非正交坐標測量機下REVO測頭參數及誤差標定
2017-11-20 08:24:12張海濤劉書桂李杏華蘇智琨
湖南大學學報·自然科學版 2017年10期
張海濤+劉書桂+李杏華+蘇智琨

摘 要:針對基于正交式坐標測量機設計和應用的REVO五軸測量系統,在非正交式坐標測量機下應用不能實現自標定的問題,基于對稱和反轉原理,提出了測頭參數和誤差項的一系列單項標定方法,通過測量機單軸小范圍輔助運動測量量塊,實現了非正交坐標測量機下REVO測頭的參數和誤差標定,避免了大范圍運動測量機主軸所產生的運動誤差給標定結果帶來的影響.通過實驗驗證了所提出標定方法的精確性和有效性,經過標定和誤差補償后,平均測量誤差從18.1 μm降低到了0.8 μm.實驗結果表明:所提出的方法操作簡便,精確度高,具有很好的溯源性.
關鍵詞:非正交式;坐標測量機; REVO測頭;參數與誤差項;標定
中圖分類號:TH721 文獻標志碼:A
Calibration Techniques of REVO Probe Head inNon-orthogonal Coordinate Measuring Machine
ZHANG Haitao1,2,LIU Shugui1,LI Xinghua1,SU Zhikun1
(1.State Key Laboratory of Precision Measuring Technology and Instruments,Tianjin University,Tianjin 300072,China;
2.School of Mechanical Engineering,Tianjin University,Tianjin 300072,China)
Abstract:In order to solve the calibration problem of the application of REVO 5-axis system,which was designed to be applied in the orthogonal coordinate measuring machines (CMMs) and non-orthogonal CMM,some techniques based on symmetrical and reversal principle for calibrating the parameters and error items of REVO probe head were proposed and discussed in detail. The calibration of the parameters and error items of REVO probe head in the non-orthogonal CMM was realized only by measuring some gauge blocks with one CMM axis moving in a short distance,which avoided the introduced error due to the motion errors of the CMM axes moving in a large scale. The accuracy and effectiveness of the calibration techniques was proved by experiments and practice. After the calibration and error compensation,the average measurement error was reduced to 0.8 μm from 18.1 μm. The results show that the proposed methods are easy to operate and be traced to the source,and with high accuracy.
Key words:non-orthogonal; coordinate measuring machine; REVO head; parameters and error items; calibration
Renishaw公司推出的REVO五軸測量系統[1-2],是坐標測量機行業的革命性產品,標志著多年來坐標測量機技術的重大進步.在航空發動機葉盤機翼和汽車汽缸頭的測量應用中,相對于傳統的三軸掃描測量系統,其測量效率分別提高了922%和690%.
REVO五軸測量系統被設計應用于正交式坐標測量機中,針對REVO測頭的相關參數及誤差標定問題,Renishaw開發了專門的標定程序.在正交式坐標測量機下,REVO測頭在不同姿態通過五軸聯動測量標準球,經過標定程序的數據處理即可實現測頭參數和誤差的高精度自標定.REVO五軸測量系統為復雜零部件的高精度、高效率測量提供了新的技術途徑,但是在某些特殊的應用場合,正交式坐標測量機結構并不能滿足測量要求.
針對某復雜結構零部件的測量,開發了一種懸臂式坐標測量機[3-4],并將REVO五軸測量系統應用于此非正交式坐標測量機下,在固有的標定程序不能應用的前提下,提出了一系列在非正交式坐標測量機下REVO測頭參數和誤差的單項標定方法,并通過實驗驗證了所提出標定方法的有效性和精確性.
1 非正交式測量機結構
為了能夠在加工現場有限的空間限制下實現某復雜結構零部件的在線原位測量,研制了一種非正交式坐標測量機,其結構如圖1所示.
圖1所示的非正交式坐標測量機由兩個線性運動部件(x向水平運動部件和z向豎直運動部件)和一個水平旋轉運動部件組成,其關節臂繞C軸在水平面內帶動REVO測頭轉動.
在非正交式坐標測量機下,不能使用系統自帶的標定程序對REVO測頭參數和誤差進行標定,而不經過標定會給測量帶來很大的誤差,因此,必須重新設計標定方法[5-11].文獻[8]提出了一系列精確有效的標定方法,但是其針對測頭探針長度和A軸零位的標定方法需要大范圍的移動測量機的x軸與z軸,x軸與z軸的運動誤差會影響標定精度,必須提前對其標定;另外,x軸與z軸運動誤差的標定精度也會對探針長度和A軸零位的標定結果產生影響.本文在文獻[8]的基礎上,提出了新的標定方法,只使用量塊和平板,在測量機旋轉軸和豎直軸不運動的情況下,僅小范圍地運動x軸輔助測量,實現了REVO測頭參數及誤差的精確標定.endprint
2 REVO測頭參數及誤差標定方法
REVO測頭內部有兩個旋轉軸A軸、B軸,B軸可以繞豎直方向在360°范圍內順時針和逆時針連續轉動,A軸垂直于B軸,行程為125°.理想情況下A軸與B軸應互相垂直且相交于一點,但在制造時A軸與B軸不可能完全垂直,且會存在一定的分離,在使用前必須對其參數和誤差進行標定.需要標定的REVO測頭參數和誤差為:探針長度l,A軸零位誤差Δα,B軸零位誤差Δβ,A軸與B軸的偏置e1,探針中心與B軸的偏置e2以及A軸與B軸的垂直度誤差αAB,如圖2所示.在B軸90°位置,e1在測量機的x向,在B軸0°位置,e2在測量機的x向.為了能夠進行精確標定,只在小范圍內運動直行運動軸x軸進行輔助測量.
2.1 A軸零位誤差及A軸與B軸偏置標定
由于Δα和e1的影響,測頭在A軸零度時探針的姿態如圖3(a)所示.根據實際配置,測頭B軸位于零度時,A軸沿測量機的x向.為了標定出Δα和e1,需要將B軸轉動90°.
如圖3(b)和圖3(c)所示,分別在測頭B軸的90°和-90°位置運動x軸探測量塊工作面上一點,并分別記錄測量點x坐標值的讀數x1,x2.則
x1-x2=2·(e1+l·Δα)(1)
式(1)中包含3項誤差參數,僅通過此旋轉并不能標定出任何一項.Δα的標定方法如圖4所示.
在B軸90°位置,使A軸處于名義零位,運動x軸探測量塊一點,然后運動x軸使測球中心與量塊距離為S,運動測頭A軸探測量塊;將B軸旋轉180°至-90°位置,使A軸處于名義零位,運動x軸探測量塊一點,然后運動x軸使測球中心與量塊距離為S,運動測頭A軸探測量塊,兩次測量示值不變(或變化最小)的位置即是探針繞A軸轉動的零位,由此即可獲得A軸零位與初始位置的差值Δα.A軸零位標定后即可利用圖5的方法標定出A軸與B軸的偏置e1.分別在測頭B軸90°與-90°位置,運動x軸探測量塊,并記錄測量點x坐標值的讀數x3,x4.則
2e1=x3-x4(2)
將標定出的Δα和e1代入式(1)中也可求得探針長度l的值,但是此種方法得到的l的標定結果依賴于Δα和e1的標定精度,不符合計量學的要求.
2.2 B軸零位誤差標定
REVO測頭B軸零位朝向坐標系y軸的負方向,探針在關于y軸對稱的位置,其角度相同,符號相反.B軸零位的標定方法如圖6所示.
調整量塊使其工作面與x軸垂直并使測頭B軸在名義零位時探針中心位于量塊的中間位置,轉動B軸分別探測量塊兩個工作面,分別記錄測量點B軸的角度β1和β2,理論上β1和β2關于B軸零位對稱,其和為零.根據β1和β2的值即可計算出B軸零位誤差,即
Δβ=(β1+β2)/2(3)
2.3 探針長度標定
使用如圖7(a)所示的方法標定探針長度l,測頭A軸位于90°,在長度為b的量塊兩端分別探測一點并記錄測頭B軸的角度β1,β2 (0°<β1,β2<180°) ,則,
l=b+dsinβ1+sinβ2(4)
對式(4)求微分可得
Δl=l·Δb+Δdb+d-Δβ1cosβ1+Δβ2cosβ2sinβ1+sinβ2(5)
由式(5)可知,在相同的Δb,Δd,Δβ1,Δβ2情況下,β1,β2越大,Δl越小,故采用圖7(b)所示的內測法進行標定,以提高標定精度,則
l=b-dsinβ1+sinβ2(6)
2.4 A軸與B軸垂直度誤差標定
A軸與B軸垂直度誤差不能直接標定出來,需要分別標定出A軸與B軸的方向,通過計算求出.
如圖8(a)所示,將平板的工作面調整至與坐標系的xoz平面平行且與水平面垂直,探針繞A軸轉動探測平板表面,得到圓柱坐標系下的一系列探測點(l,αi,zi),通過擬合即可得到平板工作面在測頭坐標系下的法向量(lA,mA,nA);將平板的工作面調整至與水平面平行,探針繞B軸轉動探測平板表面,得到圓柱坐標系下的一系列探測點(l,βi,zi),通過擬合即可得到平板工作面在測頭坐標系下的法向量(lB,mB,nB);則A軸與B軸的垂直度誤差可以表示為
αAB=lAlB+mAmB+nAnB(7)
2.5 探針中心與B軸偏置標定
探針中心與B軸的偏置e2標定方法與e1相同,如圖9所示.
轉動B軸至0°和180°位置,使偏置e2在坐標系的x軸方向.由于A軸與B軸之間存在垂直度誤差,如圖9(a)所示,因此,實際標定出的結果中,含有A軸B軸垂直度誤差引入的偏置e3=l·ΔαAB,需要對其進行消除.運動測量機的x向運動部件探測量塊,并記錄觸發點的x坐標值x3和x4,則偏置e2為
e2=(x4-x3)/2-l·ΔαAB(8)
3 實驗與結果
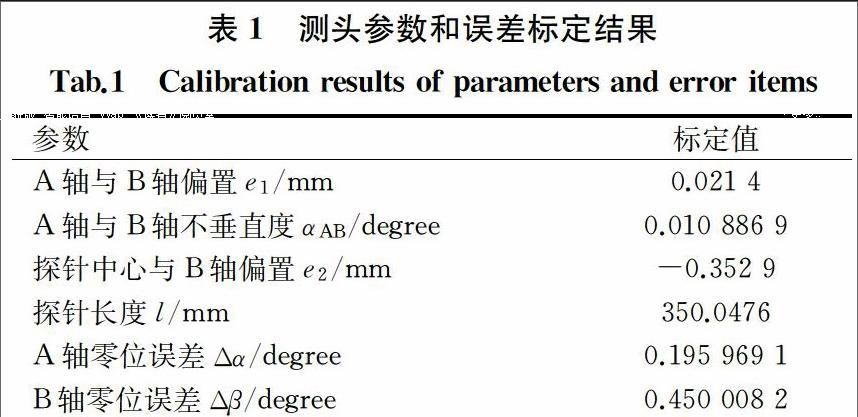
使用1級量塊和00級大理石平板,根據提出的標定方法對REVO測頭的參數和誤差進行標定,標定結果如表1所示.
通過實驗驗證所提出的REVO測頭參數和誤差標定方法的精確性和有效性.將同一長度的1級量塊分別沿機器坐標系三個坐標軸以及四個對角線方向放置,在每一個位置,保持測量機三個主軸靜止,只運動REVO測頭,對量塊的兩個工作面進行探測,在量塊的兩個工作面上分別探測一點和五點,通過計算點到面的距離,獲得對測量數據進行評定后的量塊長度值,未經過測頭參數和誤差補償以及經過測頭參數和誤差補償的測量數據評定結果如表2所示.從表2中可以看出,未經過測頭參數和誤差補償的測量數據,評定結果與真實值之間的誤差最大為23.6 μm,通過對測頭參數和誤差的標定,并對測量數據進行補償后,測量數據的評定結果與真實值之間的誤差絕對值最大為2.7 μm,測量誤差的平均值從18.1 μm降低到0.8 μm,極大地提高了測量精度,充分驗證了所提出標定方法的精確性和有效性.endprint
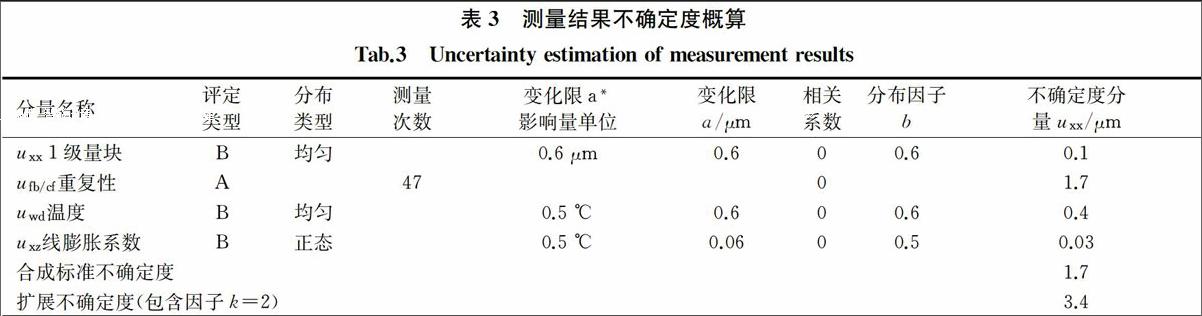
測量系統的光柵尺與量塊材料相同,其具有相同的線膨脹系數.假定其線膨脹系數之差小于10%,經充分等溫后,量塊與光柵尺溫度差落在(-05,0.5)℃范圍內,且服從均勻分布,根據GB/T 18779.2測量不確定度評定指南對測量結果進行不確定度概算,測量結果的擴展不確定度(k=2)為3.4 μm,如表3所示.
4 結 論
在非正交式坐標測量機下應用REVO五軸測量系統,必須重新設計REVO測頭參數和誤差的標定方法.本文所提出的單項誤差標定方法,操作簡便、精確度高、溯源性好,避免了其它系統誤差對所標定參數的影響,對于其他結構形式坐標測量機中REVO測頭的參數標定,具有普遍的適用性.參考文獻
[1] RENISHAW.Users guide: REVO-5-axis technology-Manuals and installation guide downloads [EB/OL].http://www.renishaw.com/en/manuals-and-installation-guide-downloads--14271,2014-07.
[2] RENISHAW.REVO five-axis measurement system[EB/OL].http://www.renishaw.com/en/10438.aspx,2015-10.
[3] 裘祖榮,蘇智琨,張國雄,等.整體葉盤測量機參數標定的關鍵技術[J].納米技術與精密工程,2014,12(4):235-241.
QIU Zurong,SU Zhikun,ZHANG Guoxiong,et al.Key technology for calibrating parameters of a bladed disk measuring machine[J].Nanotechnology and Precision Engineering,2014,12(4):235-241.(In Chinese)
[4] 劉書桂,張海濤,蘇智琨.REVO測頭在非正交式三坐標測量機中探測矢量修正算法研究[J].天津大學學報:自然科學與工程技術版2016,49 (9) :956-960.
LIU Shugui,ZHANG Haitao,SU Zhikun.A study on the correction of detecting vector of REVO applied in the non-orthogonal coordinate measuring machine[J].Journal of Tianjin University: Science and Technology,2016,49(9):956-960.(In Chinese)
[5] LI Xinghua,CHEN Bo,QIU Zurong.The calibration and error compensation techniques for an articulated arm CMM with two parallel rotational axes[J].Measurement,2013,46(1):603-609.
[6] ZHANG Haitao,LIU Shugui,LI Xinghua.A study on the key techniques of application of REVO five-axis system in non-orthogonal coordinate measuring machine[J].Journal of Engineering Manufacture,2017,231(4):730-736.
[7] 裘祖榮,陳波,李杏華.基于反轉法的平行雙關節坐標測量機的標定[J].天津大學學報:自然科學與工程技術版,2014,47(6):512-517.
QIU Zurong,CHEN Bo,LI Xinghua.Calibration of articulated arm coordinate measuring machine with two parallel rotational axes based on the reversal method[J].Journal of Tianjin University:Science and Technology,2014,47(6):512-517.(In Chinese)
[8] LI Xinghua,ZHANG Guoxiong,LIU Shugui,et al.A study on machine calibration techniques[J].CIRP AnnalsManufacturing Technology,2013,62(1):499-502.
[9] ZHANG Guoxiong,GUO Jingbin,LIU Shugui,et al.The development of cylindrical coordinate measuring machines[J].Measurement Science and Technology,2010,21(5):054003
[10]侯增選,楊修偉,黃磊,等.基于位姿在線反饋調整的大型法蘭對裝[J].湖南大學學報:自然科學版,2017,44(4):46-55.
HOU Zengxuan,YANG Xiuwei,HUANG Lei,et al.Assemblage of large flange based on attitude vector and position online feedback[J].Journal of Hunan University: Natural Sciences,2017,44(4):46-55.(In Chinese)
[11]劉希玲,呂鐸,李雄兵,等.基于超聲測量模型的鎂合金彈殼自動檢測方法[J].湖南大學學報:自然科學版,2015,42(10):54-58.
LIU Xiling,L Duo,LI Xiongbing,et al.Automatic testing method of magnesium alloy cartridge case based on ultrasonic measurement model[J].Journal of Hunan University: Natural Sciences,2015,42(10):54-58.(In Chinese)endprint