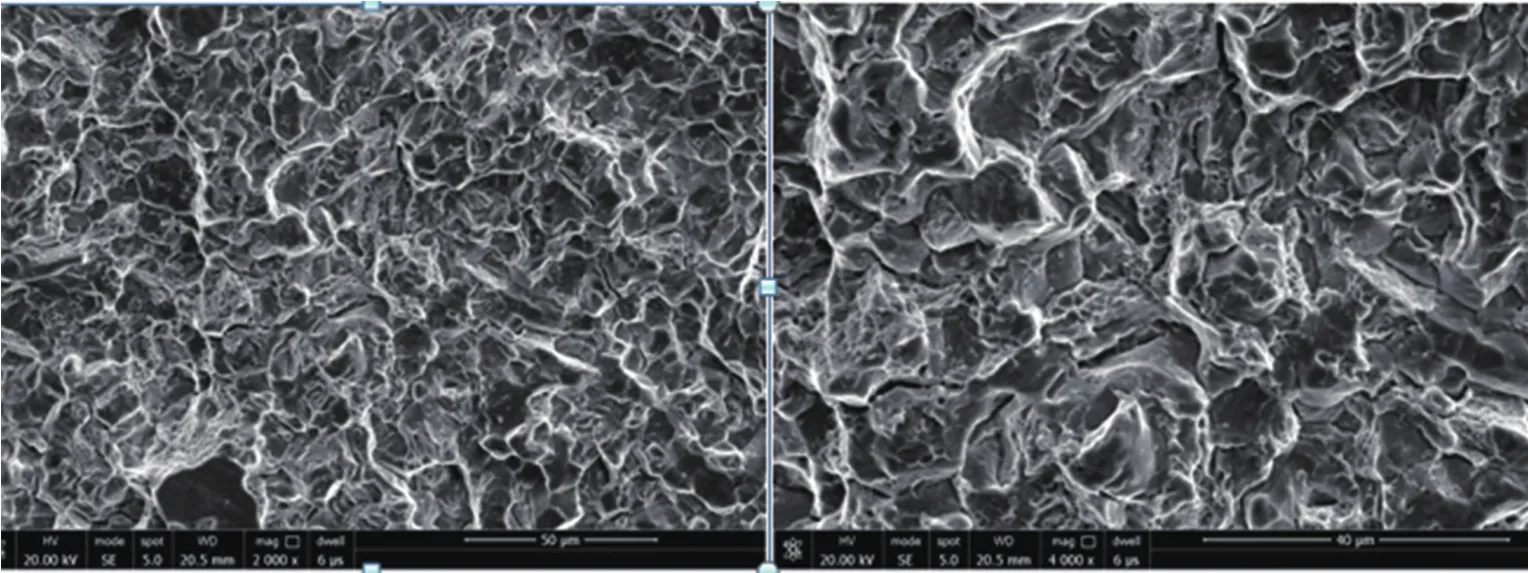
圖3 斷口擴(kuò)展后期沿晶+韌窩特征
典型案例二:某MPV轉(zhuǎn)向節(jié)新品開(kāi)發(fā)階段臺(tái)架試驗(yàn)軸頸處斷裂,通過(guò)對(duì)同批樣件切片宏觀觀察、金相及硬度檢測(cè)、分析(圖4、圖5),認(rèn)為斷裂原因是“中頻淬火后硬度偏低(技術(shù)要求為52~60HRC),尤其是軸頸R處淬硬深度偏小(技術(shù)要求的淬硬深度為3~5mm),導(dǎo)致軸承位置強(qiáng)度不足,試驗(yàn)中工作應(yīng)力超過(guò)材料強(qiáng)度而出現(xiàn)斷裂”。

圖4 臺(tái)架疲勞試驗(yàn)軸頸斷裂
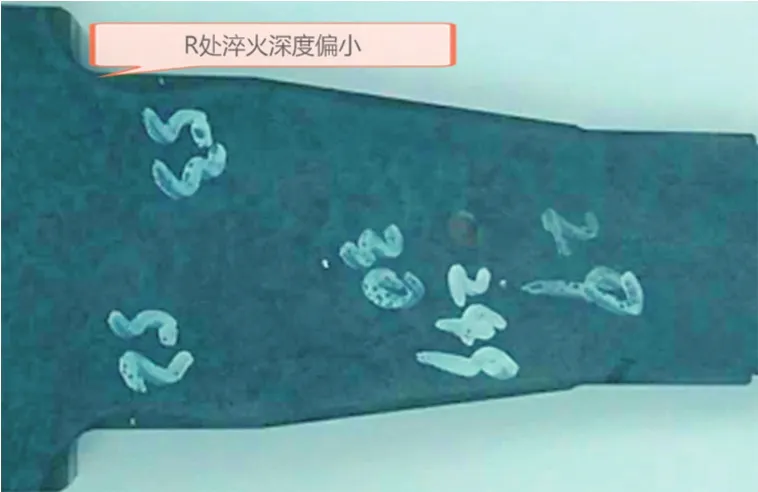
圖5 切片檢查軸頸R處淬硬深度過(guò)小
轉(zhuǎn)向節(jié)軸部中頻淬火屬特殊特性工序,從以上分析看出,中頻淬火工藝過(guò)程能力CPk決定產(chǎn)品性能和質(zhì)量水平。開(kāi)發(fā)小組對(duì)中頻淬火設(shè)備、工藝、檢測(cè)等進(jìn)行全面策劃,主要措施有:①選購(gòu)200~250kW大功率中頻電源,保證加熱速度和節(jié)拍滿足不同尺寸產(chǎn)品要求;②針對(duì)不同結(jié)構(gòu)尺寸產(chǎn)品設(shè)計(jì)制作專(zhuān)用感應(yīng)圈,以保證轉(zhuǎn)向節(jié)軸不同部位加熱均衡、淬火溫度一致;③選用PAG水性介質(zhì),并針對(duì)不同淬火工藝和氣侯條件,調(diào)整PAG介質(zhì)濃度;④每批產(chǎn)品首件采取切片方式檢查金相、硬度及淬硬深度,首件合格方可批量生產(chǎn)。圖6為切片檢查報(bào)告;⑤中頻淬火后,產(chǎn)品100%磁粉探傷檢測(cè),防止裂紋缺陷產(chǎn)品出廠;⑥加強(qiáng)工藝培訓(xùn)和設(shè)備工裝點(diǎn)檢,確保中頻淬火過(guò)程CPk≥1.33。
⑶效果驗(yàn)證。
我公司從事汽車(chē)轉(zhuǎn)向節(jié)鍛造二十余年,自2011年開(kāi)始轉(zhuǎn)向節(jié)機(jī)加工和中頻淬火工藝研究與實(shí)踐,采用改進(jìn)后的中頻淬火設(shè)備、工藝,產(chǎn)品質(zhì)量明顯提高。近幾年開(kāi)發(fā)的轉(zhuǎn)向節(jié)總成沖擊、疲勞試驗(yàn)均達(dá)到或超過(guò)整車(chē)廠技術(shù)標(biāo)準(zhǔn)要求,市場(chǎng)反映良好。
結(jié)束語(yǔ)
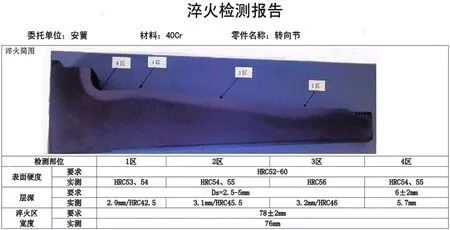
圖6 中頻淬火切片檢查合格報(bào)告
汽車(chē)轉(zhuǎn)向節(jié)是重要安全件,追求質(zhì)量零缺陷。在新產(chǎn)品開(kāi)發(fā)階段運(yùn)用APQP、FMEA、PPAP、SPC等質(zhì)量管理工具進(jìn)行前期策劃,對(duì)提高企業(yè)工藝水平和產(chǎn)品質(zhì)量,防范市場(chǎng)風(fēng)險(xiǎn)尤為重要。
猜你喜歡
艦船科學(xué)技術(shù)(2022年13期)2022-08-11 09:29:16
中學(xué)生數(shù)理化·七年級(jí)數(shù)學(xué)人教版(2020年11期)2020-12-14 06:59:52
山東冶金(2019年6期)2020-01-06 07:45:54
World Journal of Diabetes(2019年7期)2019-07-23 11:52:08
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
藝術(shù)品鑒證.中國(guó)藝術(shù)金融(2018年8期)2019-01-14 01:14:28
藝術(shù)品鑒證.中國(guó)藝術(shù)金融(2018年10期)2019-01-08 02:44:26
藝術(shù)品鑒證.中國(guó)藝術(shù)金融(2018年12期)2018-08-26 06:03:48
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
石油化工應(yīng)用(2014年8期)2014-03-11 17:40:03
