金屬增材制造格柵零件磨粒流拋光
2017-11-17 09:06:10高航李世寵付有志魏海波彭燦王宣平
航空學報 2017年10期
高航, 李世寵, 付有志, 魏海波, 彭燦, 王宣平
大連理工大學 精密與特種加工教育部重點實驗室,大連 116024
金屬增材制造格柵零件磨粒流拋光
高航*, 李世寵, 付有志, 魏海波, 彭燦, 王宣平
大連理工大學 精密與特種加工教育部重點實驗室,大連 116024
增材制造(AM)技術對成型復雜結構零件有顯著優勢,但以選區激光熔融技術為代表的金屬增材制造技術固有的“粉末粘附”、“球化效應”所導致的毛糙表面,使零件難以滿足使用要求。采用混合粒徑磨料介質對增材制造鋁合金格柵外表面及細小內孔進行一體化拋光試驗研究。通過分析磨粒流加工過程各階段的微觀形貌和表面輪廓測量結果等來研究材料去除過程中零件表面形貌、材料去除和表面粗糙度變化。試驗結果表明,磨粒流加工方法能夠有效消除“球化效應”導致的零件表面的金屬球團簇聚集現象,并能夠對增材制造格柵零件外表面和內孔實現有效的拋光,格柵表面粗糙度從初始的14 μm降至1.8 μm。
增材制造(AM);球化效應;粉末粘附;鋁合金格柵;磨粒流加工;磨削
以選區激光熔融(Selective Laser Melting,SLM)技術為代表的增材制造技術,將三維模型轉換為一系列二維模型,通過“分層制造,逐層疊加”,利用高能束激光熔化金屬粉末直接制造出實體零件。增材制造技術能夠極其顯著地縮短復雜結構零件的制造周期,在航空航天等領域顯現了良好的應用前景[1-2]。
目前采用SLM技術成型零件的致密度達99%以上,其力學性能已優于鑄件。但目前金屬增材制造零件表面粗糙度一般仍在10~50 μm 之間,而機械精加工表面粗糙度能夠達到2.5 μm以下[3-6]。增材制造技術所特有的“球化效應”(Balling Effect)、“粉末粘附” (Powder Adhesion)等是導致增材制造金屬零件表面粗糙度較差的主要因素[6]。另一方面,航空航天等領域對增材制造零件表面粗糙度有較高的要求,對金屬增材制造零件的后續光整加工不可或缺[7]。
目前改善增材制造金屬零件表面質量的拋光技術有手工拋光、砂帶/砂輪拋光、電化學拋光、磨粒流拋光等[8-10]。其中手動拋光效率低,表面加工效果取決于操作者的技術水平,加工一致性較差,且拋光殘余金屬粉末會損害操作者健康[8]。而砂帶/砂輪磨削對于復雜內表面的加工可達性不高,無法滿足加工要求。電化學拋光使用的化學溶液所導致的環境污染問題尚待解決[9]。
磨粒流加工(Abrasive Flow Machining, AFM)方法具有高加工可達性,對復雜內腔結構進行光整加工具有顯著的優勢[11-16]。Williams和Melton[17]采用磨粒流拋光增材制造零件,對由“階梯效應”導致的粗糙表面具有良好的改善效果。Uhlmann等[18]采用磨粒流加工拋光SLM技術增材制造的葉片,研究發現沿流動方向存在明顯的拋光不一致性,葉片進排氣邊的拋光效果明顯好于葉盆及葉背中心區域,葉片型面精度丟失。Bergmann等[19]研究了磨粒流加工技術對SLM技術成型平板樣件的拋光效果,樣件表面粗糙度由Rz=53 μm降至Rz=2 μm左右,此外還驗證了磨粒流加工技術對通孔拋光的可行性。Atzeni等[20]針對增材制造鋁合金平板樣件,研究了開敞式磨粒流加工技術中磨粒形狀、磨粒流速等對拋光效果的影響。Furumoto等[21-22]對增材制造注塑成型模具的隨形水冷流道內表面進行磨粒流拋光,研究了內表面上所設計的“凸起”結構對流道內表面拋光的影響,發現“凸起”結構改變內流道內磨料介質流動特性從而實現顯著改善磨粒流加工材料去除效果。
綜上,目前增材制造零件磨粒流加工研究尚未涉及增材制造零件復雜內外表面一體化拋光、磨粒粒徑對拋光效果影響等問題。零件內外表面一體化拋光是實現增材制造復雜零件磨粒流高效加工的有效途徑。本文對航空領域中的增材制造AlSi10Mg鋁合金群孔格柵板零件進行磨粒流加工拋光試驗,研究混合粒徑磨料介質對金屬增材制造群孔零件內外表面的一體化拋光效果,研究一體化拋光材料去除規律,探索磨粒流加工在增材制造零件內外表面拋光加工方面的應用。
1 增材制造格柵零件初始形貌
圖1所示為采用SLM增材制造技術制備的AlSi10Mg鋁合金矩形群孔格柵板零件,長為100 mm, 寬為80 mm,其中心區域陣列分布邊長為3 mm 的菱形直孔,在超景深顯微鏡(VHX-600E)下觀察其形貌,格柵表面存在大量鋁合金粉末部分熔融形成的堆積層(“球化效應”)、直孔邊緣處有顯著的增材成型過程熔池熱影響區內“粉末粘附”所形成的粉末聚集。增材制造過程所固有的“球化效應”和“粉末粘附”現象嚴重地影響了格柵零件外表面以及內孔的表面質量,測量零件表面粗糙度值為Sa=2~15 μm。
對于此格柵零件的表面拋光加工,不僅需要將格柵零件外表面的粉末粘附、球化層去除,同時還需將格柵孔內表面粉末粘附、小尺寸球化等松動層去除。
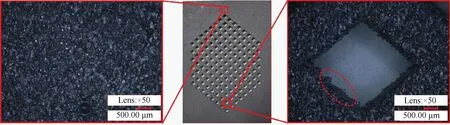
圖1 增材制造鋁合金格柵零件Fig.1 Additively manufactured aluminum alloy grille part
圖2所示是在1 000倍激光共聚焦顯微鏡下觀測的增材制造鋁合金格柵零件剖面形貌。在格柵表面存在大量具有明顯波峰波谷結構的大尺寸球化層,其峰谷值在100 μm以上。并且,在大尺寸球化層表面附著有松動粉末粘結層和小尺寸球化層,如圖中圓圈所示。因此,若要顯著改善格柵零件表面粗糙度,光整加工的材料去除量須大于100 μm。
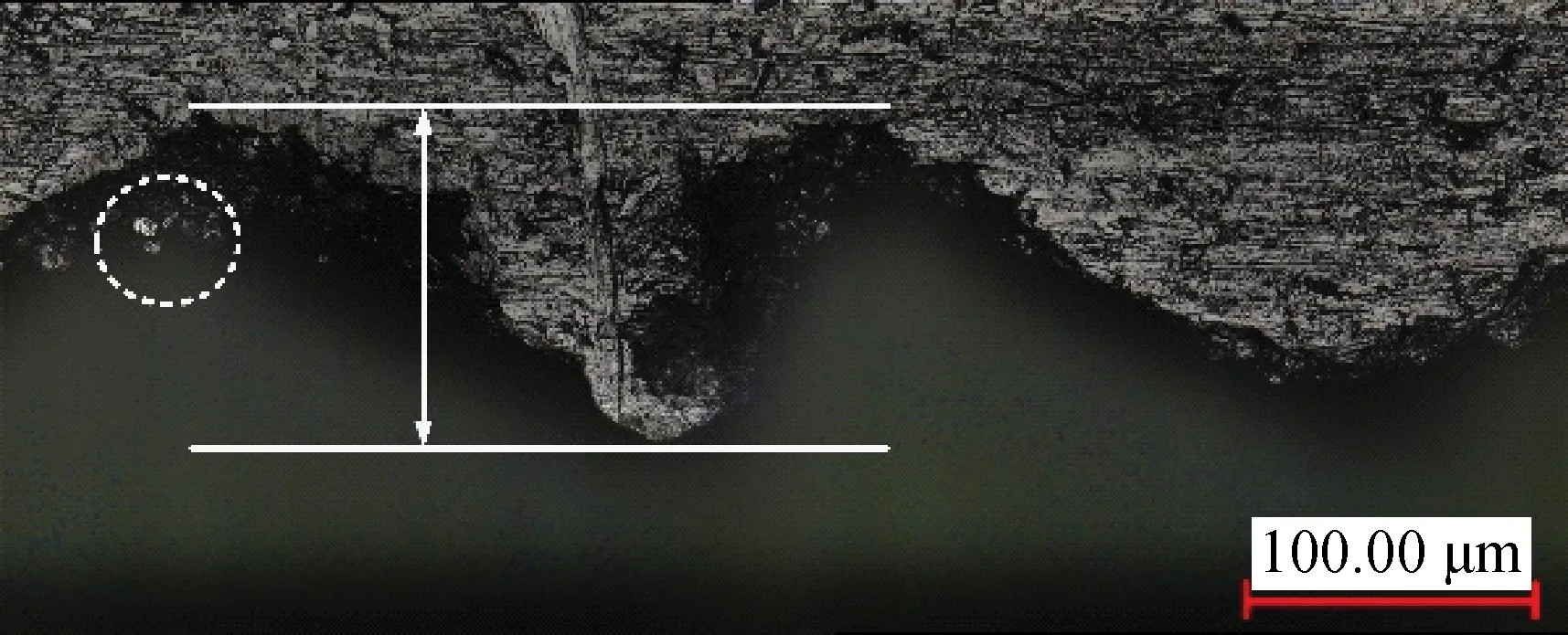
圖2 鋁合金格柵零件剖面輪廓Fig.2 Cross-section profiles of aluminum alloy grille part
2 磨粒流拋光試驗
2.1 一體化磨粒流拋光技術方案
磨粒流加工原理如圖3所示。磨粒流加工的主體由上、下兩料缸和推料活塞組成。加工過程中將待加工零件與夾具進行裝配并置于上、下料缸間夾緊以形成密封流道,上、下兩推料活塞驅動封閉流道中的磨料介質往復流動,實現對零件表面拋光。
磨粒流加工中流道設計至關重要,為實現同時拋光格柵外表面以及格柵上菱形內孔,采用如圖4所示的流道設計方案和相應夾具,實現格柵零件內外表面一體化磨粒流拋光加工。格柵零件固定于磨料介質流動區域并與豎直方向形成傾斜角度θ,格柵零件兩長邊與夾具體接觸密封,起到定位與夾緊作用;格柵零件兩側表面與夾具內壁之間留有流道間隙a。在磨粒流加工過程中,磨料介質同時流經格柵零件外表面和菱形內孔表面,從而實現格柵零件內外表面同時拋光。格柵零件的傾斜角度θ及格柵零件兩側表面與夾具內壁之間的流道間隙a為該磨粒流加工可控工藝參數。

圖3 磨粒流加工原理Fig.3 Schematics of AFM process
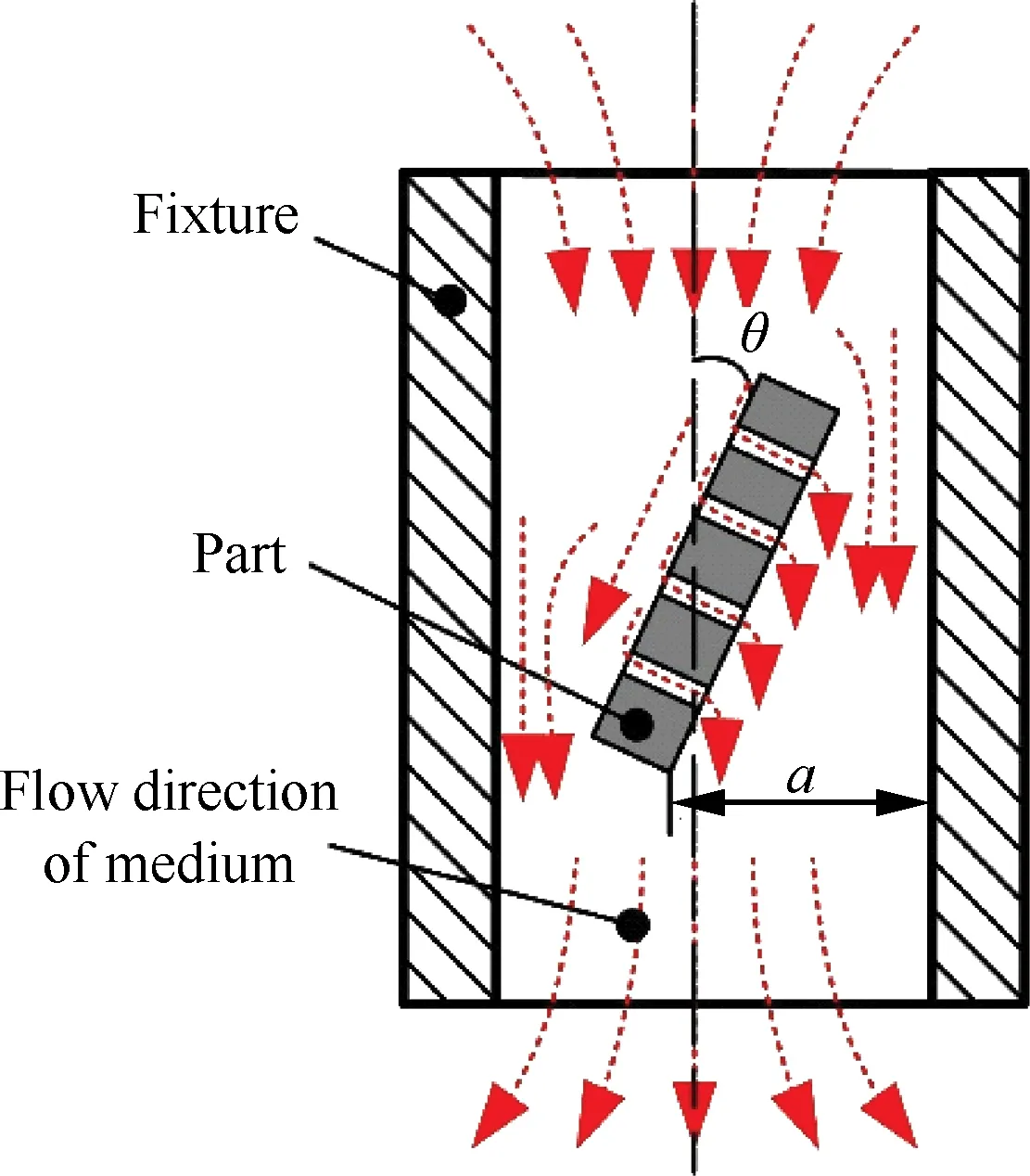
圖4 磨粒流加工夾具和流道Fig.4 Fixture and flow channel for AFM process
2.2 工藝參數選擇
分別采用3種僅含單一粒徑磨粒(120目、80目和24目)的磨料介質對格柵零件外表面的磨粒流拋光效果如圖5所示,在200倍倍率超景深顯微鏡下觀察拋光零件表面形貌,在同樣經過50次加工循環后,采用120目磨料介質加工的工件表面僅有輕微的材料去除、采用含80 目磨料介質加工的工件表面材料去除稍好、采用含24 目磨料介質加工的工件表面材料去除效果最明顯。磨粒目數越小、磨粒粒徑越大,磨料介質對零件表面的材料去除效果越好。同時,如圖6所示,格柵上菱形內孔邊長約為3 mm,較大粒徑磨粒無法在直孔內角處實現材料去除且易卡嵌在格柵直孔內,故須采用含有較小粒徑磨粒的磨料介質才能對于菱形直孔內角以及菱形直孔內表面進行有效的拋光。綜合考慮格柵零件拋光材料去除效率、格柵內孔加工可達性以及格柵拋光后磨料清理等因素,格柵零件一體化磨粒流加工研究采用混合粒徑磨料介質,磨料介質中大磨粒粒徑為24目、小磨粒粒徑為80目。

圖5 磨粒流加工中不同粒徑磨粒對增材制造零件的拋光效果對比Fig.5 Comparison of polishing effects of additively manufactured parts with abrasives of different sizes in AFM

依據質量守恒定律及冪率剪切稀化理論[23],磨粒流設備液壓為2.0 MPa、活塞速度為12 mm/s,流道間隙a=6 mm、格柵零件的傾斜角度θ=2° 時,流道最寬及最窄處的剪切速率值均處于102s-1量級,依圖7最低介質黏度在允許范圍內。
針對同一格柵零件磨粒流拋光試驗先后分9次完成,循環次數如表1所示。
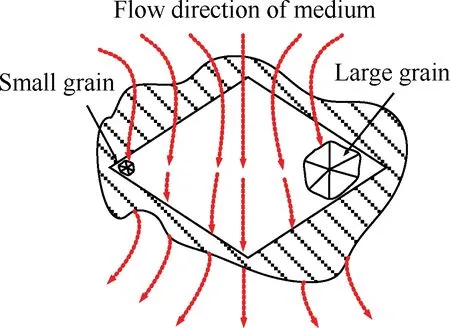
圖6 不同粒徑磨粒對內孔的材料去除原理Fig.6 Schematic for material removal of inner hole with abrasives of different sizes

圖7 磨料介質黏度-剪切速率曲線Fig.7 Curve of viscosity vs shear rate for abrasive media
表1 磨粒流加工循環次數Table 1 Cycle numbers in AFM process

TestNo.123456789Numberofcycles151515153060120120120
3 試驗結果
3.1 零件表面材料去除
為研究磨粒流加工中格柵表面材料去除過程,在格柵零件表面鉆取圓形盲孔作為磨粒流加工的基準孔,采用激光共聚焦顯微鏡(VK-X250)觀測在磨粒流加工過程中基準孔周邊同一位置的表面形貌變化,如圖8所示。
如圖8(b)所示,經過15次加工循環后,零件表面的粘附金屬粉末以及一些較松動的增材制造過程中形成的金屬球被去除,但格柵零件表面仍存在大量的金屬球牢固地聚集粘接在零件表面,零件表面有明顯的凹坑。如圖8(b)的局部放大圖所示,在粘結金屬球所占據的凹坑附近的磨粒劃痕明顯曲折、雜亂,這表明大、小粒徑磨粒持續對凹坑內粘附金屬球的擠壓和滑擦導致金屬球松動、脫離,逐步消除“球化效應”導致的零件表面的金屬球團簇聚集現象。磨粒流加工過程中不同粒徑磨粒對于零件表面凹坑內粘附金屬球去除的示意圖如圖9所示,由磨料介質與零件表面的擠壓和摩擦,大、小粒徑磨粒共同作用將零件表面松散層去除,圖中F1~F5為不同階段磨粒的受力情況。
如圖8(c)所示,經過90次加工循環后,零件表面已經呈現較為明顯的金屬光澤,團簇聚集粘附在零件表面的金屬球已顯著減少,但零件表面仍存在肉眼可見的凹坑。
圖8(d)為經過510次磨粒流加工循環后,格柵零件表面拋光效果。“球化效應”遺留的金屬球團簇聚集所形成的凹坑已被去除,對應位置的磨粒耕犁產生的劃痕較為平直,取得了良好的拋光效果,粗糙度降至Sa=1.8 μm。
在各拋光階段基準孔及格柵表面輪廓曲線對比如圖10所示。圖中圓形深坑為磨粒流加工前所鉆基準孔,采用共聚焦顯微鏡根據該基準孔繪出對應階段基準孔及格柵表面輪廓曲線,兩條曲線間陰影部分即為材料去除。圖10(a)及圖10(b)表明,在磨粒流拋光的初始階段,基準孔附近的材料去除以“削峰”為主,圖10(c)表明,在磨粒流拋光的中后階段,若不計及基準孔對材料去除的影響,基準孔附近各處材料去除較為均勻,對比圖8,“球化效應”微小金屬球在零件表層形成的微小凹坑逐漸被去除。
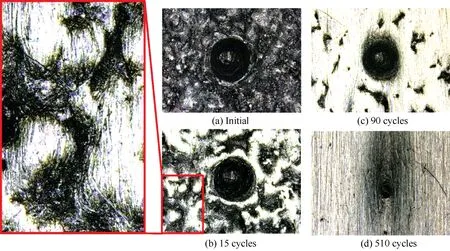
圖8 磨粒流加工各階段零件表面形貌Fig.8 Surface topologies at different stages of AFM process
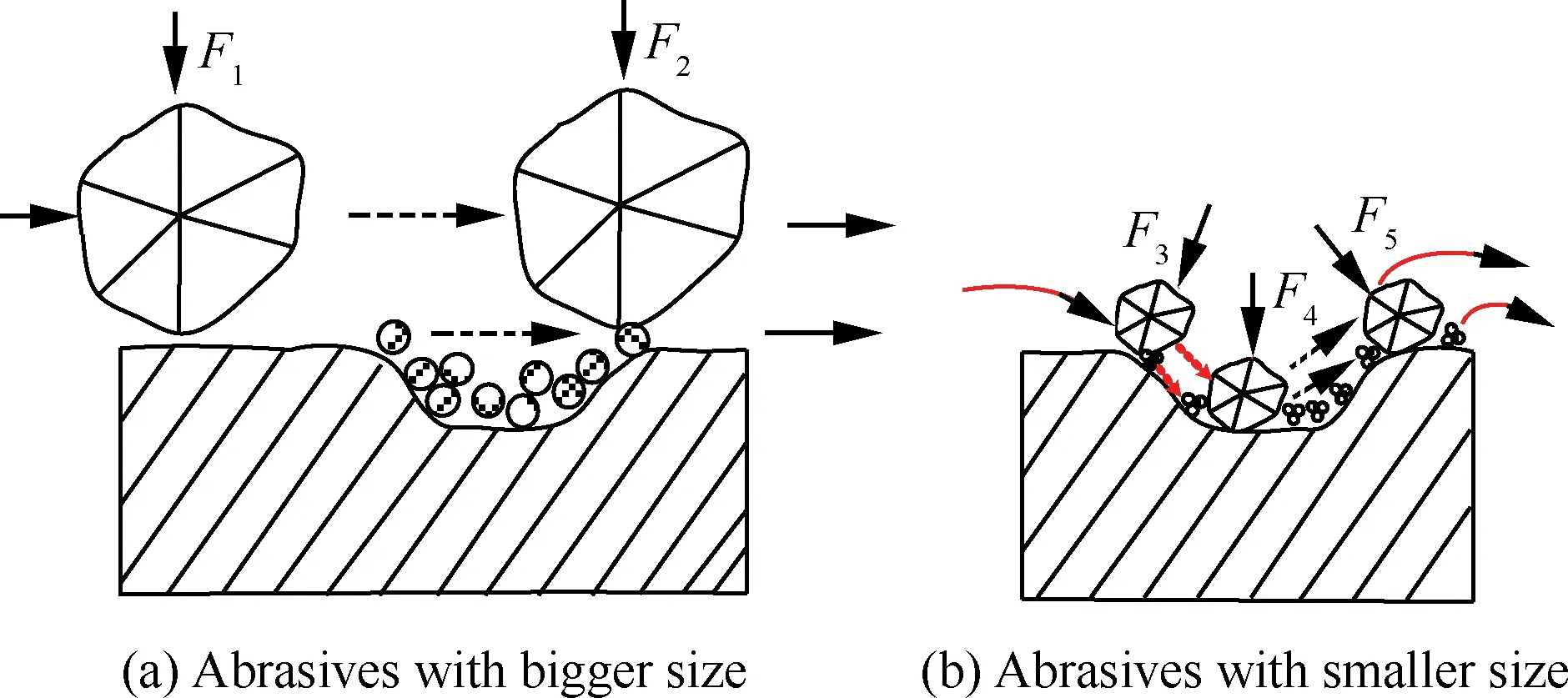
圖9 不同粒徑磨粒去除“球化效應”原理 Fig.9 Schematics for removing “balling effect” with grains of different sizes
此外,格柵零件上選取6個點作為參考點,考察每個加工階段后該點厚度變化以研究磨粒流加工過程中零件各位置的材料去除量,其中各點平均厚度(δ)及相應標準差變化曲線如圖11所示。在初始階段曲線變化劇烈、零件材料去除率較高,該趨勢與傳統減材制造零件拋光的趨勢一致;大致在90次循環之后,曲線變化平緩、零件表面材料去除率逐步降低。

圖10 各階段表面輪廓線對比Fig.10 Comparisons of surface profiles at different stages
零件表面A、B兩個觀測點的位置及其粗糙度(Sa)變化曲線如圖12所示。表面粗糙度值在初始階段下降較快,大致在90次循環之后下降速度顯著減緩,直至粗糙度無明顯變化。兩檢測點粗糙度變化趨勢十分接近,A、B兩觀測點的初始表面粗糙度分別為12.948 和14.101 μm,加工過程中二者差距不斷減小,最終面粗糙度趨于一致,磨粒流拋光增材制造零件表面質量具有良好的一致性。
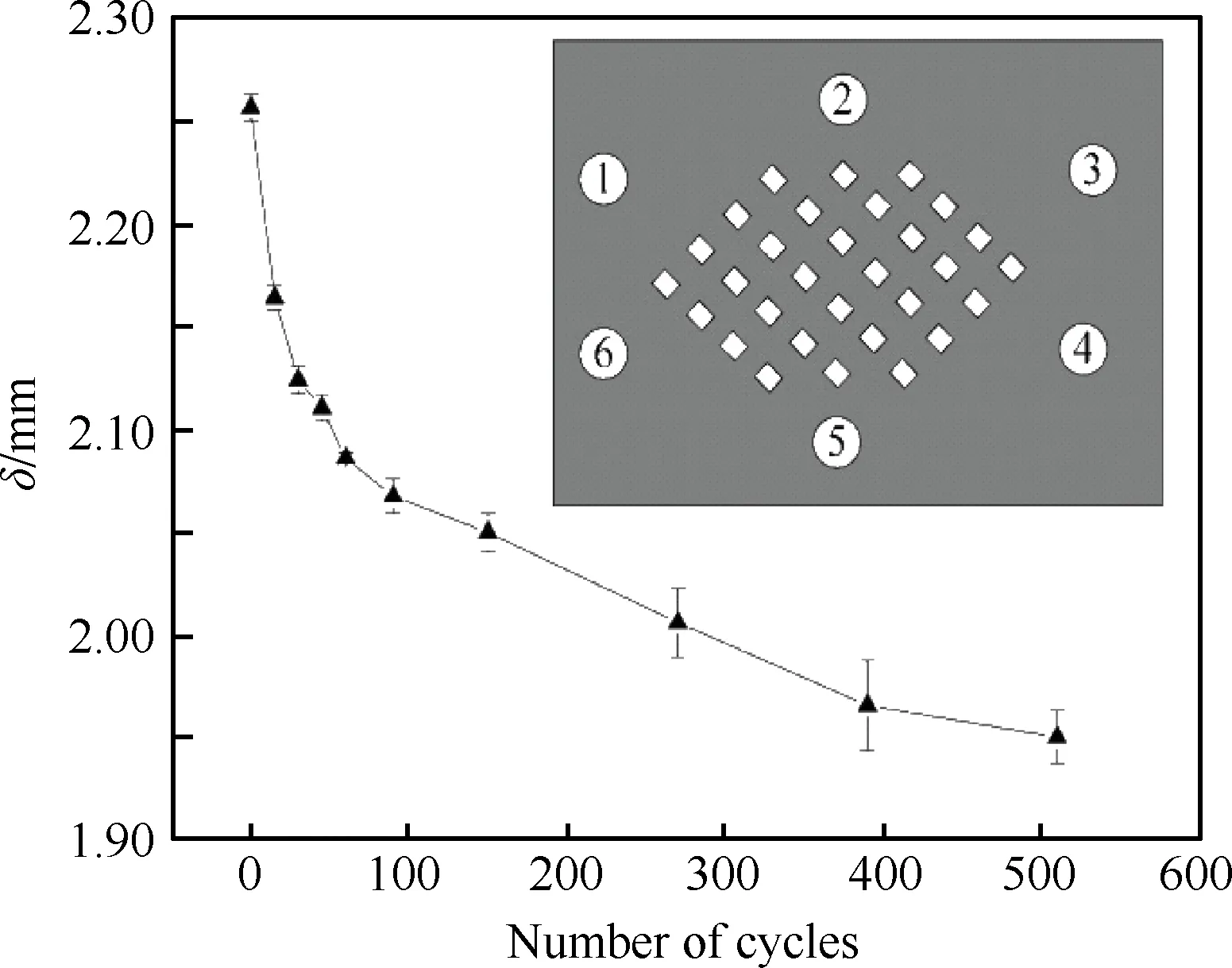
圖11 格柵零件平均厚度變化曲線Fig.11 Curve of average thickness change for grille part

圖12 格柵零件表面粗糙度變化曲線Fig.12 Curve of surface roughness change for grille part
3.2 格柵零件拋光效果
磨粒流加工前后零件整體加工效果對比、50倍倍率超景深顯微鏡下零件形貌對比、1 000倍共聚焦顯微鏡下剖面形貌對比如圖13所示。格柵由初始的暗色坑洼麻面被加工為光亮金屬平面,零件表面無明顯劃傷及加工缺陷、表面紋理均勻,各內孔拋光較為均勻,零件表面粗糙度由初始的Sa=13~14 μm降至Sa=1.8 μm;觀察其截面形貌可知在增材制造過程中由于“球化效應”和“粉末粘附”所形成的“波峰”已完全被去除,零件外表面平整,加工效果顯著,零件單邊材料去除量大于150 μm。
采用位相光柵干涉粗糙度輪廓儀(PGI 840)測得的零件表面粗糙度輪廓在磨粒流加工前后對比如圖14所示。格柵表面紋理幅值下降明顯,由初始的135 μm降至10 μm以下,表面紋理波動頻率顯著減少,零件表面峰谷值均勻性顯著提升。
在50倍倍率超景深顯微鏡下在磨粒流加工前后的零件內孔外輪廓形貌,以及沿內孔中心軸線切開所觀察到的內孔內表面形貌如圖15所示,內孔表面粉末粘附和小型球化松動層已經被去除,呈宏觀平整表面,且零件內孔壁材料去除均勻。零件內孔尺寸測量表明內孔側壁的單邊去除量略大于250 μm,其材料去除量大于零件外表面去除量但仍處于同一量級。但與格柵外表面相比,孔內表面仍分布著顯著的凹坑,加工后側壁表面殘留凹坑深度仍可達200 μm。原因在于內孔壁面為增材制造層間邊緣結合處,故此處粗糙度明顯比外表面差,層間邊緣結合處的表面質量仍然是增材制造需要解決的問題。
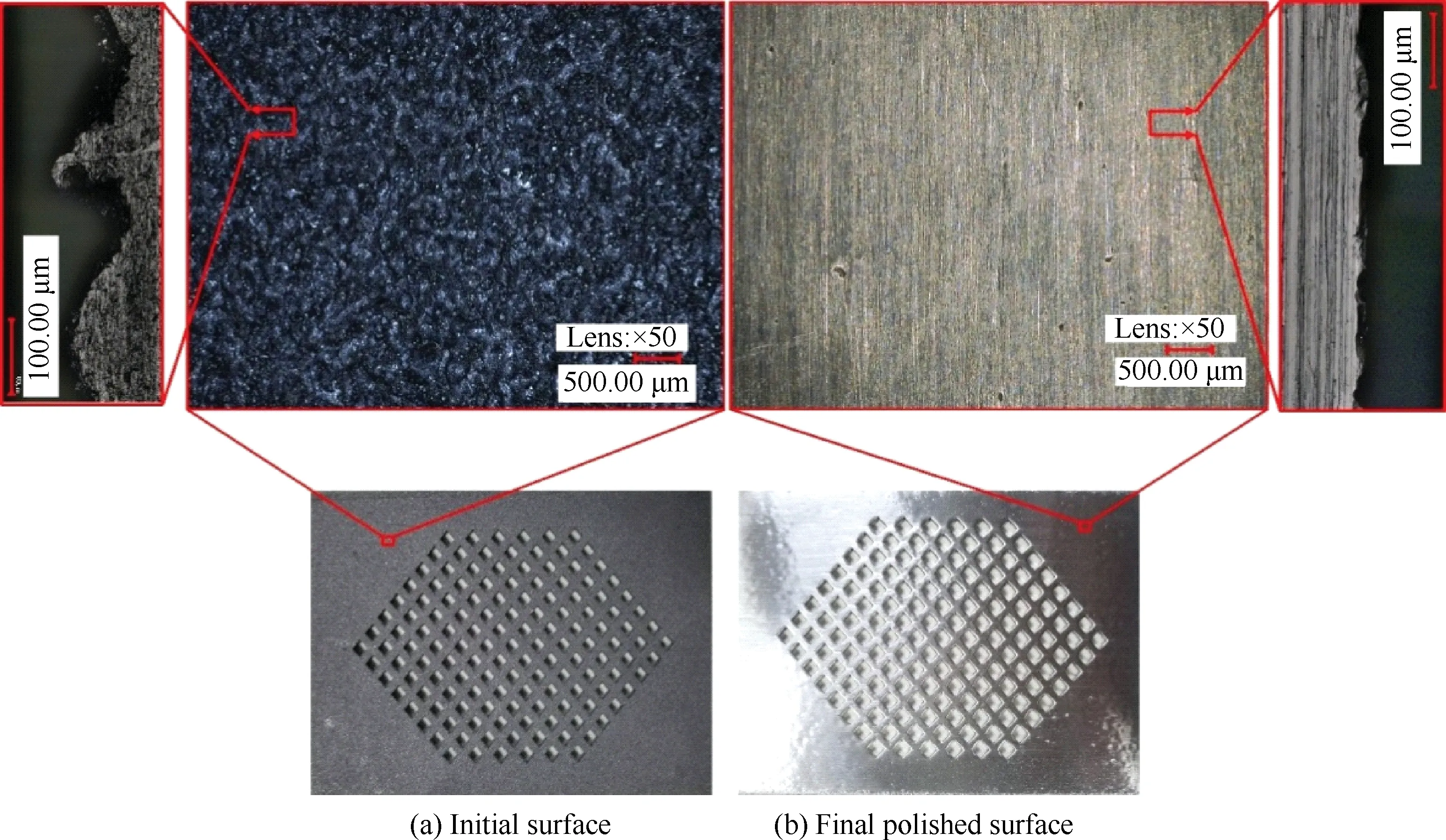
圖13 零件表面拋光加工效果Fig.13 Machining effect of outside surface of part
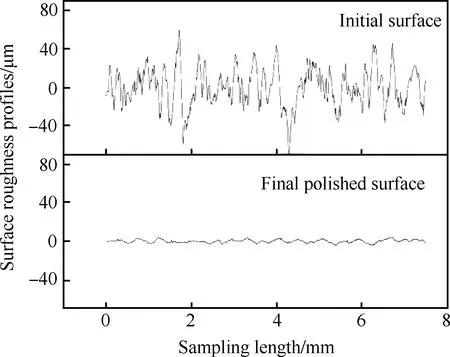
圖14 格柵零件表面粗糙度輪廓對比Fig.14 Comparison of surface roughness profiles of grille part

圖15 格柵零件內孔面的加工效果Fig.15 Machining effect of internal surface of grille part
4 結 論
1) 用磨粒流加工方法可以有效拋光SLM增材制造過程固有的“粉末粘附”、“球化效應”所導致的粗糙表面。經磨粒流拋光后,AlSi10Mg鋁合金格柵零件表面粗糙度從初始的14 μm 降至1.8 μm,格柵呈現光亮金屬平面、表面紋理均勻,“球化效應”遺留的金屬球團簇聚集所形成的凹坑已被有效去除。
2) 磨粒流加工過程中各階段格柵表面形貌以及基準孔附近表面輪廓的對比表明,對“球化效應”的消除方式,在初始階段以磨粒對粘附金屬球的擠壓和滑擦導致金屬球松動、脫離來減少金屬球團簇為主,在加工中后期以磨粒耕犁作用消除金屬球團簇聚集所形成的凹坑為主。
3) 用含有混合粒徑磨粒(80目和24目)的磨料介質可以有效地實現格柵內外表面一體化拋光。格柵表面以及菱形內孔材料去除量分別是150和250 μm,并且菱形內孔尖角處也得到了有效拋光。探索更多有效的含混合粒徑磨粒的磨料介質配置方案實現增材制造金屬零件內外表面一體化拋光,需要進一步開展研究。
4) 增材制造零件內孔表面一般為增材制造層間邊緣結合處、表面質量比外表面差,內孔拋光性能良好的磨粒流加工方法為此類零件內孔拋光提供了有效途徑。
[1] BADROSSAMAY M, CHILDS T H C. Further studies in selective laser melting of stainless and tool steel powders[J]. International Journal of Machine Tools & Manufacture, 2007, 47(5): 779-784.
[2] 朱偉軍, 李滌塵, 任科, 等. 基于3D打印的舵面可調實用化飛機風洞模型的設計與試驗[J]. 航空學報, 2014, 35(2): 400-407.
ZHU W J, LI D C, REN K, et al. Design and test of a practical aircraft model for wind tunnel testing with adjustable control surfaces based on 3D printing[J]. Acta Aeronautica et Astronautica Sinica, 2014, 35(2): 400-407 (in Chinese).
[3] 王黎. 選擇性激光熔化成形金屬零件性能研究[D]. 武漢: 華中科技大學, 2012.
WANG L. Research on the performance in selective laser melting of metallic part[D]. Wuhan: Huazhong University of Science and Technology,2012 (in Chinese).
[4] 左鐵釧. 高強鋁合金的激光加工[M]. 北京: 國防工業出版社, 2002.
ZUO T C. Laser machining of high strength aluminum alloy[M]. Beijing: National Defence Industry Press, 2002 (in Chinese).
[5] 張驍麗, 齊歡, 魏青松. 鋁合金粉末選擇性激光熔化成形工藝優化試驗研究[J]. 應用激光, 2013, 33(4): 391-397.
ZHANG X L, QI H, WEI Q S. Experimental study of selective laser melted AlSi12[J]. Applied Laser, 2013, 33(4): 391-397 (in Chinese).
[6] 劉睿誠. 激光選區熔化成型零件表面粗糙度研究及在免組裝機構中的應用[D]. 廣州: 華南理工大學, 2014.
LIU R C. The study on surface roughness of metal parts fabricated by selective laser melting and the application on non-assembly mechanisms[D]. Guangzhou: South China University of Technology, 2014 (in Chinese).
[7] 宋長輝. 基于激光選區熔化技術的個性化植入體設計與直接制造研究[D]. 廣州: 華南理工大學, 2014.
SONG C H. Study on digital design and direct manufacturing of customized implant based on selective laser melting[D]. Guangzhou: South China University of Technology, 2014 (in Chinese).
[8] ROSA B, MOGNOL P, HASCOET J. Laser polishing of additive laser manufacturing surfaces[J]. Journal of Laser Applications, 2015, 27(S2): S29102.
[9] LYCZKOWSKA E, SZYMCZYK P, DYBALA B, et al. Chemical polishing of scaffolds made of Ti-6Al-7Nb alloy by additive manufacturing[J]. Archives of Civil & Mechanical Engineering, 2014, 14(4): 586-594.
[10] 肖貴堅, 黃云, 伊浩. 面向型面精度一致性的整體葉盤砂帶磨削新方法及實驗研究[J]. 航空學報, 2016, 37(5): 1666-1676.
XIAO G J,HUANG Y, YI H. Experimental research of new belt grinding method for consistency of blisk profile and surface precision[J]. Acta Aeronautica et Astronautica Sinica, 2016, 37(5): 1666-1676 (in Chinese).
[11] SINGH S, RAJ A S A, SANKAR M R, et al. Finishing force analysis and simulation of nanosurface roughness in abrasive flow finishing process using medium rheological properties[J]. The International Journal of Advanced Manufacturing Technology, 2016, 85(9): 2163-2178.
[12] KAVITHAA T S, BALASHANMUGAM N. Nanometric surface finishing of typical industrial components by abrasive flow finishing[J]. The International Journal of Advanced Manufacturing Technology, 2016, 85(9): 1-8.
[13] 計時鳴, 李琛, 譚大鵬, 等. 基于Preston方程的軟性磨粒流加工特性[J]. 機械工程學報, 2011, 47(17): 156-163.
JI S M, LI C, TAN D P, et al. Study on machinability of softness abrasive flow based on preston equation[J]. Journal of Mechanical Engineering, 2011, 47(17): 156-163 (in Chinese).
[14] 李俊燁, 許穎, 楊立峰, 等. 非直線管零件的磨粒流加工實驗研究[J]. 中國機械工程, 2014, 25(13): 1729-1734.
LI J Y, XU Y, YANG L F, et al. Research on abrasive flow machining experiments of non-linear tubes[J]. China Mechanical Engineering, 2014, 25(13): 1729-1734 (in Chinese).
[15] FU Y Z, WANG X P, GAO H, et al. Blade surface uniformity of blisk finished by abrasive flow machining[J]. The International Journal of Advanced Manufacturing Technology, 2016, 84(5): 1725-1735.
[16] 高航, 吳鳴宇, 付有志, 等. 流體磨粒光整加工理論與技術的發展[J]. 機械工程學報, 2015, 51(7): 174-187.
GAO H, WU M Y, FU Y Z, et al. Development of theory and technology in fluid abrasive finishing technology[J]. Journal of Mechanical Engineering, 2015, 51(7): 174-187 (in Chinese).
[17] WILLIAMS R E, MELTON V L. Abrasive flow finishing of stereolithography prototypes[J]. Rapid Prototyping Journal, 1998, 4(2): 56-67.
[18] UHLMANN E, SCHMIEDEL C, WENDLER J. CFD simulation of the abrasive flow machining process[J]. Procedia CIRP, 2015, 31: 209-214.
[19] BERGMANN C, SCHMIEDEL A, UHLMANN E. Postprocessing of selective laser melting components using abrasive flow machining and cleaning[C]//International Additive Manufacturing Symposium, 2013.
[20] ATZENI E, BARLETTA M, CALIGNANO F, et al. Abrasive fluidized bed (AFB) finishing of AlSi10Mg substrates manufactured by direct metal laser sintering (DMLS)[J]. Additive Manufacturing, 2016, 10: 15-23.
[21] FURUMOTO T, UEDA T, AMINO T, et al. Finishing performance of cooling channel with face protuberance inside the molding die[J]. Journal of Materials Processing Technology, 2012, 212(10): 2154-2160.
[22] FURUMOTO T, UEDA T, AMINO T, et al. A study of internal face finishing of the cooling channel in injection mold with free abrasive grains[J]. Journal of Materials Processing Technology, 2011, 211(11): 1742-1748.
[23] TANNER R I. Engineering rheology[M]. Oxford: Oxford University Press, 2000.
Abrasiveflowmachiningofadditivelymanufacturedmetalgrillingparts
GAOHang*,LIShichong,FUYouzhi,WEIHaibo,PENGCan,WANGXuanping
KeyLaboratoryforPrecisionandNon-traditionalMachiningTechnologyofMinistryofEducation,DalianUniversityofTechnology,Dalian116024,China
AdditiveManufacturing(AM)technologyisobviouslyadvantageousinproducingpartswithcomplexstructures.However,itisdifficultfortheas-builtsurfacesofAMpartstomeetthequalityrequirement,astheas-builtsurfacesaredeterioratedbytheinherentcharacteristicsofpowderadhesionandballingeffectofmetalAMtechnologies,e.g.SelectiveLaserMelting(SLM).TheAbrasiveFlowMachining(AFM)isusedtopolishtheouterandinnersurfacesofadditivelymanufacturedaluminumgrilleparts,withtheabrasivemediacontaininggritsofdifferentsizes.Thevariationsofsurfacetopology,materialremovalandsurfaceroughnessofthegrilleareconsideredbyanalysesofmeasurementsofmicro-topologyandprofilesduringtheAFMprocess.Theexperimentresultsshowthatclusteringofmoltenmetalballsduetotheballingeffectcanberemovedeffectivelyfromthegrillesurface,andthesurfaceroughnessisreducedfromtheinitial14μmtothefinal1.8μm,withprettygoodpolishingeffectbeingachievedfortheouterandinnersurfacesofthegrille.
AdditiveManufacturing(AM);ballingeffect;powderadhesion;aluminumalloygrille;abrasiveflowmachining;abrasivemachining
2017-03-02;Revised2017-03-13;Accepted2017-04-05;Publishedonline2017-04-271115
URL:http://hkxb.buaa.edu.cn/CN/html/20171022.html
s:ScienceFundforCreativeResearchGroupsofNSFC(51621064);NationalNaturalScienceFoundationofChina(51475074);TheFundamentalResearchFundsfortheCentralUniversities(DUT15QY37);JointPre-researchFundoftheGeneralArmamentsDepartmentandMOE(6141A02022106)
.E-mailgaohang@dlut.edu.cn
http://hkxb.buaa.edu.cnhkxb@buaa.edu.cn
10.7527/S1000-6893.2017.421210
V261.2+5
A
1000-6893(2017)10-421210-09
2017-03-02;退修日期2017-03-13;錄用日期2017-04-05;< class="emphasis_bold">網絡出版時間
時間:2017-04-271115
http://hkxb.buaa.edu.cn/CN/html/20171022.html
國家自然科學基金創新群體“精密制造理論與技術基礎研究”(51621064); 國家自然科學基金面上項目(51475074); 中央高校基本科研業務費專項資金(DUT15QY37);裝備預研教育部聯合基金(6141A02022106)
*
.E-mailgaohang@dlut.edu.cn
高航, 李世寵, 付有志, 等. 金屬增材制造格柵零件磨粒流拋光J. 航空學報,2017,38(10):421210.GAOH,LISC,FUYZ,etal.AbrasiveflowmachiningofadditivelymanufacturedmetalgrillingpartsJ.ActaAeronauticaetAstronauticaSinica,2017,38(10):421210.
(責任編輯:李世秋)