汽車用冷軋板表面條狀色差成因分析
2017-11-01 14:34:14張金玲薛韶軍戴立剛
上海金屬 2017年5期
鄭 鄖 張金玲 薛韶軍 章 恒 戴立剛
(1.國家再制造汽車零部件產品質量監督檢驗中心(籌),江蘇張家港 215600;2.張家港清研再制造產業研究院,江蘇張家港 215600;3.張家港清研首創再制造科技有限公司,江蘇張家港 215600)
汽車用冷軋板表面條狀色差成因分析
鄭 鄖1,2,3張金玲1,3薛韶軍1,3章 恒1,3戴立剛1,2,3
(1.國家再制造汽車零部件產品質量監督檢驗中心(籌),江蘇張家港 215600;2.張家港清研再制造產業研究院,江蘇張家港 215600;3.張家港清研首創再制造科技有限公司,江蘇張家港 215600)
采用掃描電鏡(SEM)、能譜儀(EDS)及激光共聚焦顯微鏡(LSCM)等測試手段對汽車用冷軋板表面色差形貌及成因進行了分析。結果表明,色差缺陷呈縱向黑白條紋相間分布,黑條區域較白條區域粗糙;冷軋末機架軋制油鋪展不均勻,導致軋輥對帶鋼的轉印率不均勻,是縱向色差缺陷產生的主要原因;通過降低軋制油顆粒度、減小軋制油顆粒接觸角,提高軋制油顆粒均勻性及軋制油潔凈度,冷軋汽車板縱向色差問題得到了有效解決。
冷軋汽車板 色差 粗糙度 軋制油
汽車用冷軋板表面質量缺陷嚴重影響產品的美觀,用戶對汽車板的表面質量有極高的要求,許多客戶對高級別汽車板的表面質量要求為零缺陷。某廠汽車用冷軋板表面缺陷主要有起筋、夾雜、翹皮、麻點、密皺紋、色差等,尤以色差最為嚴重。國內專家學者對冷軋板色差問題的研究較多。許斌等[1]認為,鋼板表面存在欠酸洗、表面粗糙度不均等缺陷,冷軋時產生局部粘著磨損現象,宏觀上表現為色差缺陷;陳維晉等[2]認為,是軋機熱劃傷導致冷軋表面色差缺陷;劉曉程等[3]認為,是結晶器彎月面處銅板裂紋造成冷軋表面色差缺陷;郭曉波等[4]認為,熱軋來料原始粗糙度、冷軋輥粗糙度、冷軋軋制速度是影響縱向條紋缺陷(色差)的主要因素。
本文采用掃描電鏡、能譜儀及激光共聚焦顯微鏡等測試手段對汽車用冷軋板表面縱向條狀色差缺陷進行了分析,并結合冷軋板的全流程生產工藝,討論了色差缺陷產生的原因,以期為冷軋板表面質量的改進提供依據。
1 試驗材料和方法
試驗材料為DC03冷軋板,其化學成分如表1所示。DC03冷軋板的生產工藝流程為:熱軋原料- 5機架酸連軋- 電解清洗- 連續退火- 平整- 重卷。在冷軋板上截取存在色差缺陷的試樣,經超聲波清洗后吹干。利用掃描電鏡和激光共聚焦顯微鏡對缺陷的微觀形貌進行分析。

表1 DC03鋼的化學成分(質量分數)Table 1 Chemical composition of the DC03 steel(mass fraction) %
2 試驗結果
2.1 宏觀形貌
試驗冷軋板色差缺陷的宏觀形貌如圖1所示,可見冷軋板表面呈黑色和白色條紋相間分布,一般通卷連續性存在,且頭尾色差較重,中間色差較輕,帶鋼經平整后色差變輕微。
2.2 微觀形貌
色差缺陷的微觀形貌如圖2所示,可見黑色條紋區域表面凹凸不平,坑的深度明顯高于白色條紋區域。EDS能譜分析顯示,白色及黑色條紋區域均無氧化鐵等異物。
采用激光共聚焦顯微鏡觀察到的色差缺陷形貌如圖3所示。粗糙度分析結果表明,黑條區域粗糙度Rα為2.4 μm,白條區域粗糙度Rα為1.7 μm。
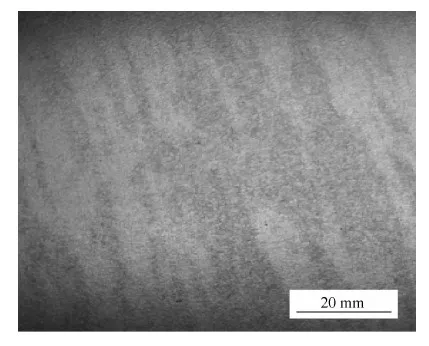
圖1 試驗冷軋板色差缺陷的宏觀形貌Fig.1 Macrograph of chromatism on the tested cold- rolled sheet

圖2 試驗冷軋板色差缺陷的微觀形貌 Fig.2 Micrographs of chromatism on the tested cold- rolled sheet

圖3 試驗冷軋板色差缺陷的共聚焦形貌及粗糙度Fig.3 LSCM images and surface roughness of the tested cold- rolled sheet
3 汽車用冷軋板色差缺陷形成原因
3.1 酸軋快停試驗
熱軋原料表面存在條狀氧化鐵皮缺陷時(見圖4(a)),酸洗后表面存在粗糙度不均勻現象(見圖4(b)),宏觀上形成灰黑條狀色差。選取帶有條狀氧化鐵皮缺陷的熱軋原料,研究熱軋原料粗糙度對冷軋色差形成的影響。1~4號軋輥采用0.4~0.6 μm的光輥,5號軋輥采用粗糙度為3.0 μm的毛輥,軋制過程中快速停止,用手持式粗糙度儀測量各機架間帶鋼表面粗糙度,并觀察各機架間冷軋板的色差。表2列出了試驗冷軋板在各機架間的粗糙度及色差。
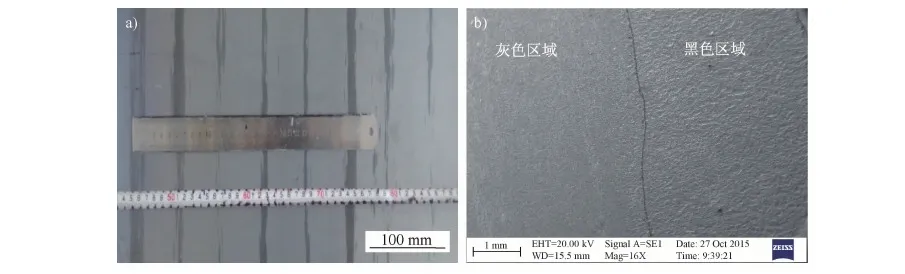
圖4 熱軋原料表面條狀氧化鐵皮的(a)宏觀形貌及(b)酸洗后的微觀形貌Fig.4 (a) Macrograph of striped oxide scale on the surface of hot- rolled sheet and (b) micrograph after pickling

表2 試驗冷軋板在各機架間的粗糙度及色差Table 2 Roughness and chromatism of the tested cold- rolled sheet steel between different hot strip mills
試驗得出:熱軋原料的黑白條狀色差缺陷在2號機架軋制后消除,說明冷軋可以在一定程度上消除來料表面的粗糙度不均問題。2~5號機架間皆沒有明顯色差缺陷,軋機出口出現色差缺陷,說明色差缺陷產生于5號機架,觀察其表面情況,未發現明顯條帶狀缺陷。
3.2 酸軋減速試驗
關于軋制速度對色差的影響,有研究[1]認為,冷軋速度高,有助于軋輥抓取乳化液以建立油膜厚度。但過快的軋制速度會造成乳化液在輥面分布不均,使變形區的油膜厚度不一致。油膜厚的地方導致軋輥對帶鋼表面的轉印效果差,油膜薄的地方轉印效果好。轉印效果不均勻導致縱向色差缺陷的形成。
研究了軋制速度對色差缺陷的影響。軋制速度設置如圖5所示,觀察不同軋制速度下的色差情況。試驗結果表明,帶鋼升降速時,色差較重;帶鋼勻速軋制時,色差較輕微。其原因為,帶鋼加速及減速時,軋制油壓力及流量調節緩慢,導致其在軋輥表面分布不均勻。
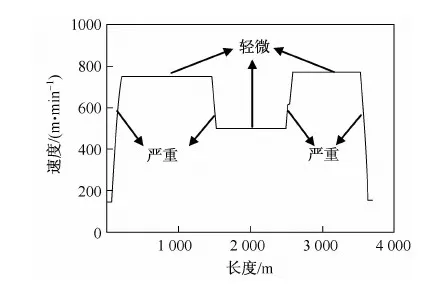
圖5 軋制速度設置Fig.5 Setting of rolling speed
3.3 末機架光輥和毛輥軋制試驗
末機架分別采用光輥和毛輥軋制,研究了軋輥粗糙度對色差的影響。光輥粗糙度為0.4 μm,毛輥粗糙度為3.0 μm。試驗結果表明,光輥軋制產生的色差缺陷較毛輥軋制嚴重。其原因主要為:毛輥對帶鋼表面的轉印效果要好于光輥,毛輥能夠有效降低帶鋼表面粗糙度差異,如表3所示,光輥黑白條紋間粗糙度的差異明顯大于毛輥的。帶鋼表面粗糙度大小不會造成色差缺陷,區域性粗糙度差異才會在宏觀上表現為色差缺陷,粗糙度差異越大,色差越明顯。
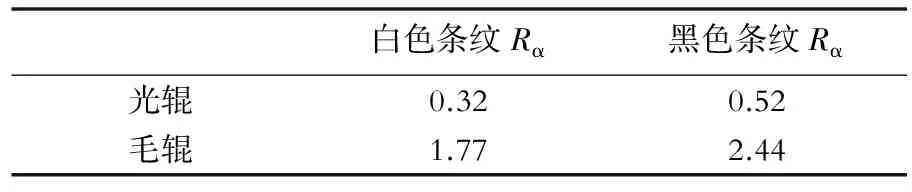
表3 末機架光輥和毛輥軋制表面粗糙度對比Table 3 Comparison of the surface roughnesses after bright and textured final strand rolling μm
3.4 色差卷平整試驗
將帶有色差缺陷的鋼卷進行平整,平整輥粗糙度為2.6 μm,平整伸長率為1.5%。觀察平整前后色差缺陷。試驗結果表明,平整后帶鋼表面仍存在色差,但是色差變輕微。平整前、后帶鋼表面共聚焦粗糙度分析結果如表4所示,可見平整輥對帶鋼表面的轉印使得平整后帶鋼表面的粗糙度增大,且黑白條紋間粗糙度差異減小,宏觀上表現為色差變輕微。
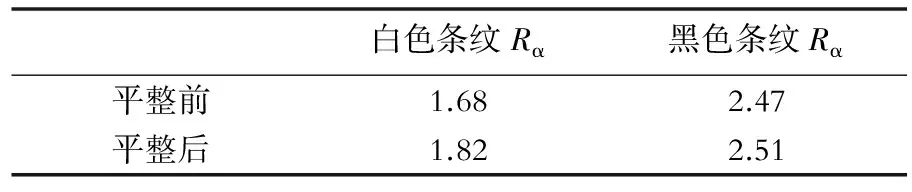
表4 平整前、后表面粗糙度對比Table 4 Comparison of the surface roughnesses after pre and post strip skin pass μm
3.5 試驗總結
上述試驗結果表明,熱軋原料表面存在粗糙度差異時,通過冷軋可適當緩解甚至消除;提高末機架軋輥粗糙度、對帶鋼進行毛輥平整等對色差有一定的緩解作用,但不是本類色差產生的根本原因。本類色差產生于末機架,末機架軋輥未發現條狀缺陷,升速及降速軋制時色差較勻速軋制嚴重。綜合以上分析得出,該類缺陷產生原因為末機架油膜鋪展不均勻,導致軋輥對帶鋼的轉印率不均勻,造成板面存在區域性粗糙度差異,宏觀上表現為色差缺陷。
4 色差缺陷改進試驗
現場試驗發現,末機架油膜鋪展不均勻是導致色差產生的主要原因。而影響末機架油膜鋪展均勻性的因素有:(1)軋制油潤滑性能;(2)軋制油顆粒均勻性;(3)軋制油穩定性;(4)軋制油油膜鋪展性能;(5)軋制油潔凈度。
要提高油膜鋪展均勻性,就需要針對上述影響因素進行改進。改進方案如表5所示。
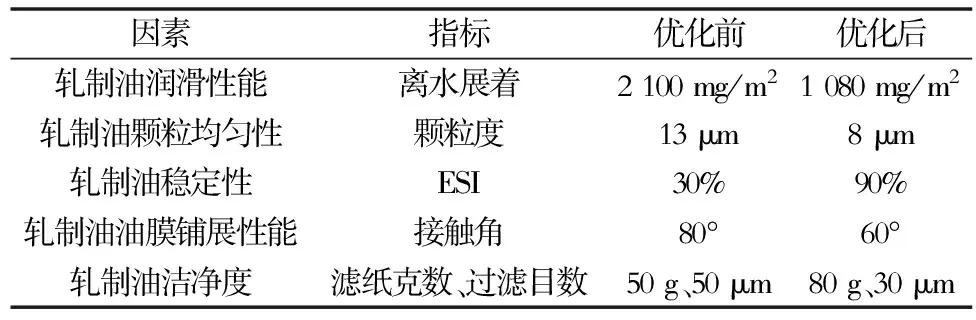
表5 改進方案Table 5 Improved scheme
圖6為優化前、后冷軋汽車板表面狀況,可見,通過提高末機架軋制油油膜鋪展的均勻性,色差問題得到了有效解決。
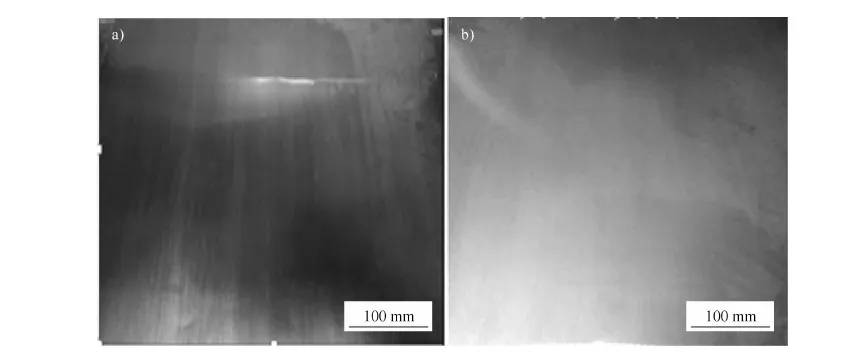
圖6 優化前(a)、后(b)試驗冷軋板的表面狀況Fig.6 Surface conditions of the tested cold- rolled sheet steel before(a) and after(b) optimization
5 結論
(1)汽車用冷軋板表面色差缺陷呈縱向黑白條紋相間分布,黑條區域較白條區域粗糙;帶鋼表面粗糙度大或小不會造成色差缺陷,區域性粗糙度差異才會在宏觀上表現為色差缺陷,粗糙度差異越大,色差越明顯。
(2)帶鋼升降速軋制時,色差比勻速軋制明顯;末機架光輥軋制產生的色差缺陷較毛輥軋制嚴重;經平整后帶鋼的色差變輕微。
(3)冷軋在一定程度上可消除熱軋來料表面的粗糙度不均勻問題。
(4)冷軋末機架帶鋼表面附著的軋制油顆粒度不均勻及油膜分布不均勻,導致軋輥對帶鋼的轉印率不均勻,是色差產生的主要原因。
(5)通過降低軋制油顆粒度、減小軋制油顆粒接觸角,提高軋制油顆粒均勻性及軋制油潔凈度,汽車用冷軋板的色差問題得到了有效解決。
[1] 許斌,谷鳳龍.汽車用冷軋板表面色差缺陷的研究[C]//2010年全國冷軋板帶生產技術交流會論文集(上).青島:中國金屬學會,2010:204- 209.
[2] 陳維晉,何小麗,張曉宇.軋硬板表面色差及凹坑缺陷的成因分析[J].四川冶金,2016,38(2): 33- 36.
[3] 劉曉程,張向東,孫學玉.冷軋板表面色差缺陷控制[J].河北冶金,2013(11):60- 62.
[4] 郭曉波,鐘莉莉,劉躍華,等.冷軋板表面縱向條紋缺陷成因分析[J].鞍鋼技術,2016(6):53- 55.
收修改稿日期:2017- 03- 01
CauseAnalysisonStripedChromatismonSurfaceofCold-rolledSheetforAutomobile
Zheng Yun1,2,3Zhang Jinling1,3Xue Shaojun1,3Zhang Heng1,3Dai Ligang1,2,3
(1.National Quality Supervision and Testing Center for Remanufacturing Automotive Part Products (preparatory period), Zhangjiagang Jiangsu 215600,China;2.Zhangjiagang Tsingyan Remanufacturing Industry Institute, Zhangjiagang Jiangsu 215600,China;3.Zhangjiagang Tsingyanshouchuang Remanufacturing Technology Co., Ltd., Zhangjiagang Jiangsu 215600, China)
The morphology and cause of striped chromatism on the surface of cold- rolled automobile sheet was investigated by SEM, EDS and LSCM and so on. The results showed that the chromatism appeared to be black streaks alternating with white ones, and the black region was coarser than white area. The main cause of striped chromatism was the inhomogeneous spreading of rolling oil on the last stand of tandem cold mill lead to the uneven of the transfer efficiency. Through reducing the granularity and contact angle of rolling oil, increasing the uniformity and cleanliness of rolling oil, the striped chromatism of cold- rolled automobile sheet was improved effectively.
cold- rolled automobile sheet,striped chromatism,roughness,rolling oil
鄭鄖,男,工程師,從事汽車零部件再制造研究,Email:zjl050314@163.com