圓形出液口懸浮陰極平面電化學加工間隙建模及實驗研究
2017-12-02 01:52:16龐桂兵辛開開張利萍劉吉宇韓冀皖
中國機械工程 2017年22期
龐桂兵 辛開開 蔡 曉 季 田 張利萍 劉吉宇 韓冀皖
1.大連工業大學機械工程與自動化學院,大連,1160342.大連理工大學機械工程學院,大連,1160243.阿伯里斯特威斯大學農學院,阿伯里斯特威斯,英國, SY233EE
圓形出液口懸浮陰極平面電化學加工間隙建模及實驗研究
龐桂兵1辛開開1蔡 曉1季 田1張利萍1劉吉宇2韓冀皖3
1.大連工業大學機械工程與自動化學院,大連,1160342.大連理工大學機械工程學院,大連,1160243.阿伯里斯特威斯大學農學院,阿伯里斯特威斯,英國, SY233EE
提出利用極間電解液液膜支撐陰極懸浮形成加工間隙,通過調節流量和電流實現極間間隙的調節和控制的新方法。以圓形出液口懸浮陰極平面電化學加工為例,基于流體力學和電極過程動力學理論建立加工間隙的數學模型,得到間隙與流量、壓差及電流之間的關系。利用Fluent軟件對間隙模型流場特性進行分析,得到間隙中電解液的壓力場和速度場的分布情況,進而得到進出口壓差和出口流速;實驗獲得不同流量、電流條件下的加工間隙。理論模型計算結果和實驗數據結果相近,變化規律基本一致。
電化學加工;極間間隙;懸浮陰極;電解液
0 引言
穩定的小極間間隙是電化學加工獲得高精度加工的前提條件[1]。極間間隙與電場、流場、溫度場之間相互影響[2-3]。關于電化學加工間隙的研究也一直圍繞著如何實現、描述、控制和檢測小加工間隙展開[4-6]。為描述、檢測和控制加工間隙,研究者建立了極間間隙數學模型[7],探討了不同的間隙檢測和控制方法,如探針測量[8]、顯微鏡觀測[9]、超聲在線測量[10]、基于電流及力信號的測量[11]等。電化學加工持續的材料去除要求陰極能實時進給,即為了保證恒間隙加工,應當依據材料去除結果實時控制電極間相對運動,這對間隙檢測和控制的實時性和精密性都提出了很高的要求。目前間隙檢測與控制方法尚受到技術條件的可靠性、經濟性等方面的局限,小間隙電化學加工的研究與應用領域也主要集中于微細加工領域[12]。
針對宏觀尺度零件小間隙加工面臨的間隙檢測與調整方面的困難,本文提出懸浮陰極電化學加工方法。基本思想是:通過陰陽極間電解液液膜支撐陰極在陽極表面懸浮形成加工間隙,陰極隨著陽極材料的去除向陽極實時自適應進給。加工過程中,間隙大小可通過調節流量或電流等參量控制,因而有必要掌握間隙和控制參量之間的關系。本文以圓形出液口懸浮陰極平面電化學加工為例,研究懸浮陰極間隙模型的建模、模擬和實驗問題。
1 平面懸浮陰極間隙模型的建立
1.1平面懸浮陰極間隙的形成
圖1所示為平面懸浮陰極形成間隙的原理。加工過程中,電解液泵輸出的電解液從陰極進口流入陰極,由陰極導流通道導引通過加工間隙區再從出口流出,極間電解液液膜的壓力支撐陰極使之懸浮,當液膜支撐力與陰極自重平衡時,形成穩定的極間間隙。
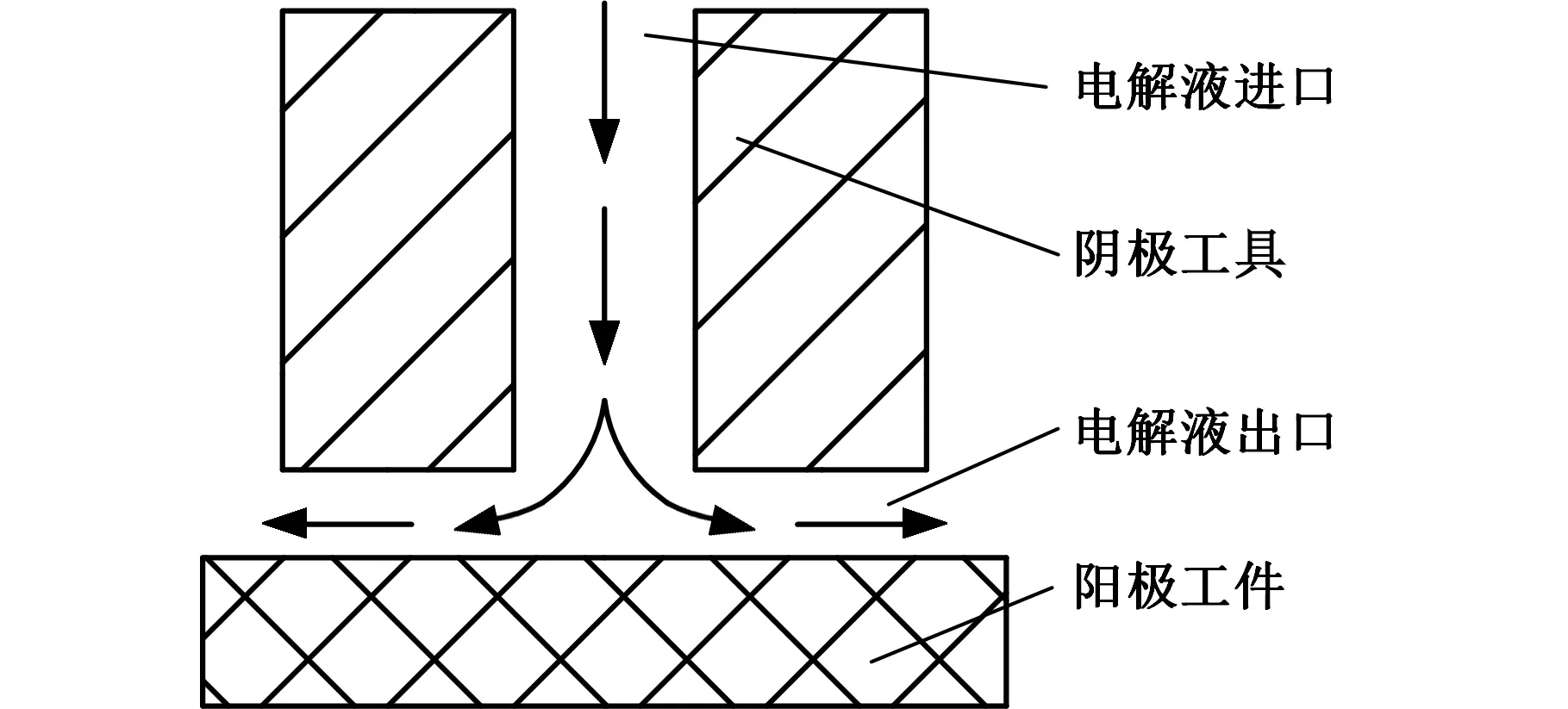
圖1 平面懸浮陰極形成間隙原理Fig.1 Principle of gap formation on plane bysuspended cathode
1.2間隙數學模型的建立
如圖2所示,影響懸浮陰極電化學加工極間間隙的因素主要來自兩個方面:一方面與流場有關,受極間間隙之間電解液流量和極間進出口處壓差控制;另一方面與電場有關,是由于電化學加工時間隙電解液中會產生氣泡,氣泡會影響流場壓力及流動狀態,從而影響加工間隙。由此,懸浮陰極電化學加工條件下的間隙模型不僅要考慮流場的影響,還要考慮電場的影響,建模的主要理論基礎是流體力學理論和電極過程動力學理論。

圖2 電場和流場參數與間隙的關系Fig.2 Relationships of electric field and flow fieldparameters and gap
1.2.1僅考慮流場的數學模型
將電化學加工中陰陽極間電解液的流動狀況進行簡化,如圖3所示。建立笛卡爾坐標系,規定陽極表面的法線方向(即高度方向)為Z向,與法線方向垂直的方向(即流動方向)分別為X、Y向,坐標原點在陽極表面上。在實際加工中,考慮到加工的方便性,陰極進液口常加工成圓形 ,而加工件外形多為方形,故本文將陰極結構設計為內圓外方形[13-14]。

圖3 懸浮陰極流場Fig.3 Flow field of the suspended cathode
以電解液在極間為理想流動狀態作出如下假設:①陰陽極表面理想光滑,同時考慮到低濃度無機鹽電解液黏度較低,間隙電解液流動狀態為層流;②忽略氣泡的影響,電解液的物理特性在整個流場中恒定;③電解液黏度在間隙中保持不變,且為牛頓流體,符合牛頓內摩擦定律;④在系統處于穩定平衡狀態下建模,即間隙值完全由間隙間的電解液體積決定。
間隙中電解液因存在壓差而流動,因而流體的運動性質即流動狀態為壓差流,常稱為泊肅(Poiseuile)流。建模的基本思想為:根據流體力學理論[15],取微元體建立運動微分方程,結合邊界條件解出速度分布函數,再由牛頓內摩擦定律解得泊肅流中間隙Δ0與間隙長度l(陰極沿X方向尺寸)、間隙寬度b(陰極沿Y方向尺寸)、電解液動力黏度系數μ、間隙兩端的壓差Δp、電解液流量qV的關系式。
電解液在間隙中沿著X、Y方向流動,在X向取微元體dxdz,在Y向取微元體dydz,則X、Y方向微元體受力分析如圖4、圖5所示,根據微元體的受力建立力平衡表達式。
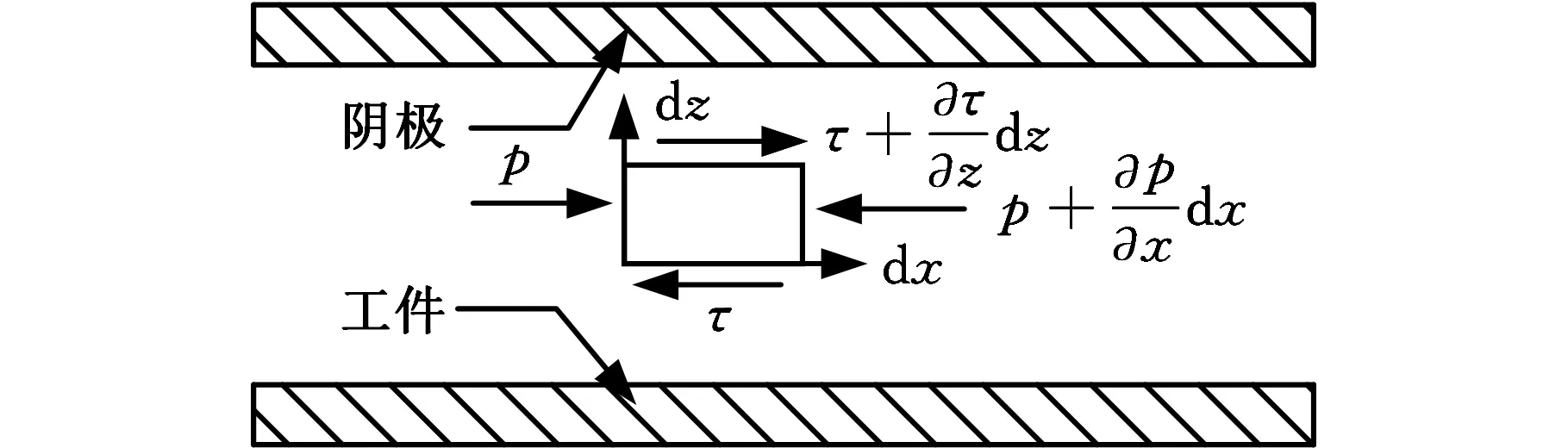
圖4 X方向微元體受力分析Fig.4 Force analysis of micro-element in X-direction
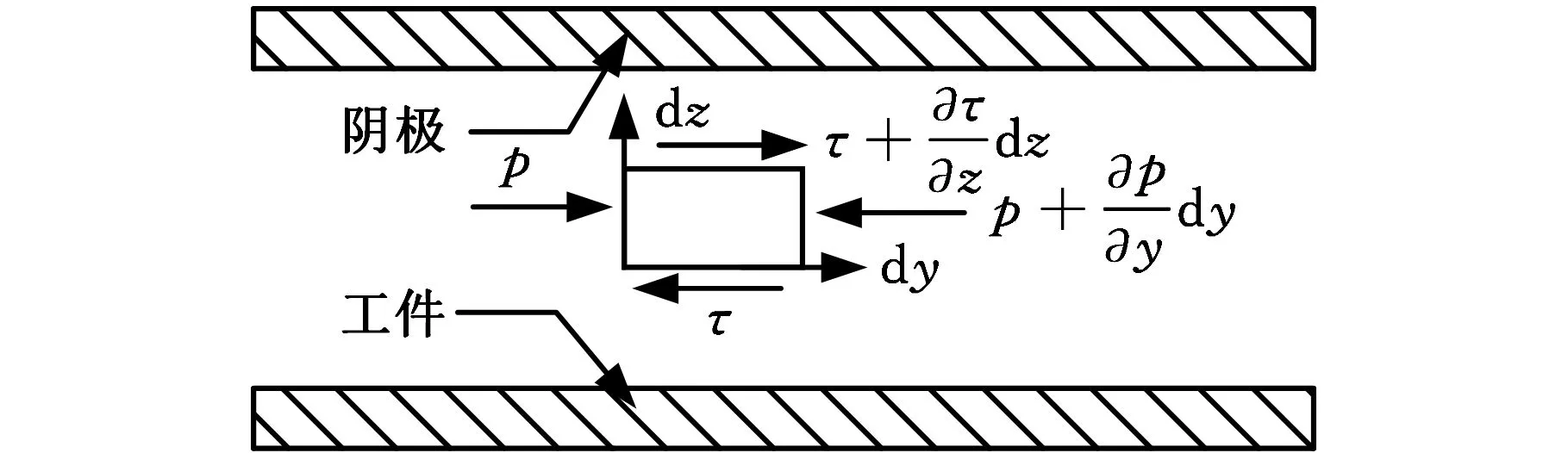
圖5 Y方向微元體受力分析Fig.5 Force analysis of micro-element in Y-direction
建立X方向的力平衡表達式:

(1)
建立Y方向的力平衡表達式:

(2)
由式(1)、式(2)可得
(3)

(4)
式中,vX為X方向的電解液流速;vY為Y方向的電解液流速。
根據流體力學理論,在壓差間隙流動中,速度分布呈拋物線規律[15](圖3),所以邊界條件為:z=0時,vX=vY=0;z=Δ0時,vX=vY=0。

對式(4)進行微分,得到速度分布函數:
(5)
式中,Δp為電解液進出口壓差;Δ0為未通電條件下電解液形成的初始間隙;b為陰極寬度。
將速度對z積分,可得到通過X、Y正向邊界的流量為
(6)
所以通過間隙的流量為

(7)
式中,qV為流經間隙的體積流量;qX、qY為流過X、Y正向的電解液流量。
根據式(7)可得僅考慮流場條件下初始間隙的理論模型。間隙的表達式為

(8)
1.2.2考慮電場和流場的數學模型
實際加工條件下的間隙模型不僅要考慮流場的影響,還要考慮電場的影響,根據電極過程動力學理論[16],電化學加工時,間隙中會產生氣泡,氣泡會影響間隙。本文建立考慮電場和流場的數學模型,基本思想為:計算出氣液兩相流動氣泡率,根據氣液兩相流動的質量守恒方程,得到氣泡率、間隙、流速之間的關系,進而得到綜合考慮電場和流場的間隙數學模型。
建模的假設條件與1.2.1節基本相同,且:①考慮電化學作用產生氣泡對間隙的影響,而忽略氣體可壓縮性的影響;②忽略溫度、電化學反應產物對電解液流動特性的影響;③陽極材料視為純鐵;④模型主要針對精加工和光整加工,忽略陽極尺寸變化對模型的影響。
電化學加工時,氣液兩相流動中氣泡率β[17]為

(9)
式中,β為氣泡率,指單位時間內流過一流通截面的兩相流體總體積中,氣相介質占總體積的比例;qVg為通電流時單位時間流過某一截面的氣相體積流量;qVplus為通電流時單位時間流過某一截面的液相體積流量;K為鐵的質量電化學當量;I為電解加工的加工電流;MFe為鐵的相對原子質量;MH2為氫氣的相對分子質量;ρH2為氫氣的密度。
氣液兩相流動的質量守恒方程式[17]為
v1Δ0=(1-β)v2Δ
(10)
整理式(10)得到

(11)
式中,Δ為產生氫氣泡后的加工間隙;v1為未通電時電解液出口平均流速;v2為通電時電解液出口的平均流速。
將式(8)、式(9)代入式(11)可得考慮流場和電場條件下理論間隙模型:
(12)
2 實驗研究
2.1實驗設計
設計了兩組實驗,一組為陰陽極間不施加電流條件下,流量變化對間隙的影響,另一組為陰陽極間施加電流條件下,不同電解液流量時,電流變化對間隙的影響。
主要實驗條件為:電解液主要成分NaNO3,質量分數為15%,陰陽極材料均為20鋼,主要實驗參數及取值范圍示于表1,模型間隙的相關數據示于表2。
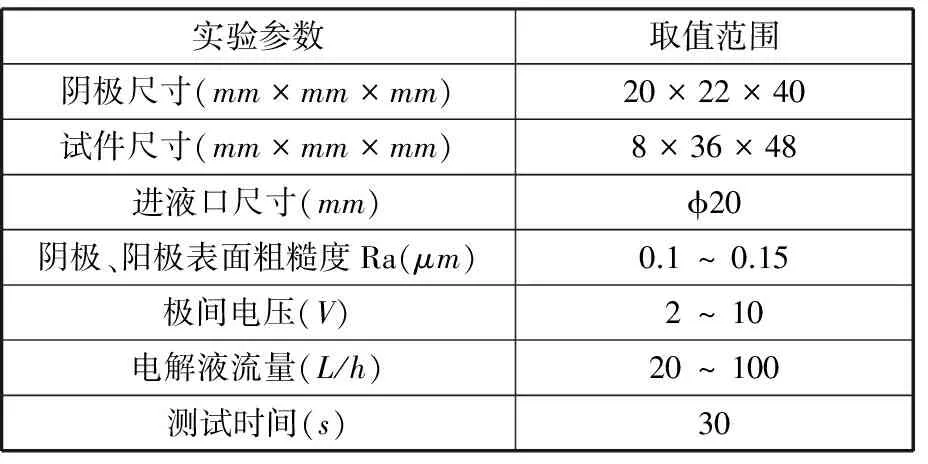
表1 主要實驗參數及取值范圍
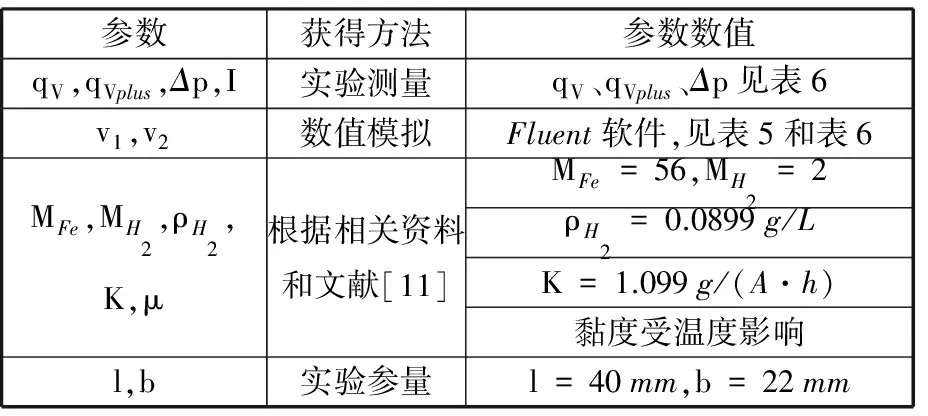
表2 模型中相關參數的確定
2.2實驗儀器
GT1273-GIROD-TAST型千分表,LZS-15型浮子流量計;自制直流電源,vmax為50 V,Imax為100 A。
2.3實驗裝置
圖6為實驗裝置原理圖和實物圖,實驗在工作臺1上進行,陰極工具7、陰極夾持板6和滑動軸3相連,滑動軸3在直線導軌裝置5中可上下移動,直線導軌5與工作臺固定,調節陰極工具與工件表面的平行度,兩根滑動軸固定在陰極夾持板6上以保證工件陰極只能在垂直于工件表面方向移動,從而保證陰極工具7在工件8表面懸浮,電化學加工過程中,電解液經軟管導入進液口4,軟管選用薄壁軟橡膠管,以降低軟管對極間間隙可能產生的干擾。實驗時采用流量計實時在線檢測流量,通過千分表實時在線檢測間隙。
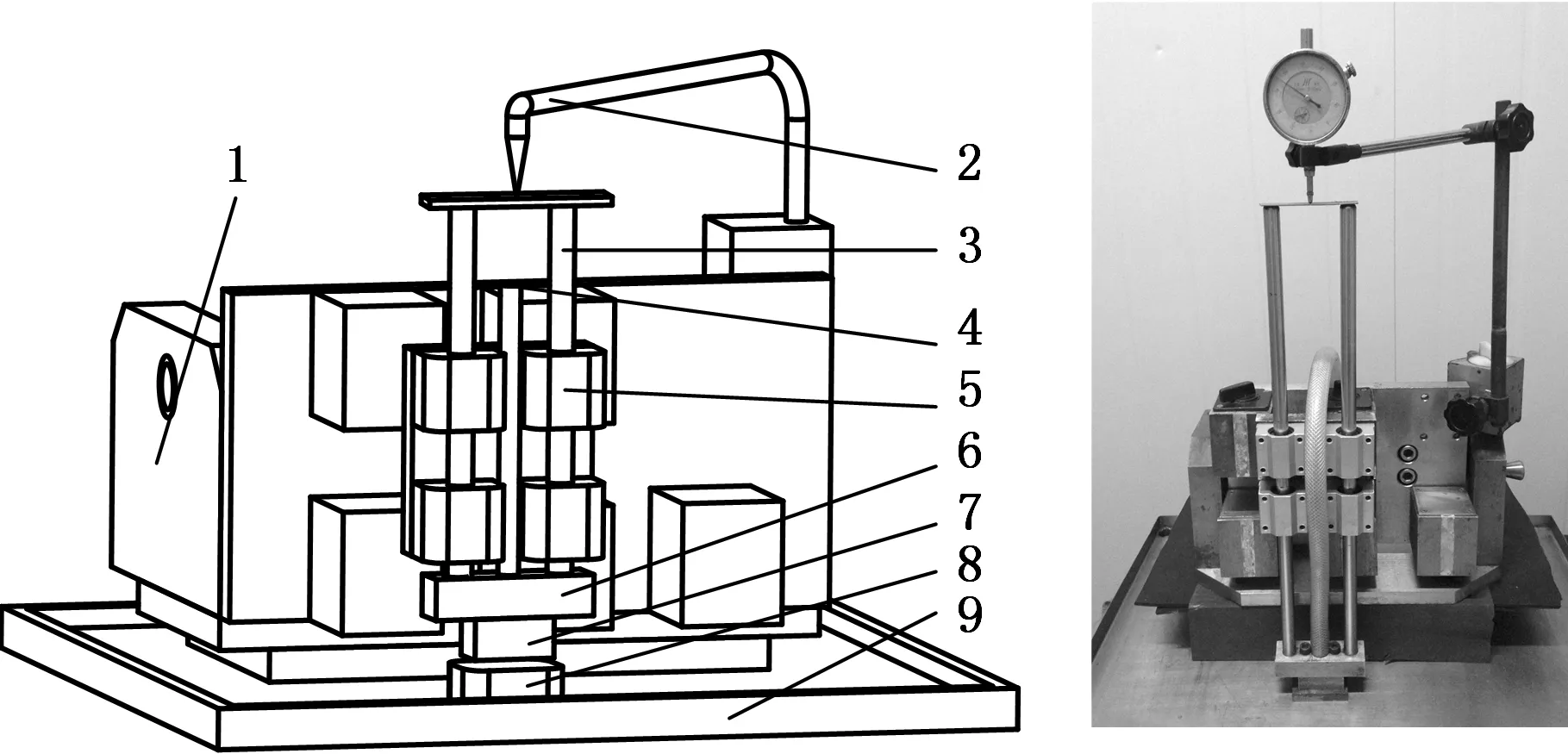
(a)實驗裝置原理(b)實驗裝置實物1.工作臺 2.千分表 3.滑動軸 4.電解液進口 5.直線導軌裝置 6.陰極夾持板 7.陰極工具 8.工件 9.電解液槽圖6 平面懸浮陰極電化學加工實驗裝置Fig.6 Experimental apparatus for electrochemical machining of the suspended cathode on the plane
2.4實驗步驟
(1)試件洗凈,酒精擦凈備用。
(2)陰陽極間不施加電流,流量為20~100 L/h,在線測量極間初始間隙(指未通電流只通電解液條件下形成的間隙)。
(3)陰陽極間施加電流(0~55 A),流量為20~100 L/h,在線測量極間加工間隙(指通電解液并且極間通電流形成的間隙)。
(4)上述實驗過程中,均測取三次數據,取測量值的平均值記錄。
2.5實驗結果
2.5.1僅考慮流場的實驗結果
不施加電流,調節電解液流量得到的加工間隙即初始間隙,如表3所示。
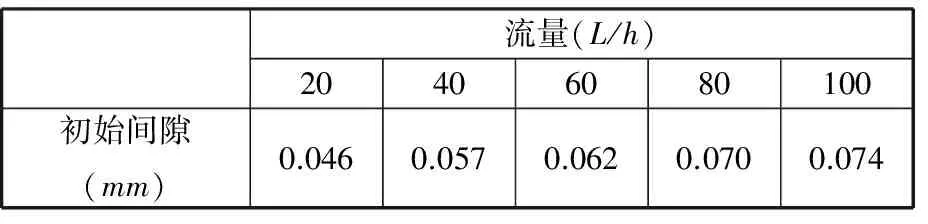
表3 流量對初始間隙的影響
2.5.2同時考慮流場和電場的實驗結果
同時調節電流和電解液流量,測量極間加工間隙,得到的實驗數據如表4所示。
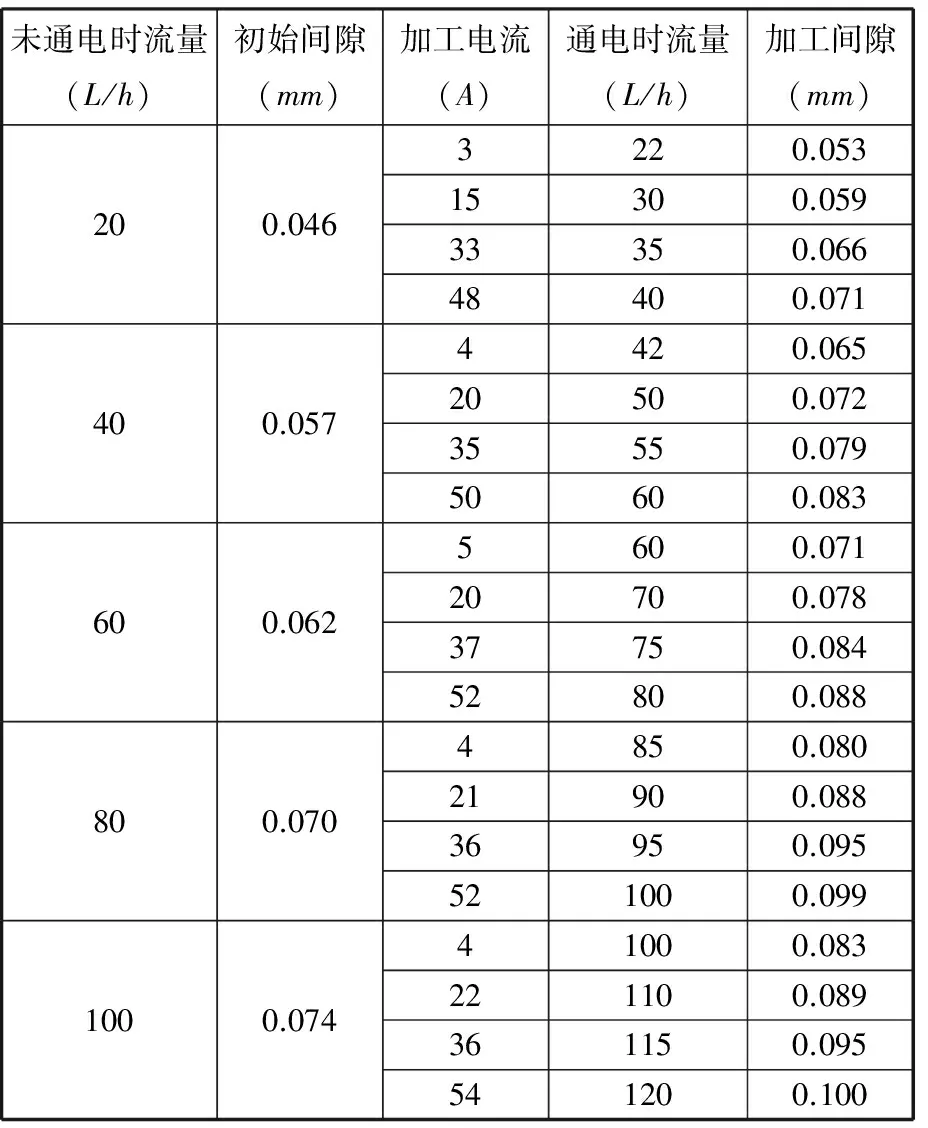
表4 加工電流對加工間隙的影響
3 壓差和流速的模擬分析
為了確定數學模型中的壓差和流速,進而計算出理論模型間隙,利用Fluent軟件對未通電流條件下和通電流條件下間隙流場進行數值模擬[18]。采用的流體模型為l×b×h=40 mm×22 mm×0.046 mm,進液口半徑R=10 mm,分析模型如圖7所示。
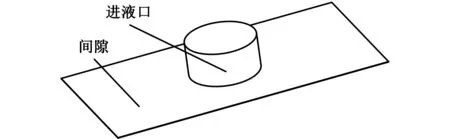
圖7 電解液流動模型圖Fig.7 Schematic of electrolyte flow
分析條件設定如下:
(1) 分析時的假設條件與1.2節中相同。
(2)對未通電條件下的模擬分析進行如下設置:電解液流速為16 m/s,該數值由流量與速度關系公式qV=Av獲得,式中A為進液口的截面積,v為電解液流速。流場分布為穩態分布,處于層流范圍內,忽略空氣的混入,認為流場內流體只有電解液;模擬過程在牛頓流體不可壓縮及定常條件下進行,選擇Laminar模型;流體屬性為NaNO3,配比為15%。
(3)對通電條件下的模擬分析進行如下設置:模擬過程在牛頓流體不可壓縮、非定常條件下進行,選擇k-ε(2-eqn)湍流模型,考慮重力的影響;選擇歐拉(Eulerian)多相流模型,電解液為第一相,氫氣為第二相。電解液流速取為16 m/s,該數值由流量與速度關系公式qV=Av求出,流體屬性為NaNO3,配比為15%;加工中工件表面有氣體產生,將電解液液膜下端面設定為velocity-inlet氣體進口,氣體速度qVg可以通過關系式qVg=Avg求出(qVg由式(9)計算得到)。
通過Fluent模擬得到間隙電解液的壓力場和速度場分布情況。以初始流量20 L/h為例,圖8示出了未通電條件下間隙內電解液液膜的壓力場和速度場分布;圖9以初始流量20 L/h為例,示出了通電條件下(電流為3 A)間隙內電解液液膜的壓力場和速度場分布。通過Fluent分析,得到表5和表6所示的數據。
4 計算結果與實驗結果分析
4.1計算結果與實驗結果對比
如1.2.1節和1.2.2節中所述,式(8)為僅考慮流場條件下極間間隙的數學模型,式(12)為同時考慮電場和流場條件下極間間隙的數學模型。表2示出了式(8)及式(12)中變量值的確定方法。將表2中的數據代入式(8)和式(12)即得到理論模型的計算結果。在計算過程中,考慮理論模型中動力黏度μ受溫度的影響較大,受實驗條件的限制,間隙溫度難以測量,本文通過對比不同溫度對應的動力黏度μ所獲得的計算結果和實驗結果,取二者最為接近的溫度值作為極間溫度。僅考慮流場條件下,溫度為43 ℃時對應的動力黏度μ獲得的計算結果和實驗結果最為接近,而同時考慮流場和電場條件下,溫度為52 ℃時對應的動力黏度μ獲得的計算結果和實驗結果最為接近。圖10示出了僅考慮流場條件下的數學模型計算結果及對應的實驗結果對比;圖11示出了同時考慮電場和流場條件下的數學模型計算結果及對應的實驗結果對比。圖10及圖11所示的實驗結果表明,理論模型計算結果和實驗結果的變化規律是一致的。
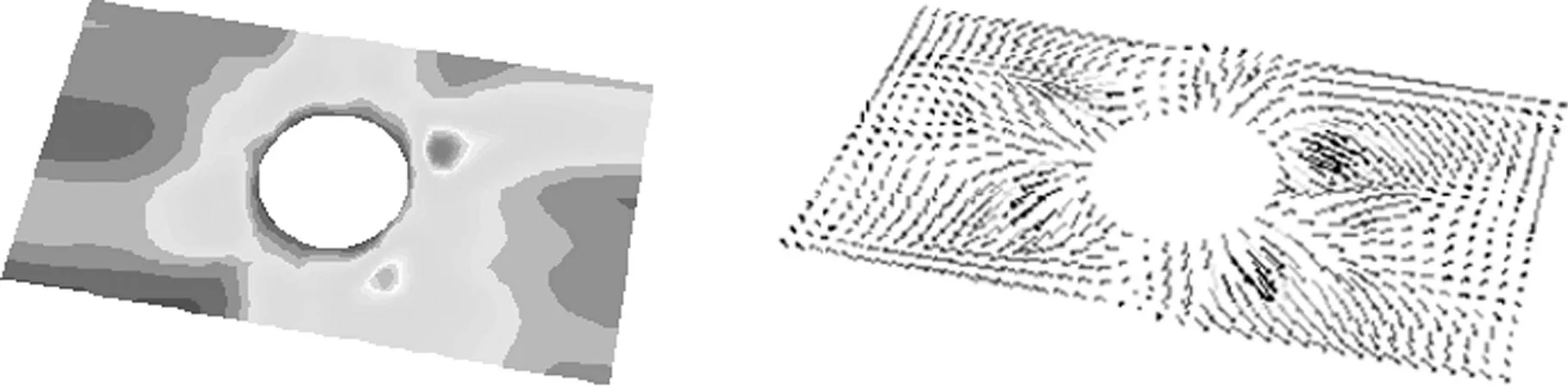
(a)壓力場分布 (b)速度場分布圖8 未通電條件下流量為20 L/h時壓力場和速度場分布Fig.8 Distribution of pressure field and velocity field at 20L/h flow without energization
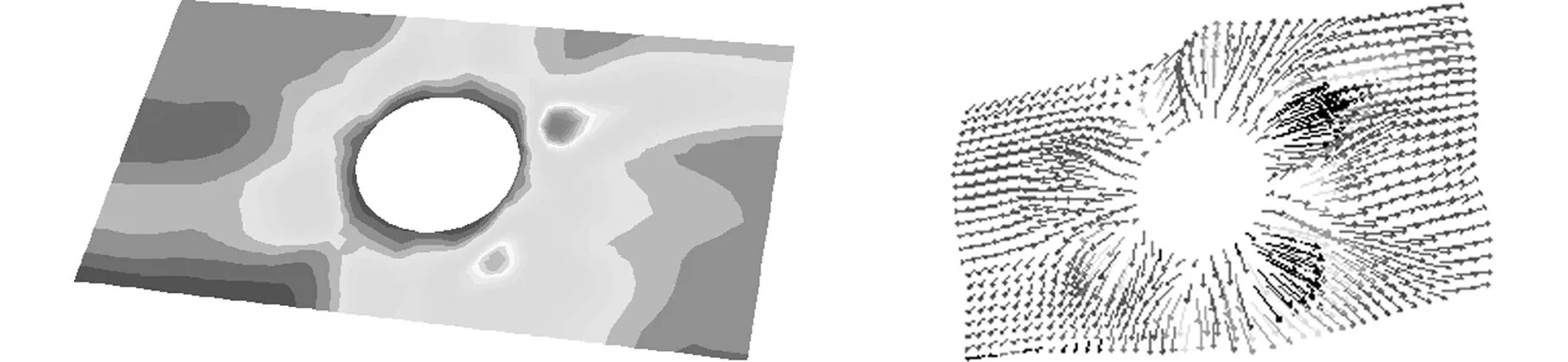
(a)壓力場分布 (b)速度場分布圖9 通電條件下流量為20 L/h、電流為3 A時壓力場和速度場分布Fig.9 Distribution of pressure field and velocity field at 20 L/h flow and 3 A current under energization
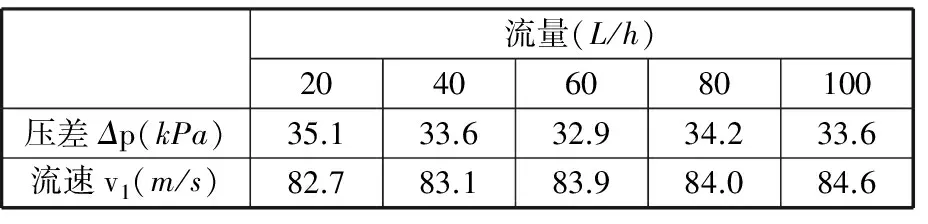
流量(L/h)20406080100壓差Δp(kPa)35.133.632.934.233.6流速v1(m/s)82.783.183.984.084.6
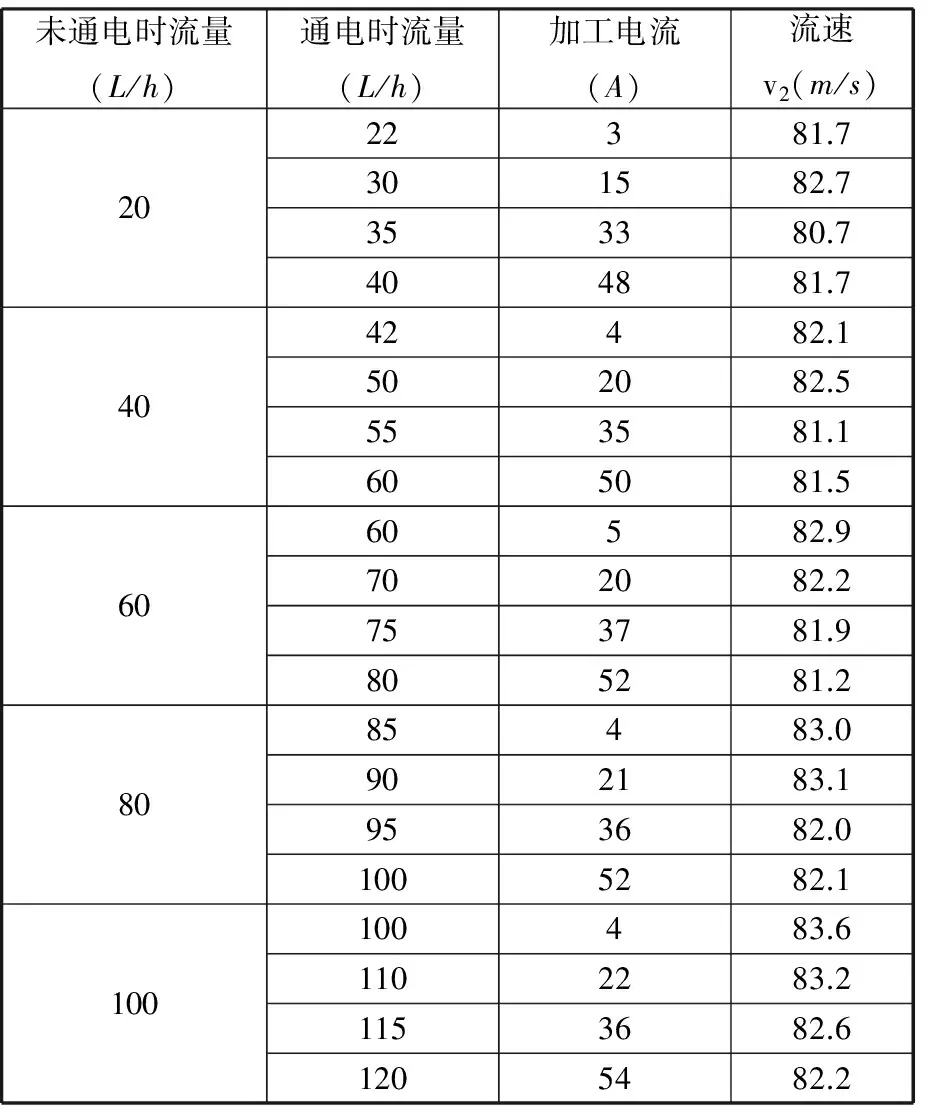
表6 通電條件下流場中流速情況

圖10 流量對間隙的影響Fig.10 Effect of flow on the gap

(a)流量為20 L/h (b)流量為40 L/h

(c)流量為60 L/h (d)流量為80 L/h
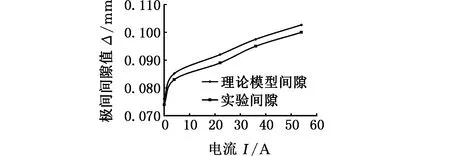
(e)流量為100 L/h圖11 流量及電流對間隙的影響Fig.11 Effect of flow and current on the gap
4.2誤差分析
為評價所建立的數學模型和實驗結果的相符程度,對圖10及圖11所示數據進行了誤差分析。平均誤差為
(13)
式中,y1為理論模型得到的間隙值;y2為實驗對應的間隙值;m為數據個數。
結果顯示,僅考慮流場條件下的理論模型獲得的數據和實驗數據的平均誤差小于10.7%;同時考慮流場和電場條件下的理論模型獲得的數據和實驗數據的平均誤差小于11%。
5 結論
(1)通過陰陽極間電解液液膜壓力支撐平面陰極懸浮可形成加工間隙。僅考慮流場條件下,影響間隙的因素主要是電解液流量;同時考慮流場和電場條件下,影響間隙的主要因素是電解液流量和極間電流。
(2)基于流體力學理論,建立了僅考慮流場條件下初始間隙與電解液流量關系的理論模型,對實驗數據進行回歸得到了回歸模型。理論模型計算數據與實驗數據的平均誤差小于10.7%。
(3)基于流體力學和電極過程動力學理論,建立了同時考慮流場和電場條件下加工間隙與電解液流量、加工電流關系的理論數學模型,對實驗數據進行回歸,得到了回歸模型。理論模型計算數據與實驗數據的平均誤差小于11%。
[1] 李勇, 朱效谷, 佟浩, 等. 基于雙電層電容的微細電解加工間隙的在線檢測[J].納米技術與精密工程,2013,11(6):529-535.
LI Yong, ZHU Xiaogu, TONG Hao, et al. Online Detection Method for Inter-electrode Gap in Micro ECM Based on Capacitance of Electric Double Layers[J]. Nanotechnology and Precision Engineering, 2013, 11(6): 529-535.
[2] FUJISAWA T, INABA K, YAMAMOTO M, et al. Multiphysics Simulation of Electrochemical Machining Process for Threedimensional Compressor Blade [J]. Journal of Fluids Engineering , 2008, 130 : 081602.
[3] WANG Wei, ZHU Di, QU Ningsong, et al. Flow Balance Design and Experimental Investigation on Electrochemical Drilling of Multiple Holes [J]. Acta Aeronautica et Astronautica Sinica, 2010,31 (8): 1667-1673.
[4] 朱永偉,邵健,蘇楠,等.同步超聲振動調制微細放電-電解加工技術[J]. 機械工程學報,2014,50(1):185-192.
ZHU Yingwei, SHAO Jian, SU Nan, et al. Research on Micro Electro-discharged and Electrolysis Machining Technology Modulated by Synchronizing Ultrasonic Vibrating[J]. Chinese Journal of Mechanical Engineering, 2014, 50(1): 185-192.
[5] 李紅英,程小元,張明岐.雙極性脈沖精密振動電解加工技術[C]//第14屆全國特種加工學術會議.蘇州,2011:393-397.
LI Hongying, CHENG Xiaoyuan, ZHANG Mingqi. Electrode Processing Technology of Bipolar Pulse Precision Vibration[C]//Proceedings of the 14th National Conference on Special Processing. Suzhou, 2011: 393-397.
[6] 鄢勇,張衛民,張之敬,等.旋轉磁場-高頻群脈沖電化學復合加工實驗研究[J].北京理工大學學報,2013,33(4):353-356.
YAN Yong, ZHANG Weimin, ZHANG Zhijing, et al. Research on Technology of Compound ECM with High-frequency Group Pulse and Rotating Magnetic Field[J].Journal of Beijing Institute of Technology, 2013, 33(4): 353-356.
[7] KOZAK J, GULBINOWICZ Z, ROZENEK M. Selected Problems of Pulse Electrochemical Machining[C]//Proceedings of the 16th International Symposium on Electromachining. Shanghai, 2010: 299-305.
[8] BEJAR M A, GCTTIERREZ E. On the Deteunination of Current Efficiency in Electrochemical Machining with a Variable Gap [J].Journal of Materials Processing Technology, 1993, 37: 691-699.
[9] HOPENFELD J, COLE R R. Prediction of the One Dimensional Equilibrium Cutting Gap in Electrochemical Machining [J].Trans. of ASME J. Eng. Ind., 1969, B8: 755-765.
[10] CLIFTP D, MOUNT A R, ALDER G M. Ultrasonic Measurement of the Inter-electrode Gap in Electrochemical[J]. International Journal of Machine Tolls and Manufacture, 2002, 42: 1259-1267.
[11] 王希.電解加工間隙智能監控方法研究[D].南京:南京航空航天大學,2006:19-25.
WANG Xi. Research on Intelligent Monitoring Method of Electrolytic Processing Gap[D]. Nanjing:Nanjing University of Aeronautics and Astronautics, 2006: 19-25.
[12] JO C H, KIM B H, CHU C N. Micro Electrochemical Machining for Complex Internal Micro Features[J]. CIRP Annals Manufacturing Technology, 2009, 58(1): 181-184.
[13] 房曉龍,曲寧松,李寒松,等.電極內孔結構對鈦合金方孔電解加工的影響[J]. 華南理工大學學報, 2013, 41(9):137-142.
FANG Xiaolong, QU Ningsong, LI Hansong,et al. Effects of Hollow Hole Structure of Electrode on Electrochemical Machining of Square Holes in Titanium Alloys[J]. Journal of South China University of Technology, 2013, 41(9): 137-142.
[14] XU Qing, ZHU Di, XU Zhengyang. Uniformity of Flow Field in Electrochemical Machining of Blisk Tunnel[J]. Journal of South China University of Technology: Natural Science Edition, 2011, 39 (6): 7-12.
[15] 趙存友.工程流體力學[M].哈爾濱:哈爾濱工業大學出版社,2010:7-10.
ZHAO Cunyou. Engineering Fluid Mechanics[M]. Harbin: Harbin Institute of Technology Press, 2010: 7-10.
[16] 徐家文,云乃彰,王建業.電化學加工技術——原理、工藝及應用[M].北京: 國防工業出版社, 2008: 29-32.
XU Jiawen, YUN Naizhang, WANG Jianye. Electrochemical Processing Technology—Principle, Technology and Application[M]. Beijing:National Defense Industry Press, 2008: 29-32.
[17] 朱樹敏,陳遠龍.電化學加工技術[M].北京:化學工業出版社,2006:26-28.
ZHU Shumin, CHEN Yuanlong. Electrochemical Processing Technology[M]. Beijing: Chemical Industry Press, 2006: 26-28.
[18] 張凱,王瑞金,王剛. Fluent技術基礎與應用實例[M].2版.北京:清華大學出版社,2010:6-18.
ZHANG Kai, WANG Ruijin, WANG Gang. Fluent Technology Foundation and Application Examples[M]. 2nd ed. Beijing: Tsinghua University Press, 2010: 6-18.
(編輯王旻玥)
ModelingandExperimentalStudyofInter-electrodeGapsinECMforPlanesofFloatingCathodewithaRoundMouth
PANG Guibing1XIN Kaikai1CAI Xiao1JI Tian1ZHANG Liping1LIU Jiyu2HAN Jiwan3
1.School of Mechanical Engineering and Automation,Dalian Polytechnic University,Dalian,Liaoning,116034 2.School of Mechanical Engineering,Dalian University of Technology,Dalian,Liaoning,116023 3.IBERS, Aberystwyth University,Aberystwyth,United Kingdom,SY233EE
A new machining approach was proposed using electrolyte film to support the floating cathodes to form the machining inter-electrode gaps, whose regulation and control were realized by adjusting the flows and currents. Taking ECM of floating cathodes with round mouths as an example, a mathematic model of the machining gaps was established on the basis of fluid mechanics and electrode process kinetic theory, and the relationships among gaps, flows, pressure differences and currents were acquired. By analyzing characteristics of the gap flow fields using the software Fluent, the distributions of pressure fields and velocity fields of the electrolyte in the gaps were established, and pressure differences between the inlets and outlets, and the flow rates of the outlets were obtained. Additionally, different machining gaps under dissimilar flow and current circumstances were acquired by experiments. The results and variation characteristics of the theoretical model and the experiments are similar to each other.
electrochemical machining(ECM); inter-electrode gap; floating cathode; electrolyte
TG713.1
10.3969/j.issn.1004-132X.2017.22.002
2016-12-23
國家自然科學基金資助項目(51275062,51675072);大連市科技計劃資助項目(2015A11GX025)
龐桂兵,男,1975年生。大連工業大學機械工程與自動化學院教授。主要研究方向為特種精密加工。E-mail:pangguibingsx@163.com。辛開開,男,1990年生。大連工業大學機械工程與自動化學院碩士研究生。蔡曉,男,1988年生。大連工業大學機械工程與自動化學院碩士研究生。季田,男,1968年生。大連工業大學機械工程與自動化學院副教授。張利萍,女,1974年生。大連工業大學機械工程與自動化學院副教授、博士。劉吉宇,男,1994年生。大連理工大學機械工程學院博士研究生。韓冀皖,男,1976年生。阿伯里斯特威斯大學農學院博士。
猜你喜歡
童話王國·奇妙邏輯推理(2024年5期)2024-06-19 16:03:38
小獼猴智力畫刊(2022年9期)2022-11-04 02:31:42
中學生數理化·中考版(2022年11期)2022-02-16 07:01:20
中學生數理化·七年級數學人教版(2020年10期)2020-11-26 08:24:50
數學物理學報(2020年2期)2020-06-02 11:29:24
小哥白尼(趣味科學)(2019年6期)2019-10-10 01:01:50
光學精密工程(2016年6期)2016-11-07 09:07:19
發明與創新(2016年38期)2016-08-22 03:02:52
太空探索(2016年5期)2016-07-12 15:17:55
核科學與工程(2015年4期)2015-09-26 11:59:03