線能量對TRIP鋼激光焊接接頭顯微組織及力學性能的影響
2017-11-01 14:34:18劉仁東
上海金屬 2017年5期
王 濤 張 梅 劉仁東 姜 滬 史 文 李 麟
(1.上海大學材料科學與工程學院,上海 200072;2.鞍鋼集團技術中心,鞍山 114001)
線能量對TRIP鋼激光焊接接頭顯微組織及力學性能的影響
王 濤1張 梅1劉仁東2姜 滬1史 文1李 麟1
(1.上海大學材料科學與工程學院,上海 200072;2.鞍鋼集團技術中心,鞍山 114001)
使用光纖激光對碳質量分數為0.28%,碳當量為0.7的TRIP鋼進行焊接。通過對激光焊接接頭顯微硬度、拉伸性能及顯微組織進行測試和表征,研究了線能量對TRIP鋼焊接接頭顯微組織和力學性能的影響。結果表明,線能量在43.75 J/mm至30.55 J/mm之間進行變化對焊縫的平均顯微硬度影響不明顯;焊接樣品抗拉強度與母材強度接近,隨著線能量的降低,焊接樣品塑性損失逐漸降低;激光焊接形成的焊縫由板條馬氏體及下貝氏體組成,焊縫的顯微組織形貌及組成相類型隨線能量的變化未發生顯著改變;線能量可影響熱影響區的溫度梯度,使熱影響區顯微組織的空間分布發生改變。
激光焊接 TRIP鋼 線能量 焊接接頭 顯微組織 力學性能
相變誘發塑性(transformation induced plasticity)鋼因具有良好的強度和塑性匹配及優異的成形性能受到汽車工業的廣泛關注。由于焊接性能是決定TRIP鋼工業化應用的關鍵因素,而且激光焊接技術在汽車制造中的使用比例逐步提升,因此諸多學者開展了對TRIP鋼激光焊接性能的研究。然而,在現有的文獻[1- 6]報道中,對TRIP鋼激光焊接性能研究較多使用的是碳質量分數低于0.2%,強度級別大多低于800 MPa的TRIP鋼,而針對較高強度級別TRIP鋼的焊接性能研究較少。因此,本文研究了線能量對TRIP鋼激光焊接接頭顯微組織及力學性能的影響,評估了碳質量分數為0.28%、碳當量為0.7的1 000 MPa級TRIP鋼激光焊接的可焊性,以期為較高強度級別TRIP鋼的激光焊接性能研究提供一定參考。
1 試驗材料及方法
試驗材料為鞍鋼提供的1.5 mm厚1 000 MPa級成品TRIP鋼板,具體化學成分如表1所示。碳當量計算參考式(1)[7]。
CE=%C+%Mn/6+(%Cr+%V)/5+
%Si/15
(1)
激光焊接試樣尺寸為90 mm×80 mm,采用對接形式進行焊接,焊接方向與軋制方向垂直。使用IPG- YLS6000型光纖激光器以連續激光模式進行焊接試驗,焊接工藝如表2所示,按照線能量由高到低進行排序:B>A>C>D。
焊接試驗結束后,樣品經機械拋光后用4%的硝酸酒精溶液腐蝕,然后用VHX- 600超景深光學顯微鏡(OM)觀察焊接接頭截面的宏觀形貌,再使用Appollo 300場發射掃描電子顯微鏡(FG- SEM)觀察焊接接頭的顯微組織(焊縫及熱影響區),最后使用JEOL JEM- 2010F場發射透射電子顯微鏡(TEM)進行顯微組織的觀察和表征。
采用MH- 3維氏硬度計測量焊接接頭的顯微硬度,設定試驗力為0.2 kg,時間為15 s。測試位置為板厚的1/2處,測試區域跨越母材、熱影響區及焊縫,測試點間距為100 μm。
焊接接頭拉伸試樣尺寸依據GB/T 228—2010制備,平行標距端的長度和寬度分別為50和12.5 mm。拉伸試驗在微機控制電子萬能試驗機CMT 5105上進行,拉伸方向垂直于焊縫,夾頭運動速度為3 mm/min。

表1 試驗用TRIP鋼的化學成分及碳當量(質量分數)Table 1 Chemical composition and carbon equivalent of tested TRIP steel (mass fraction) %

表2 激光焊接工藝參數及對應的線能量Table 2 Laser welding parameters and the corresponding heat input per unit length
2 試驗結果與分析
2.1 線能量對焊接接頭宏觀形貌的影響
圖1為不同線能量激光焊接工藝形成的TRIP鋼焊接接頭的截面宏觀形貌。焊接接頭內部均未出現縮孔、凝固裂紋等明顯的焊接缺陷。工藝A、B和C的焊縫呈沙漏形,工藝D的焊縫雖然完全焊透,但焊縫形狀接近釘頭形。由焊縫形態可判斷出所有焊接工藝均能實現小孔焊接模式,但形成的小孔類型有所不同。其中,工藝A、B和C的線能量和激光功率的匹配足以形成穿透性小孔;而工藝D的激光功率雖然最高,但其焊接速度的顯著提升導致了線能量的降低,使得激光形成的小孔未能穿透整個焊縫,因此在焊縫底部可能發生了熱導焊模式的熔化過程。
對圖1中激光焊接接頭的焊縫和熱影響區的平均寬度進行測量,并對應線能量由高到低的焊接工藝進行排序,如圖2所示。由圖可知,焊縫和熱影響區的平均寬度隨著線能量的降低出現了不同程度的下降。其原因為降低線能量可提升焊接接頭冷卻速率,增加熱影響區的溫度梯度,從而使熱影響區寬度逐漸縮小[8]。此外,對比工藝A和工藝C所形成的熱影響區寬度可知,在線能量相近的條件下,焊接速度的提升會進一步加快焊接接頭的冷卻,從而使熱影響區變得更窄。
2.2 激光焊接接頭的顯微組織形貌
圖3為工藝D形成的激光焊接接頭的顯微組織形貌。其中圖3(a)為焊縫的顯微組織形貌,由圖可知,焊縫主要由板條馬氏體組成,由于熔池在凝固過程中可形成粗大樹枝晶形態的奧氏體晶粒, 因此焊縫內的馬氏體板條束尺寸較大。
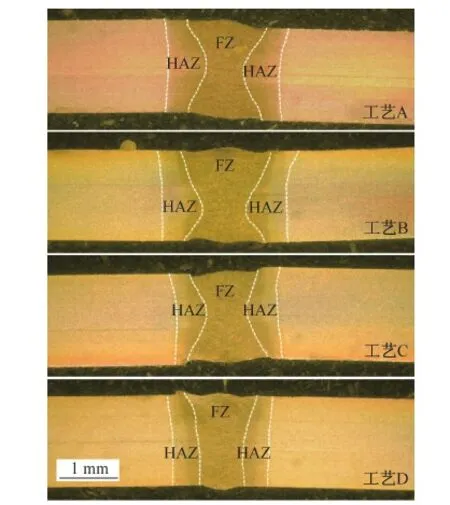
圖1 不同線能量激光焊接工藝形成的TRIP鋼焊接接頭形狀Fig.1 Overviews of the laser welded joint cross sections formed by laser welding process with different heat inputs per unit length
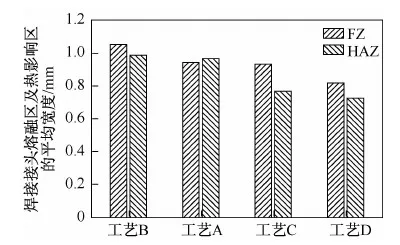
圖2 焊接接頭焊縫和熱影響區的平均寬度Fig.2 Average widths of FZs and HAZs of welded joint
圖3(b)所示為鄰近焊縫的熱影響區的顯微組織形貌,與焊縫形貌非常相似,該區域在峰值溫度略低于熔點的熱循環過程中完成重新奧氏體化后,奧氏體晶粒發生顯著粗化,在冷卻過程中形成了大量的板條馬氏體。圖3(c)所示的熱影響區已完成了重新奧氏體化,由于熱循環峰值溫度沒有明顯高于晶粒粗化溫度,因此形成了細小的奧氏體晶粒, 而馬氏體的板條束尺寸也因奧氏體的晶粒尺寸而受到限制。圖3(d)中少量殘留的鐵素體晶粒表明該區域所經歷的熱循環峰值溫度介于奧氏體化開始溫度(Ac1溫度)與奧氏體化完成溫度(Ac3溫度)之間,并且接近Ac3溫度;由該區域的組織形貌特征可知,TRIP鋼組織中的多邊形鐵素體晶粒在奧氏體化過程中逐漸被新形成的奧氏體晶粒所吞噬,而未轉變的鐵素體晶粒最終殘留在新形成奧氏體晶粒相變得到的馬氏體島之間。圖3(e)中的熱影響區呈現出明顯的兩相組織(鐵素體和馬氏體)形貌,由顯微組織中大量的鐵素體晶粒可以判斷該區域發生重新奧氏體化的程度較低,而該區域所經歷的熱循環溫度接近Ac1溫度。進一步遠離焊縫邊界的熱影響區顯示出了明顯的回火組織特征(見圖3(f)),馬氏體/奧氏體島附近出現了少量碳化物(如圖3(f)插圖中箭頭所示),因此可以確定該區域所經歷的熱循環峰值溫度低于Ac1溫度,母材中的亞穩相在熱循環過程中發生了回火分解,導致碳化物的析出。
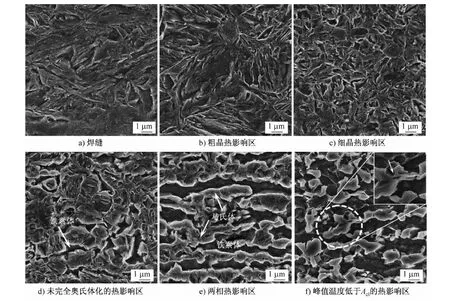
圖3 工藝D形成的激光焊接接頭熱影響區顯微組織的SEM照片Fig.3 SEM photos of the microstructures of the heat affected zone of the laser welded joints obtained at the laser power of 5.5 kW and the welding speed of 10.8 m/min
由以上觀察可知,TRIP鋼激光焊接接頭熱影響區按照顯微組織的轉變特征可大致分為兩個主要區域,即熱循環峰值溫度低于Ac1、發生回火轉變的區域和熱循環峰值溫度高于Ac1、發生重新奧氏體化并且冷卻過程中發生馬氏體相變的區域。
此外,由圖1和圖2可知,線能量變化會引起熱影響區寬度的改變,而熱影響區寬度由溫度場的溫度梯度決定,同時溫度梯度又決定了熱影響區顯微組織的分布情況。因此,線能量對熱影響區的影響主要表現為對溫度場溫度梯度的影響,從而造成熱影響區內顯微組織的空間分布發生改變。例如,線能量的增加會使溫度場的溫度梯度減小,造成熱影響區寬度的增加。同時,與較低線能量形成的熱影響區相比,在與焊縫邊界距離相等的位置,高線能量所形成的熱影響區的顯微組織所經歷的熱循環峰值溫度要更高。
2.3 焊縫的顯微組織
為了進一步觀察焊縫的顯微組織特征,制備了TRIP鋼激光焊縫的金屬薄膜樣品并使用TEM進行表征,如圖4所示。不同線能量焊接工藝形成的焊縫組織主要由板條馬氏體組成。此外,在焊縫內還發生了下貝氏體轉變,所形成的下貝氏體板條比馬氏體板條寬,板條內部分布有與板條生長方向夾角接近60°并且平行排列的條狀碳化物。在焊縫的顯微組織中還發現有球狀碳化物(如圖4(d)中箭頭所示),其直徑大致為100~200 nm,對選區衍射斑點進行標定可確認該碳化物為Fe3C滲碳體。球狀滲碳體的形成可能源于焊縫凝固過程中在樹枝晶晶間或晶界位置發生的離異共晶反應[9]。另外,在焊縫還觀察到有孿晶馬氏體形成,由形態可知,孿晶馬氏體中的碳含量較高[10]。由于孿晶馬氏體大多出現在靠近亞結構邊界或晶界位置,因此判斷其形成可能與凝固過程中C、Mn元素在樹枝晶枝晶臂間隙及晶界位置的顯微偏析有關[11]。由焊縫與其鄰近的熱影響區顯微組織的相似性可做出判斷:鄰近焊縫的熱影響區同樣由板條馬氏體和下貝氏體組成。
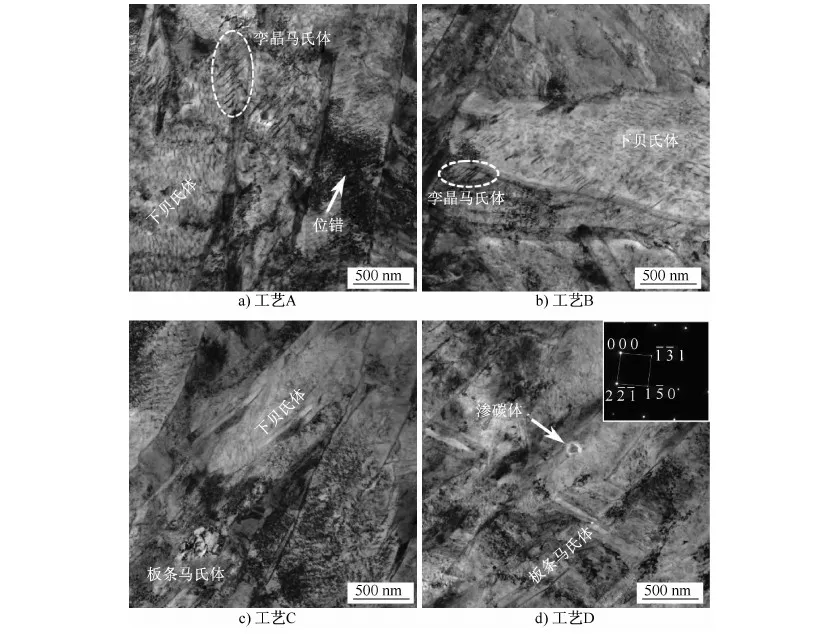
圖4 不同線能量激光焊縫所形成的典型顯微組織的TEM照片Fig.4 TEM photos of the typical microstructures of FZs obtained by laser welding process with different heat inputs per unit length
2.4 線能量對焊接接頭力學性能的影響
TRIP鋼激光焊接接頭的顯微硬度分布如圖5所示。焊接接頭沒有出現明顯的熱影響區軟化現象。焊縫是整個焊接接頭硬度最高的區域,對應于工藝A、B、C、D的焊縫平均硬度分別為538、528、531和526 HV。由此可見,盡管線能量的變化可影響焊接接頭的溫度場梯度和冷卻速度,但焊接工藝冷卻能力的差異還不足以引起焊縫組成相的類型及相比例的顯著改變,而線能量在43.75 J/mm至30.55 J/mm之間變化對焊縫的平均顯微硬度沒有明顯影響。
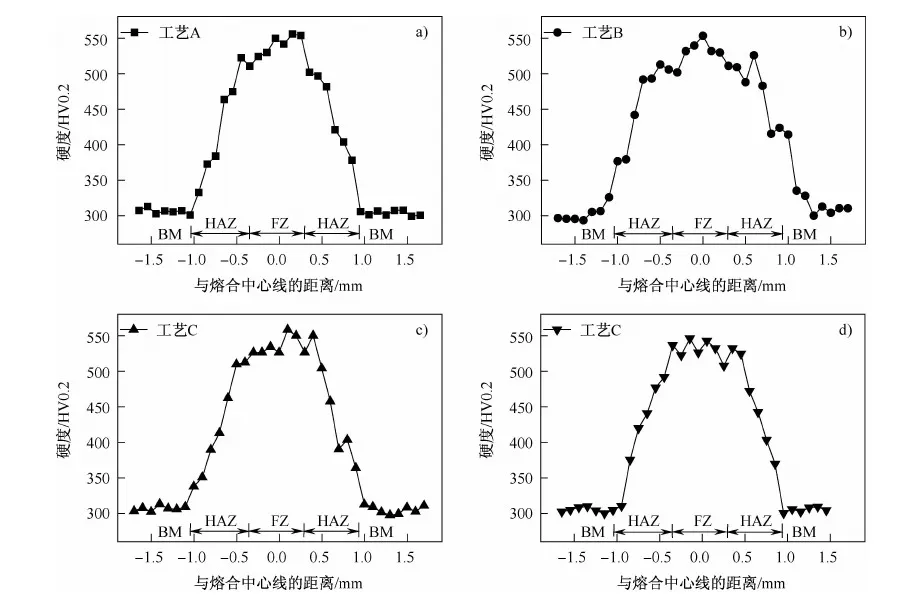
圖5 不同線能量激光焊接形成的TRIP鋼焊接接頭的顯微硬度分布Fig.5 Micro- hardness profiles throughout the whole welded joints produced by laser welding process with different heat inputs per unit length
圖6為TRIP鋼激光焊接樣品垂直于焊縫拉伸的工程應力- 工程應變曲線,并以TRIP鋼母材沿軋制方向進行拉伸獲得的力學性能數據作為參考。TRIP鋼母材有著良好的強度和塑性匹配,抗拉強度可達1 023 MPa,斷后伸長率可達24.6%。激光焊接樣品的斷裂均發生在母材區域,并且抗拉強度與母材樣品相近,表明所采用的焊接工藝能夠形成較高強度的激光焊接接頭,并且垂直于焊縫拉伸可獲得良好的力學性能。
激光焊接樣品垂直于焊縫拉伸的斷后伸長率與母材樣品相比小幅降低,其原因可歸結為焊接接頭即熱影響區與焊縫的形成。在拉伸試驗中,主要由板條馬氏體組成的焊縫幾乎不參與焊接樣品的變形。而熱影響區由于鄰近焊縫的區域形成了大量的硬質相,因此塑性要低于母材,由此判斷焊縫和熱影響區的寬度與焊接樣品的塑性損失有關。隨著線能量的增加,焊縫和熱影響區逐漸變寬,從而導致了激光焊接樣品斷后伸長率的小幅遞減。
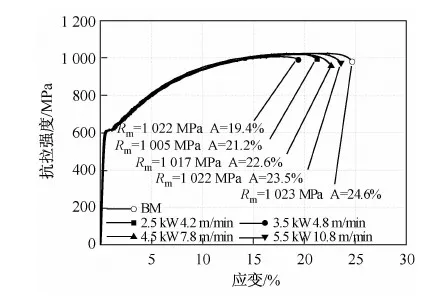
圖6 母材和激光焊接樣品的工程應力- 工程應變曲線Fig.6 Engineering stress- strain curves of the base metal and laser welded samples
3 結論
(1)TRIP鋼激光焊縫由板條馬氏體及下貝氏體組成,線能量變化對焊縫的顯微組織形貌及組成相的類型沒有顯著影響。
(2)線能量對熱影響區的影響主要表現在改變了熱影響區的溫度梯度,從而導致熱影響區顯微組織的空間分布發生變化。
(3)焊縫是TRIP鋼激光焊接接頭硬度最高的區域,而線能量的變化對焊縫平均顯微硬度沒有明顯影響。垂直于焊縫方向拉伸時,焊接樣品均斷裂在母材位置,抗拉強度與母材強度大致相等,塑性隨著線能量的增加呈現小幅降低的趨勢。
[1] HAN T K, PARK S S, KIM K H, et al. CO2Laser welding characteristics of 800 MPa class TRIP steel [J]. ISIJ International, 2005, 45(1): 60- 65.
[2] XIA M S, TIAN Z L, ZHAO L, et al. Fusion zone microstructure evolution of Al- alloyed TRIP steel in diode laser welding [J]. Materials Transactions,2008, 49(4): 746- 753.
[3] ZHAO L, WIBOWO M K, HERMANS M J M, et al. Retention of austenite in the welded microstructure of a 0.16C- 1.6Mn- 1.5Si (wt%) TRIP steel [J]. Journal of Materials Processing Technology,2009, 209(12/13): 5286- 5292.
[4] REISGEN U, SCHLESER M, MOKROV O, et al. Numerical and experimental investigation of tensile behavior of laser beam welded TRIP700 steel [J]. ISIJ International,2011, 51(3): 429- 434.
[5] SHARMA R S, MOLIAN P. Weldability of advanced high strength steels using an Yb: YAG disk laser [J]. Journal of Materials Processing Technology,2011, 211(11): 1888- 1897.
[6] ROSSINI M, SPENA P R, CORTESE L, et al. Investigation on dissimilar laser welding of advanced high strength steel sheets for the automotive industry [J]. Materials Transactions Engineering A, 2015, 628: 288- 296.
[7] CIESLAK M J. Cracking Phenomena Associated With Welding: ASM Handbook- Volume 6Welding Brazing and Soldering [M]. 10th ed.Ohio: ASM International, Materials Park, 1993.
[8] VIANO D M, AHMED N U, SCHUMANN G O. Influence of heat input and travel speed on microstructure and mechanical properties of double tandem submerged arc high strength low alloy steel weldments [J]. Science & Technology of Welding & Joining, 2000, 5(1): 26- 34.
[9] SAHA D C, CHANG I S, PARK Y D. Heat- affected zone liquation crack on resistance spot welded TWIP steels [J]. Materials Characterization,2014, 93(7): 40- 51.
[10] 徐祖耀. 馬氏體相變與馬氏體[M]. 北京: 科學出版社, 1999.
[11] XU Z M, LIANG G F, GUAN Q F, et al. TiC as heterogeneous nuclei of the (Fe,Mn)3C and austenite intergrowth eutectic in austenite steel matrix wear resistant composite [J]. Materials Research Bulletin, 2004, 39(3): 457- 463.
收修改稿日期:2016- 12- 12
EffectofHeatInputPerUnitLengthonMicrostructureandMechanicalPropertiesofLaserWeldedJointsofTRIPSteel
Wang Tao1Zhang Mei1Liu Rendong2Jiang Hu1Shi Wen1Li Lin1
(1.School of Materials Science and Engineering,Shanghai University,Shanghai 200072,China;2.Angang Technology Center,Anshan Liaoning114001,China)
The TRIP steel with 0.28% carbon (by mass) and 0.7 carbon equivalent was welded by fiber laser. The effect of heat input per unit length on microstructure and mechanical properties of welded joints were investigated through testing and characterization of micro- hardness, tensile properties and microstructure of laser welded joints. The results showed that with the decrease of heat input per unit length from 43.75 J/mm to 30.55 J/mm, the hardness of the fusion zone (FZ) was nearly unvaried, the tensile strength of the welded samples was close to the strength of base metal, and the loss of ductility decreased gradually.The microstructure of FZ was mainly composed of lath martensite and lower bainite, which varied little with the heat input per unit length. The spatial distribution of HAZ microstructure could be influenced by the heat input per unit length due to the significant temperature gradient over the narrow HAZ.
laser welding,TRIP steel,heat input per unit length, welded joint,microstructure,mechanical property
國家重點基礎研究發展計劃項目(2010CB630802)
王濤,男,博士生,主要從事高強度汽車用鋼的激光焊接及點焊性能研究,Email:wt_9710@163.com
猜你喜歡
中學生數理化·八年級物理人教版(2022年3期)2022-03-16 05:55:08
建材發展導向(2021年6期)2021-06-09 05:57:08
當代陜西(2021年2期)2021-03-29 07:41:24
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
制造業自動化(2017年2期)2017-03-20 14:26:13
中國塑料(2016年3期)2016-06-15 20:30:00
銅業工程(2015年4期)2015-12-29 02:48:39
設備管理與維修(2015年12期)2015-04-09 06:57:24