連鑄機(jī)PLC控制系統(tǒng)的設(shè)計(jì)
——以萍鄉(xiāng)鋼鐵廠連鑄機(jī)改造為例
2017-10-18 10:08:44曾軍華
溫 林,曾軍華
(江西應(yīng)用工程職業(yè)學(xué)院,江西 萍鄉(xiāng) 337042)
連鑄機(jī)PLC控制系統(tǒng)的設(shè)計(jì)
——以萍鄉(xiāng)鋼鐵廠連鑄機(jī)改造為例
溫 林,曾軍華
(江西應(yīng)用工程職業(yè)學(xué)院,江西 萍鄉(xiāng) 337042)
文章首先介紹了連鑄機(jī)的工藝流程和特點(diǎn),闡述了連鑄機(jī)各組成部分及其工作原理;然后對(duì)連鑄機(jī)PLC控制系統(tǒng)進(jìn)行總體設(shè)計(jì),結(jié)合現(xiàn)場(chǎng)總線和工業(yè)以太網(wǎng)技術(shù),建立了一級(jí)(L1現(xiàn)場(chǎng)級(jí))以 PLC 控制器為核心的基礎(chǔ)自動(dòng)化控制系統(tǒng)、二級(jí)(L2監(jiān)控級(jí))以 HMI 操作監(jiān)控為核心的過程計(jì)算機(jī)系統(tǒng),對(duì)連鑄機(jī)PLC控制系統(tǒng)的軟件系統(tǒng)進(jìn)行了設(shè)計(jì),重新設(shè)計(jì)了PLC連鑄控制系統(tǒng)的HMI人機(jī)界面,使各功能模塊分工更加合理,自動(dòng)化程度進(jìn)一步提高.
連鑄機(jī);PLC;電氣控制;程序設(shè)計(jì)
為響應(yīng)中央“去產(chǎn)能”的號(hào)召,萍鄉(xiāng)鋼鐵責(zé)任有限公司(以下簡(jiǎn)稱:萍鋼)關(guān)閉了使用年限過久已經(jīng)陳舊老化的 2號(hào)高爐.并且還準(zhǔn)備再關(guān)停一座高爐和與之配套的燒結(jié)機(jī)、轉(zhuǎn)爐等設(shè)備[1-4].在這樣的大背景下,萍鋼要繼續(xù)取得良好的效益,必須優(yōu)化人員和技術(shù)結(jié)構(gòu),加強(qiáng)技術(shù)創(chuàng)新,依次完成落后產(chǎn)能的淘汰,加強(qiáng)產(chǎn)業(yè)結(jié)構(gòu)調(diào)整和轉(zhuǎn)型升級(jí),加快生產(chǎn)設(shè)備及產(chǎn)品進(jìn)行新一輪的轉(zhuǎn)型和升級(jí),為化解鋼鐵行業(yè)過剩產(chǎn)能貢獻(xiàn)力量.本文設(shè)計(jì)了一套萍鋼九江分公司(以下簡(jiǎn)稱九鋼公司)生產(chǎn)實(shí)際的煉鋼連鑄機(jī)PLC控制系統(tǒng),關(guān)鍵技術(shù)包括DCS(分布式控制系統(tǒng))集散控制系統(tǒng)的應(yīng)用、各工作站的布局與控制、軟件流程的設(shè)計(jì)和人機(jī)界面的簡(jiǎn)化設(shè)計(jì)等.
1 連鑄車間工藝流程
連鑄機(jī)工藝流程及電氣控制系統(tǒng)分布如圖 1所示.連鑄機(jī)的結(jié)構(gòu)相對(duì)比較復(fù)雜,它需要完成一系列連續(xù)的動(dòng)作,功能較多[5].傳統(tǒng)的連鑄機(jī)包括鋼包運(yùn)載裝置、中間包、中間包車、結(jié)晶器、結(jié)晶器振動(dòng)裝置、二冷裝置、拉矯裝置、切割裝置和出坯裝置等功能部件.連鑄機(jī)工作過程一般是先把鋼包中的鋼水傳輸?shù)竭B鑄機(jī),讓其從水口注入中間包,中間包有一根塞棒,打開后直接流入結(jié)晶器, 結(jié)晶器的出口需先用錠桿頭堵塞,振動(dòng)裝置開始上下振動(dòng),此時(shí)鋼水會(huì)從結(jié)晶器外殼附近開始凝結(jié)成坯殼,坯殼厚度達(dá)到某個(gè)值時(shí),啟動(dòng)拉坯機(jī)并使結(jié)晶器振動(dòng),鑄坯被拉出結(jié)晶器后由夾輥送入弧形導(dǎo)向.中間未凝固的鑄坯在移動(dòng)過程中同時(shí)由噴水裝置進(jìn)行強(qiáng)行冷卻.當(dāng)鑄坯移出弧形段后,引起錠桿分離,鑄坯此時(shí)已幾乎完全凝固,拉矮機(jī)將其拉直.其后被送到水平段由切割機(jī)切成固定尺寸的鑄坯,從輥道上運(yùn)載出去.
2 連鑄機(jī)PLC控制系統(tǒng)的總體設(shè)計(jì)
2.1 連鑄機(jī)PLC控制系統(tǒng)體系結(jié)構(gòu)設(shè)計(jì)
本文設(shè)計(jì)的萍鄉(xiāng)鋼鐵廠連鑄機(jī)系統(tǒng)體系結(jié)構(gòu),采用DCS系統(tǒng),實(shí)現(xiàn)分散控制、集中操作、綜合管理.第一級(jí)為分散過程控制級(jí),第二級(jí)為集中操作監(jiān)控級(jí),第三級(jí)為綜合信息管理級(jí).每級(jí)之間通過網(wǎng)絡(luò)互連,而級(jí)內(nèi)設(shè)備則由本級(jí)的內(nèi)部網(wǎng)絡(luò)進(jìn)行管理.分別為系統(tǒng)控制層、系統(tǒng)監(jiān)控層和系統(tǒng)管理層,如圖2所示.
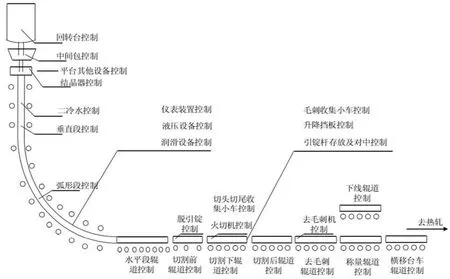
圖1 連鑄機(jī)工藝流程及電氣控制系統(tǒng)分布圖
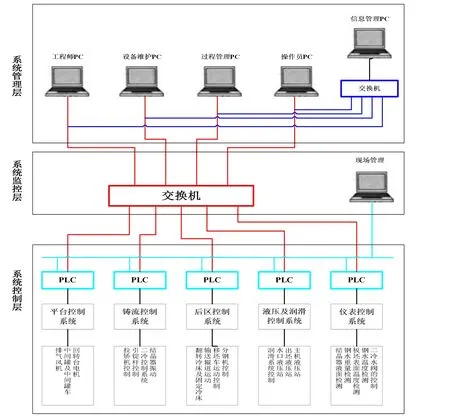
圖2 系統(tǒng)體系結(jié)構(gòu)
2.1.1 系統(tǒng)控制層
系統(tǒng)控制層的功能是通過生產(chǎn)車間安裝的各類檢測(cè)設(shè)備進(jìn)行現(xiàn)場(chǎng)數(shù)據(jù)的獲取及設(shè)備控制,與生產(chǎn)過程直接對(duì)接.檢測(cè)裝置的采集信號(hào)與開關(guān)量信號(hào)作為控制層的輸入,執(zhí)行機(jī)構(gòu)正是上一層的運(yùn)行結(jié)果狀態(tài).第二級(jí)和第三級(jí)之間可能很容易地通過以太網(wǎng)和總線來進(jìn)行相互通信,既可以采集到操作站設(shè)定的各個(gè)工藝參數(shù),又能將其它數(shù)據(jù)轉(zhuǎn)發(fā)到顯示操作站.
2.1.2 系統(tǒng)監(jiān)控層
所謂系統(tǒng)監(jiān)控,關(guān)鍵任務(wù)是對(duì)整個(gè)系統(tǒng)進(jìn)行監(jiān)視與控制,以計(jì)算機(jī)為核心,在連鑄主操作室、切割室、出坯室、工程師站、操作員站均有設(shè)置.其中工程師站的功能是編制程序和修改程序,操作員站則主要完成生產(chǎn)流程和生產(chǎn)設(shè)備的監(jiān)視,以及參數(shù)設(shè)置和故障報(bào)警等.
2.1.3 系統(tǒng)管理層
系統(tǒng)管理的功能是完成生產(chǎn)和員工的管理,該層的管理功能主要是通過電腦、辦公軟件等工具進(jìn)行的,可以實(shí)現(xiàn)數(shù)據(jù)獲取與分析和歷史數(shù)據(jù)統(tǒng)計(jì),并起到了承上啟下的通信中間站功能.這里的管理還包括生產(chǎn)計(jì)劃和人員安排等生產(chǎn)事務(wù)的管理,對(duì)生產(chǎn)線和管理智能化有重要意義.
2.1.4 通信網(wǎng)絡(luò)
該網(wǎng)絡(luò)可以實(shí)現(xiàn)各級(jí)設(shè)備之間的數(shù)據(jù)交換,是集散控制系統(tǒng)的數(shù)據(jù)高速公路.系統(tǒng)中分散布置的大量設(shè)備正是通過通信網(wǎng)絡(luò)來進(jìn)行相互協(xié)調(diào)、資源共享的集中管理的.通信網(wǎng)絡(luò)是實(shí)現(xiàn)多級(jí)控制的基礎(chǔ),只有通過通信網(wǎng)絡(luò),各操作站和控制站才能實(shí)現(xiàn)互連并形成級(jí)次.按數(shù)據(jù)傳輸速度,可以將通信網(wǎng)絡(luò)分成高、中、低三個(gè)級(jí)別.每個(gè)級(jí)別分工明確,共同完成通信任務(wù).
2.2 連鑄機(jī)PLC控制系統(tǒng)功能結(jié)構(gòu)設(shè)計(jì)
以萍鋼2號(hào)連鑄機(jī)為設(shè)計(jì)改進(jìn)對(duì)象,設(shè)計(jì)了基礎(chǔ)自動(dòng)化系統(tǒng)和過程計(jì)算機(jī)系統(tǒng)兩級(jí)控制系統(tǒng).其功能結(jié)構(gòu)如圖3所示.

圖3 連鑄機(jī)PLC控制系統(tǒng)功能結(jié)構(gòu)設(shè)計(jì)
基礎(chǔ)自動(dòng)化系統(tǒng)的組成部分包括 PLC控制單元、遠(yuǎn)程I/O、人機(jī)接口、服務(wù)器、工程師站、編程站和工業(yè)以太網(wǎng),全面負(fù)責(zé)生產(chǎn)工藝的管理.
過程計(jì)算機(jī)系統(tǒng)在基礎(chǔ)自動(dòng)化系統(tǒng)之上展開運(yùn)行.服務(wù)器通過與基礎(chǔ)自動(dòng)化系統(tǒng)總線網(wǎng)絡(luò)相連實(shí)現(xiàn)兩級(jí)之間的數(shù)據(jù)交互.兩級(jí)系統(tǒng)的設(shè)計(jì)是對(duì)生產(chǎn)過程的集中管理與優(yōu)化控制.通過進(jìn)一步擴(kuò)展,還能實(shí)現(xiàn)與第三方管理信息系統(tǒng)進(jìn)行對(duì)接.
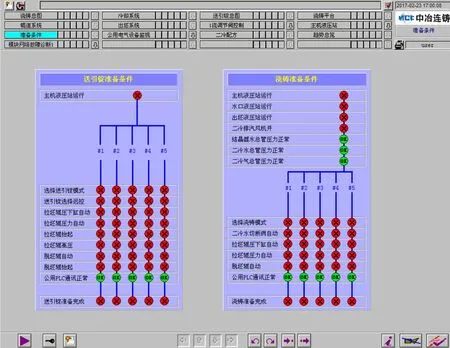
圖4 準(zhǔn)備條件預(yù)覽
3 連鑄機(jī)PLC控制系統(tǒng)軟件設(shè)計(jì)
連鑄機(jī) PLC控制系統(tǒng)的軟件設(shè)計(jì)采用了高效的模塊化編程,根據(jù)連鑄設(shè)備及其特點(diǎn),編寫不同的功能模塊,完成不同的控制任務(wù),然后各功能子模塊提供相應(yīng)的接口,最后由主程序按掃描順序依次調(diào)用,構(gòu)成功能完整的控制程序這種模塊化編程方法的特點(diǎn)是條理清晰、功能擴(kuò)展容易、可讀性強(qiáng)、維護(hù)性好.對(duì)連鑄機(jī)大型系統(tǒng)的編程是很有幫助的.
3.1 連鑄機(jī)工藝流程模塊設(shè)計(jì)
主控室 HMI操作員站配置了一個(gè)方便高效的監(jiān)控軟件,軟件以功能畫面的形式直觀反映了車間連鑄機(jī)的全流程生產(chǎn)線的設(shè)備狀態(tài)及參數(shù),只需使用鼠標(biāo)在相應(yīng)功能按鈕上輕輕一點(diǎn)即可切換到相應(yīng)的監(jiān)控畫面,操作靈活而簡(jiǎn)捷.
連鑄機(jī)工藝流程監(jiān)控畫面又稱為澆鑄總圖,畫面上有一臺(tái)連鑄機(jī)模型,代表了車間的5流連鑄機(jī),在功能上分為回轉(zhuǎn)臺(tái)控制區(qū)、中間罐控制區(qū)、主機(jī)液壓站控制區(qū)、出坯液壓站控制區(qū)、水口液壓站控制區(qū)和各流次的并流時(shí)間、拉坯時(shí)間、回水流量、回水溫度、二冷控制等所有功能及其設(shè)定.五流模塊的結(jié)構(gòu)和使用都是一樣的,所顯示的畫面參數(shù)與實(shí)際連鑄機(jī)運(yùn)行狀態(tài)同步,對(duì)于現(xiàn)場(chǎng)操作人員發(fā)現(xiàn)在問題、分析問題提供了依據(jù),可以預(yù)防生產(chǎn)安全事故的發(fā)生、提高生產(chǎn)效率.
準(zhǔn)備條件預(yù)覽模塊(圖 4)是為了更好地對(duì)眾多參數(shù)進(jìn)行初始化而設(shè)計(jì)的,開機(jī)前所有需要事先設(shè)置好的參數(shù)和狀態(tài)都會(huì)在這個(gè)畫面列出,并直觀地展示在操作者面前,對(duì)操作人員的要求并不是很高.準(zhǔn)備條件主要包括送引錠準(zhǔn)備和條件和澆鑄準(zhǔn)備條件,各關(guān)鍵參數(shù)以節(jié)點(diǎn)的形式按連鑄機(jī)運(yùn)行順序給出,有利于全局掌握、避免開機(jī)條件錯(cuò)誤帶來的災(zāi)難性后果.
3.2 鑄流PLC軟件流程設(shè)計(jì)
鑄流系統(tǒng)PLC程序(圖5)實(shí)現(xiàn)的主要功能有:輥道控制、火焰切割機(jī)控制、拉矯機(jī)控制、翻鋼機(jī)、擋板和二冷水閥控制、指示燈控制、結(jié)晶器控制、鑄流信息控制、引起錠桿控制、模擬量采集、各段調(diào)節(jié)閥控制等.以上功能分別使用獨(dú)立的程序模塊來完成,通過提供外部接口由鑄流系統(tǒng)PLC主程序進(jìn)行調(diào)用.
3.3 公共系統(tǒng)PLC軟件流程設(shè)計(jì)
公共系統(tǒng)PLC程序(圖6)實(shí)現(xiàn)的主要功能有:移坯區(qū)控制、大包回轉(zhuǎn)臺(tái)控制 加蓋裝置運(yùn)作控制、結(jié)晶器流量閥控制、冷卻水流量控制、中間罐車運(yùn)動(dòng)控制、各液壓站壓力控制、公用到流信息控制、熱送輥道控制、模擬量采集、排氣風(fēng)機(jī)速度調(diào)節(jié)、翻轉(zhuǎn)冷床運(yùn)作控制.以上功能模塊都是通過獨(dú)立的子程序模塊來實(shí)現(xiàn),對(duì)外提供程序接口,由公共系統(tǒng)PLC主程序進(jìn)行調(diào)用.

圖5 鑄流系統(tǒng)PLC主程序框圖

圖6 公用系統(tǒng)PLC主程序框圖
4 連鑄機(jī) PLC控制系統(tǒng)在萍鋼的應(yīng)用
集散控制系統(tǒng)的應(yīng)用進(jìn)一步優(yōu)化了連鑄系統(tǒng)的控制性能和綜合管理能力,使整個(gè)連鑄PLC系統(tǒng)的運(yùn)行可靠性能大大提高.軟件控制系統(tǒng)的設(shè)計(jì)十分符合九鋼公司連鑄機(jī)現(xiàn)狀,與硬件系統(tǒng)進(jìn)行配合,完成了一套自動(dòng)化程度更高的PLC連鑄控制系統(tǒng),系統(tǒng)功能模塊更完善,操作更簡(jiǎn)便,界面更加清晰簡(jiǎn)潔,使生產(chǎn)現(xiàn)場(chǎng)管理更加高效快捷.
為了比較本文設(shè)計(jì)的連鑄控制系統(tǒng)(2#連鑄機(jī),5流)與舊原系統(tǒng)(5#連鑄機(jī),5流)的性能,我們?cè)诰配摴具M(jìn)行了一周的測(cè)試,數(shù)據(jù)見表1,2.
由以上統(tǒng)計(jì)可以得出: 2#連鑄機(jī)的故障率明顯低于 5#連鑄機(jī),并且其值維持在一個(gè)較小的范圍內(nèi),總體均方差為 0.88%,相比這下,5#連鑄機(jī)的故障率由浮動(dòng)較大,總體均方差為2.05,且其值總體都較大.因此,本文設(shè)計(jì)的PLC連鑄控制系統(tǒng)的穩(wěn)定性優(yōu)于原系統(tǒng).

表1 2#連鑄機(jī)(本系統(tǒng))測(cè)試數(shù)據(jù)

表2 5#連鑄機(jī)(原系統(tǒng))測(cè)試數(shù)據(jù)
在同樣的時(shí)間內(nèi),2#連鑄機(jī)的產(chǎn)量要高于5#連鑄機(jī),前者日平均出鋼量為8294.7噸,后者日平均出鋼量為8124.3噸.本文設(shè)計(jì)的PLC連鑄控制系統(tǒng)每日能帶來約170噸的額外產(chǎn)量,大大提高了生產(chǎn)效率.
2#連鑄機(jī)的合格率總體高于 5#連鑄機(jī)的合格率,并且2#連鑄機(jī)的成品率比較穩(wěn)定,這得益于西門子S7-300/400系列PLC的性能改進(jìn)和本系統(tǒng)健壯的程序設(shè)計(jì).可見,本文的PCL連鑄控制系統(tǒng)使得產(chǎn)品合格率有超過 1%的提升,這在實(shí)際生產(chǎn)中的意義是非常重大的.
5 結(jié) 論
本系統(tǒng)使用之后,九鋼分廠連鑄機(jī)PLC控制系統(tǒng)起到了很明顯的作用,在應(yīng)用期間就看到了鑄坯收得率、平均連澆爐數(shù)、連鑄機(jī)作業(yè)率等各項(xiàng)指標(biāo)持續(xù)提高,生產(chǎn)管理水平穩(wěn)步提升、平均無故障時(shí)間大大縮短,新設(shè)計(jì)的 PLC控制系統(tǒng)中,軟件和硬件控制模塊都已基本達(dá)到完善,控制精度和機(jī)械反應(yīng)速度均能符合預(yù)期要求,大多數(shù)連鑄生產(chǎn)的關(guān)鍵工藝環(huán)節(jié)已無需人工干預(yù),生產(chǎn)過程自動(dòng)化程度和生產(chǎn)設(shè)備自動(dòng)化水平均有大大的提高.多級(jí)控制系統(tǒng)的優(yōu)化設(shè)計(jì)更是讓九鋼公司向“智能工廠”的目標(biāo)又邁出了一步.
本文結(jié)合九鋼公司三鋼廠連鑄機(jī)工程,借鑒了國內(nèi)外最先進(jìn)的連鑄技術(shù),對(duì)PLC控制系統(tǒng)進(jìn)行優(yōu)化設(shè)計(jì),提高工廠的自動(dòng)化程度,達(dá)到節(jié)約能源,降低能源消耗,提高產(chǎn)品質(zhì)量,減少人工操作的效果.本系統(tǒng)的設(shè)計(jì)與應(yīng)用是九鋼公司技術(shù)改革的一次重要探索,對(duì)于加速新技術(shù)的應(yīng)用有著重要的現(xiàn)實(shí)意義,同時(shí)也能為其它先進(jìn)的控制系統(tǒng)在九鋼公司的引進(jìn)和推廣提供一種值得借鑒的新模式.
[1] 連蓮,李孟剛,葉旭廷.新常態(tài)下鋼鐵產(chǎn)業(yè)“去產(chǎn)能”研究[J].經(jīng)濟(jì)縱橫,2016(5):66-68.
[2] 白雪.2017鋼鐵業(yè):“去產(chǎn)能”的下一步是直接“去產(chǎn)量”[N].中國經(jīng)濟(jì)導(dǎo)報(bào),2017-02-17(B06).
[3] 夏曉.去產(chǎn)能,退一步是為了進(jìn)兩步[N].江西日?qǐng)?bào),2016-03-25日(A1版).
[4] 梁永明.萍鄉(xiāng),在去產(chǎn)能中實(shí)現(xiàn)“大變樣”[N].萍鄉(xiāng)日?qǐng)?bào),2016-11-2(A3版).
[5] 賈凌云.轉(zhuǎn)爐—連鑄工藝設(shè)計(jì)與程序[M].北京:冶金工業(yè)出版社,2005.
Abstract: This paper introduces the technological process and characteristics of continuous casting machine and describes the continuous casting machine parts and working principle. The overall design of the continuous casting machine PLC control system is based on field bus and industrial Ethernet technology. The first level (L1 field) with PLC controller is established as the core automatic control system and the second level(L2 level to HMI operation monitoring monitoring) as the core computer system. The software system of continuous casting machine PLC control system was designed and the HMI man-machine interface of PLC continuous casting control system was redesigned, with each function module division more reasonable. The degree of automation has been further improved.
Key words: continuous casting machine; PLC; electrical control; program design
Design of PLC Control System for CCM—Reformation of Caster in Pingxiang Iron and Steel Works
WEN Lin, ZENG Junhua
(Jiangxi Vocational College of Applied Engineering, Pingxiang, Jiangxi 337042, China)
TF341.6
A
1672-0318(2017)05-0032-06
10.13899/j.cnki.szptxb.2017.05.006
2017-05-10
溫林(1982-),男,江西萍鄉(xiāng)人,講師,主要研究方向?yàn)殡姎庾詣?dòng)化控制.
猜你喜歡
中華詩詞(2022年6期)2022-12-31 06:41:24
工業(yè)設(shè)計(jì)(2022年8期)2022-09-09 07:43:20
軍民兩用技術(shù)與產(chǎn)品(2021年10期)2021-03-16 06:05:30
北京測(cè)繪(2020年12期)2020-12-29 01:33:58
小學(xué)科學(xué)(學(xué)生版)(2020年10期)2020-10-28 07:52:12
中國化肥信息(2020年7期)2020-03-19 01:54:02
中國軍轉(zhuǎn)民(2017年6期)2018-01-31 02:22:28
家庭影院技術(shù)(2017年9期)2017-09-26 03:41:45
中國科技論壇(2017年7期)2017-07-25 08:49:53
機(jī)械制造文摘(焊接分冊(cè))(2014年5期)2014-03-20 13:57:44
 深圳職業(yè)技術(shù)學(xué)院學(xué)報(bào)2017年5期
深圳職業(yè)技術(shù)學(xué)院學(xué)報(bào)2017年5期
- 深圳職業(yè)技術(shù)學(xué)院學(xué)報(bào)的其它文章
- 高職實(shí)訓(xùn)基地開展社區(qū)小微企業(yè)科技服務(wù)的探討*
——以青島職業(yè)技術(shù)學(xué)院實(shí)訓(xùn)基地為例 - 高職院校專業(yè)課程資源庫建設(shè)實(shí)踐與探索
——以《汽車性能評(píng)價(jià)與選購》課程建設(shè)為例 - 肇慶地區(qū)創(chuàng)新驅(qū)動(dòng)能力測(cè)量、分析與改進(jìn)*
- 數(shù)字藝術(shù)的產(chǎn)業(yè)屬性、產(chǎn)業(yè)化發(fā)展階段及其特征探究
- 碳?xì)饽z修飾納米α-Fe2O3的可控制備及表征
- 新能源汽車價(jià)格替代策略*