基于磨出口溫度定值優化的制粉系統多變量預測控制
2017-10-17 09:32:07高耀巋曾德良劉吉臻
動力工程學報 2017年10期
高耀巋, 胡 勇, 曾德良, 劉吉臻
(1. 華北電力大學 工業過程測控新技術與系統北京市重點實驗室, 北京 102206;2. 中國華能集團清潔能源技術研究院有限公司, 北京 102209)
基于磨出口溫度定值優化的制粉系統多變量預測控制
高耀巋1, 胡 勇2, 曾德良1, 劉吉臻1
(1. 華北電力大學 工業過程測控新技術與系統北京市重點實驗室, 北京 102206;2. 中國華能集團清潔能源技術研究院有限公司, 北京 102209)
為了降低入爐煤粉燃燒所需的汽化潛熱和著火熱,提高鍋爐寬負荷燃燒的穩定性和經濟性,在考慮制粉系統設備安全和磨煤機出口溫度(簡稱磨出口溫度)節能最優的基礎上,設計了基于磨出口溫度定值優化的制粉系統多變量預測控制方案.結果表明:基于磨出口溫度定值優化的多變量預測控制方案能夠在確保制粉系統設備安全的前提下提高磨出口溫度,降低入爐煤粉水分質量分數,更好地保證燃煤機組的安全穩定經濟運行.
制粉系統; 磨出口溫度; 煤粉水分; 預測控制
Abstract: To reduce the latent heat of vaporization and the ignition heat required for pulverized coal combustion, and to improve the stability and economy of the boiler combustion within a wide load range, a multivariable predictive control scheme was designed for the pulverizing system based on outlet temperature optimization of the coal mill, which considers both the safety of milling equipment and the optimization of mill outlet temperature for energy saving purposes. Simulation results show that the multivariable predictive control scheme improves the outlet temperature of coal mill and reduces the coal powder moisture under the premise of safe operation of the milling equipment, better ensuring the safe, stable and economical operation of the coal-fired power unit.
Key words: pulverizing system; outlet temperature of coal mill; coal powder moisture; predictive control
符號說明:
cin——一次風比熱容,kJ/(kg·K)
cL——冷一次風比熱容,kJ/(kg·K)
cH——熱一次風比熱容,kJ/(kg·K)
I——磨煤機電流,A
Tin——磨煤機入口一次風溫度,°C
Tout——磨煤機出口溫度,°C
uL——冷一次風門開度,%
qm,air——一次風質量流量,kg/s
uH——熱一次風門開度,%
qm,pf——磨煤機出口煤粉質量流量,kg/s
w(Mpc)——煤粉水分質量分數,%
TL——冷一次風溫度,°C
Mpf——磨煤機內煤粉量,kg
w(Mar)——原煤水分質量分數,%
TH——熱一次風溫度,°C
qm,c——給煤量,kg/s
Ki——模型參數,i=1,2,…,15
Δppa——一次風差壓,MPa
Mc——磨煤機內原煤量,kg
Th——CO最低析出溫度,℃
w(Vdaf)——干燥無灰基揮發分質量分數,%
w(Ad)——干燥基灰分質量分數,%
w(Mad)——空氣干燥基水分質量分數,%
Tsp——磨出口溫度初始設定值,℃
ΔTout——煤粉水分對磨出口溫度的校正量,℃
KP——PID控制器比例增益
KI——PID控制器積分增益
ΔM——煤粉水分質量分數與其上下限值的偏差,%
t1——風門開度至一次風量的遲延時間,s
t2——風門開度至一次風溫的遲延時間,s
TI——PI控制器的積分時間,s
中速磨煤機正壓直吹式制粉系統被廣泛應用在燃煤電廠中,是典型的三入三出非線性時變系統,各控制量與被控量之間存在嚴重耦合.傳統的制粉系統控制回路由3個獨立的單回路控制構成,無法實現制粉系統的解耦控制.磨煤機出口溫度(以下簡稱磨出口溫度)作為入爐煤粉水分和著火熱的主要影響因素,同時受原煤水分、給煤量、一次風量和一次風溫的影響,其中原煤水分為不可控的外擾,給煤量的控制為隨動控制,一次風量的控制隨給煤量指令的變化而變化,三者均不可作為磨出口溫度的間接控制量,因此磨出口溫度的控制實質上是一次風溫的控制.磨煤機入口一次風溫越高,其出口煤粉水分含量越低,入爐燃燒所需的汽化潛熱和著火熱越低,越有利于鍋爐的安全穩定經濟運行[1],尤其對鍋爐低負荷穩燃具有重要意義.但磨煤機入口一次風溫過高可能引起磨煤機內部煤粉自燃甚至出現爆炸事故,嚴重影響制粉系統設備安全.因此,在保證制粉系統設備安全的前提下,對磨出口溫度進行定值優化并實現該系統的解耦控制具有重要意義.
近年來一些基于模型的先進控制算法開始應用于制粉系統的控制設計中.張柯等[2]針對MPS中速磨煤機直吹式制粉系統非線性、大遲延、大慣性的特點,提出基于動態RBF網絡模型的預測控制算法,并成功應用于中速磨煤機優化控制中,有效解決了磨出口溫度控制的大時滯問題,但基于RBF網絡的預測模型局限性大、可靠性差,不利于工程實施.Zhang等[3]提出了一種基于中速磨煤機制粉系統T-S模糊模型的跟蹤控制方案,仿真結果表明該方案很好地解決了非線性系統含時變參數的問題,提高了被控量的跟蹤能力,保證了閉環控制系統的內部穩定性,但未實現制粉系統的解耦控制.Mohamed等[4]針對中速磨煤機制粉系統提出了一種預測控制策略來對其未來狀態進行預測,實現對燃料量的預先控制,仿真研究證明了該控制策略的有效性,但未考慮磨出口溫度對鍋爐燃燒穩定性和經濟性的影響.曾德良等[5]在考慮原煤水分[6]對磨煤機能量平衡影響的基礎上,建立了磨煤機的三入三出非線性模型,仿真結果驗證了模型的準確性和有效性,但未在此基礎上對磨煤機的優化控制進行深入研究.
筆者在文獻[5]制粉系統模型的基礎上,綜合考慮了制粉系統設備安全和磨出口溫度節能最優,設計了基于磨出口溫度定值優化的制粉系統多變量預測控制方案,并驗證了控制方案的合理性和有效性.
1 制粉系統簡述
典型的正壓直吹式制粉系統主要由給煤機、磨煤機、一次風機、密封風機、粗粉分離器以及燃燒器等構成(見圖1).原煤經給煤機進入磨煤機進行碾磨并形成一定細度的煤粉.一次風經一次風機升壓后分為2路,一路直接進入磨煤機前的冷一次風管;

1-鍋爐爐膛; 2-空氣預熱器; 3-送風機; 4-給煤機; 5-磨煤機; 6-粗粉分離器; 7-一次風機; 8-密封風機; 9-燃燒器.
圖1 正壓直吹式制粉系統的結構示意圖
Fig.1 Schematic diagram of the positive-pressure direct-fired pulverizing system
另一路經空氣預熱器加熱后進入磨煤機前的熱一次風管.2路一次風在磨煤機前混合后進入磨煤機.在冷、熱一次風管的出口均設有調節擋板,即冷、熱一次風門,其中熱一次風門控制一次風量,冷一次風門控制磨出口溫度,兩者配合完成煤粉的干燥和輸送任務.密封風機則完成對磨煤機的密封作用,防止煤粉外漏.筆者以MPS180-HP-Ⅱ型中速磨煤機制粉系統作為研究對象,其設計最大出力為44.496 t/h,煤粉細度R90=22%.
2 制粉系統模型
所研究的模型是在文獻[5]的MPS中速磨煤機正壓直吹式制粉系統模型的基礎上進行的,該制粉系統是基于一次風的質量平衡和能量平衡、磨煤機內部煤和水分的質量平衡和能量平衡所建立的:
(1)
其中,模型的輸入量為uL、uH和qm,c;輸出量為qm,air、Tout和qm,pf;狀態量為qm,air、Tin、Mc、Mpf、Tout和w(Mpc);待辨識參數為Ki和tj,i=1, 2, …, 15,j=1, 2(見表1).
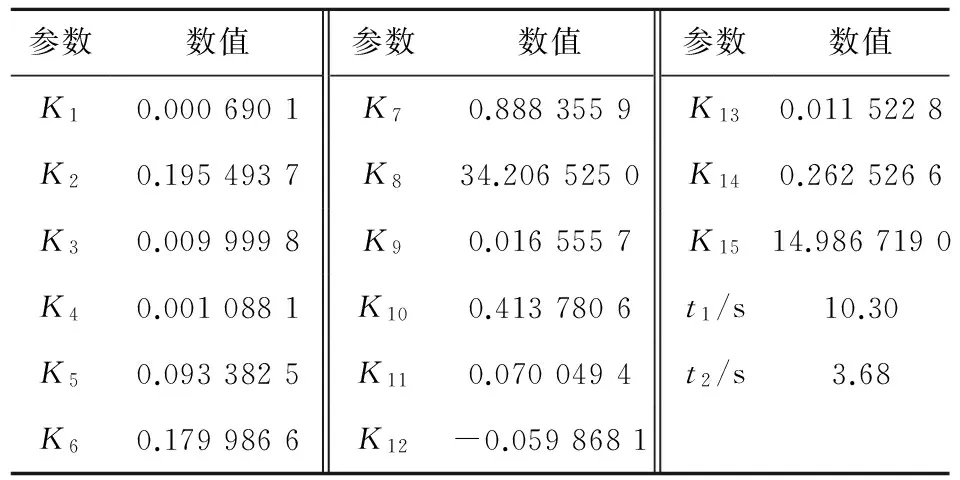
表1 模型參數
3 制粉系統節能優化控制
3.1 制粉系統多模型預測控制[7-9]
為了實現制粉系統的解耦控制,并提高其在多工況下的控制精度,在上述模型的基礎上,設計了制粉系統多模型預測控制方案.該控制方案的主要思路在于將整個被控對象的工作區域劃分為s個穩定的工作點,并在每個工作點對非線性模型進行線性化,得到較為精確的局部線性化模型,并根據每個線性化模型設計基于狀態方程的廣義預測控制器[10].
圖2中,在實際控制過程中,實時計算實際工作點與控制器設計工作點間的“距離”,并將計算結果進行排序,按照下式計算被控對象的控制量輸入:
(2)
式中:dindex、dindex+1分別為實際工作點與各控制器設計工作點間的最近和次近“距離”;uindex、uindex+1為對應控制器的輸出.
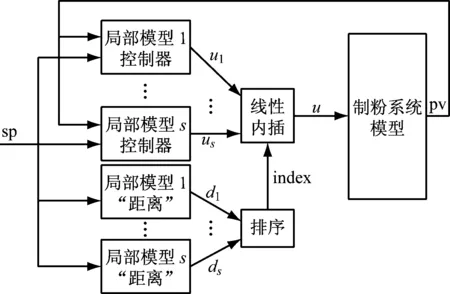
圖2 多模型預測控制框圖
對于制粉系統而言,實際工作點與控制器設計工作點間的“距離”可按下式計算:

(3)
3.2 多工況非線性模型的局部線性化
考慮多變量非線性系統[7]:
x=f(x,u)
(4)
y=g(x,u)
(5)
式中:x=[x1,x2,…,xn]T為n維狀態向量;u=[u1,u2,…,um]T為m維控制向量;y=[y1,y2,…,yq]T為q維輸出向量;f(x,u)為n維函數向量;g(x,u)為q維函數向量.
對上述非線性系統在工況點(xi,ui)處進行局部線性化,得到線性化模型如下:
(6)
y=Cix+Diu+Fi
(7)

對上式進行離散化,得到離散時間域內的局部模型如下:
(8)
(9)

3.3 基于狀態方程預測控制器的設計
考慮多輸入多輸出線性系統[7]:
x(k+1)=Adx(k)+Bdu(k)
(10)
y(k)=Cdx(k)
(11)
約束為
umin≤u(k)≤umax
Δumin≤Δu(k)≤Δumax
其中,x∈Rn,y∈Rn,u∈Rn,Ad∈Rn×n,Bd∈Rn×m,Cd∈Rr×n.
擴展狀態空間形式如下:
(12)
(13)
縮寫為
X(k+1)=AX(k)+BΔu(k)
(14)
y(k)=CX(k)
(15)
進一步得出
(16)
其中,
采用二次型函數作為控制系統的性能指標:

(17)


(18)
式中:Q為誤差加權矩陣;R為控制作用加權矩陣.等號右邊第一項為k時刻已知項,與優化無關.


(19)
s.t.Bx≤d
其中,
對于上述含不等式約束的二次規劃,采用有效集方法[7]進行求解,此處不再贅述.
3.4 磨出口溫度定值優化
鍋爐最大的熱損失是排煙熱損失,合理地利用排煙熱量,在保證制粉系統設備安全的前提下,適當提高磨出口溫度設定值,使煤粉充分干燥,可降低入爐煤粉燃燒所需的汽化潛熱和著火熱,提高燃煤機組運行的穩定性和經濟性,實現能源的合理利用.
磨出口溫度是磨煤機入口一次風干燥濕煤粉溫度下降后得到的,因此對磨出口溫度的限制實質上是對磨煤機入口一次風溫的限制.對于揮發分較高的的褐煤、煙煤或次煙煤,其主要析出的可燃氣體為CO,通常認為CO的最低析出溫度為相應煤種可承受的最高溫度.由于在磨煤機內部煤粉一般采用一次風進行干燥,因此定義空氣氣氛下CO的最低析出溫度[11-13]為實際運行時磨煤機入口最高一次風溫(如式(20)所示),此時對應的磨出口溫度的上限如式(21)所示[1,14]:
Th=434.958 4-2.823w(Vdaf)+ 0.494w(Ad)-10.775 2w(Mad)
(20)
(21)
其中,干燥基灰分質量分數w(Ad)、干燥無灰基揮發分質量分數w(Vdaf)和空氣干燥基準水分質量分數w(Mad)可通過煤質化驗數據的換算獲得.
為了實現能源的合理利用,采用模型估計的煤粉水分質量分數對磨出口溫度進行定值優化,當煤粉水分質量分數高于上限值或低于下限值時,可以通過改變磨出口溫度的設定值來調節磨出口溫度實際值,使得煤粉水分質量分數恢復到限值以內.當煤粉水分質量分數高于上限值時,PI控制器的輸入為煤粉水分質量分數與上限值的差值,輸出為磨出口溫度正向校正量,磨出口溫度隨之升高,從而達到降低煤粉水分質量分數的目的;當煤粉水分質量分數在限值范圍內時,PI控制器的輸入為零,磨出口溫度校正量為零;當煤粉水分質量分數低于下限值時,PI控制器的輸入為煤粉水分質量分數與下限值的差值,輸出為磨出口溫度負向校正量,磨出口溫度隨之降低,使得煤粉不會被過分干燥,從而達到升高煤粉水分質量分數的目的.
圖3中,最佳磨出口溫度設定值的計算式為:
(22)
其中,
ΔM=
(23)
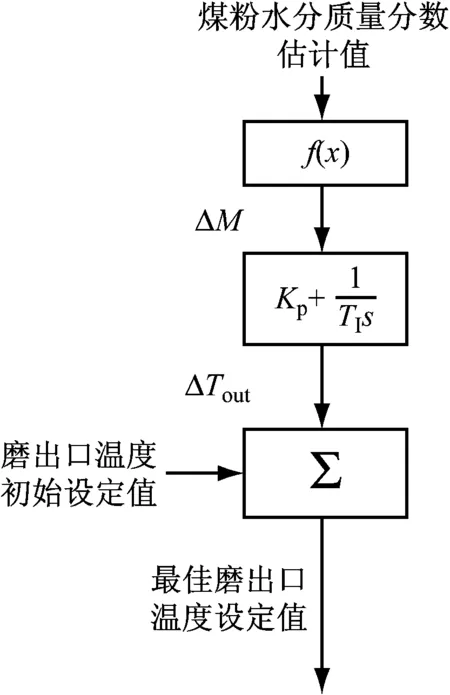
圖3 磨出口溫度定值優化控制器(PI)
綜上所述,提出了基于磨出口溫度定值優化的制粉系統多變量預測控制方案.包括:(1)制粉系統多變量預測控制.基于狀態方程預測控制算法,在多個工作點對制粉系統模型進行線性化并設計了對應的預測控制器,控制器的輸入包括磨煤機出口煤粉流量設定值、一次風量設定值、最佳磨出口溫度設定值、一次風量(自實際對象)、磨出口溫度(自實際對象)、磨煤機出口煤粉流量在線估計值(自制粉系統模型).(2)磨出口溫度定值優化.結合模型狀態估計的煤粉水分質量分數,以煤中CO的最低析出溫度為磨煤機入口一次風溫的上限值,設計了磨出口溫度節能最優控制方案.(3)模型和控制器的自適應辨識與更新.制粉系統改造、磨輥磨損等因素可能引起實際制粉系統特性發生變化,使得模型狀態估計的可信度降低.因此需要根據實際對象與模型的匹配程度計算模型可信度,并作為模型參數辨識和控制器更新的主要依據.具體控制原理框圖見圖4.
4 仿真分析與驗證
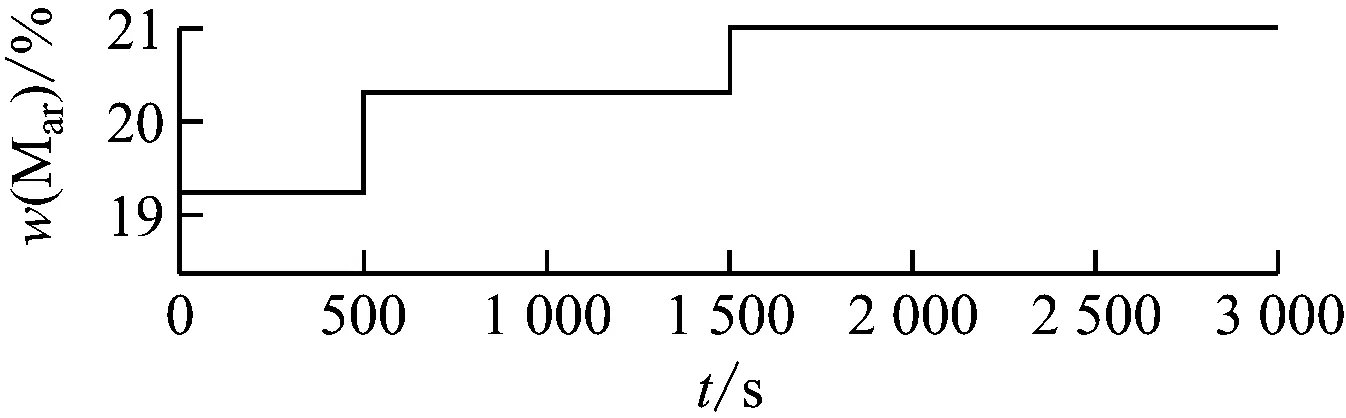
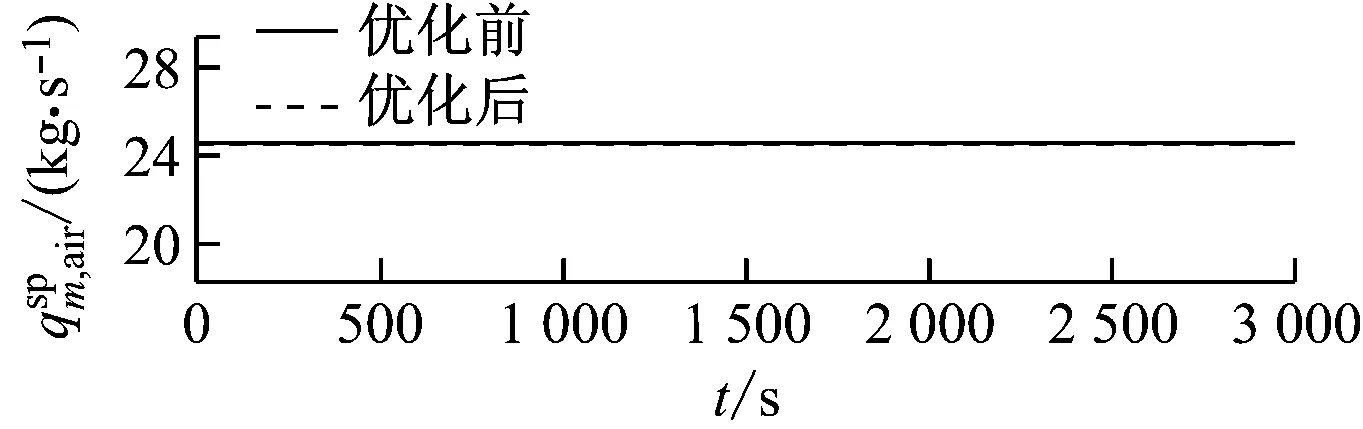
為了驗證基于磨出口溫度定值優化制粉系統多變量預測控制的有效性,在保證其他條件不變的情況下,對原煤水分質量分數進行2次階躍仿真實驗.仿真過程中,ts=1 s;多變量預測控制器的預測時域Np=10,控制時域Nc=6,誤差加權矩陣Q=diag(0.041,0.014,0.108),控制加權矩陣R=diag(0.028,0.031,0.108),其中Q和R分別取被控量和控制量初始值的倒數計算獲得;磨出口溫度定值優化PI控制器中的KP=1,KI=0.05;假設磨出口溫度最高設定值為80 ℃,煤粉水分質量分數的限值范圍為2%~3.2%.具體驗證如下.
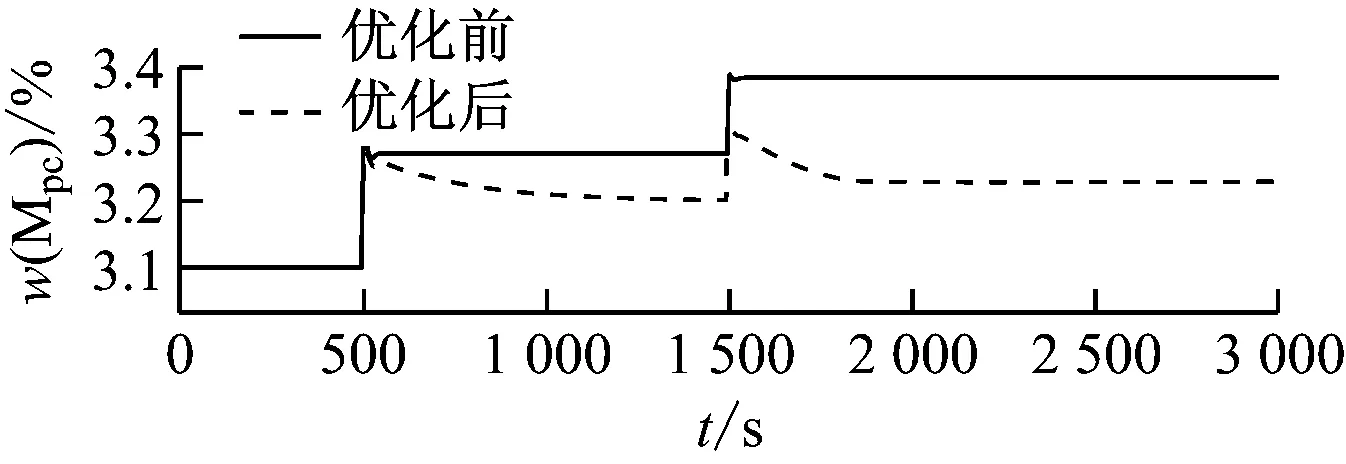
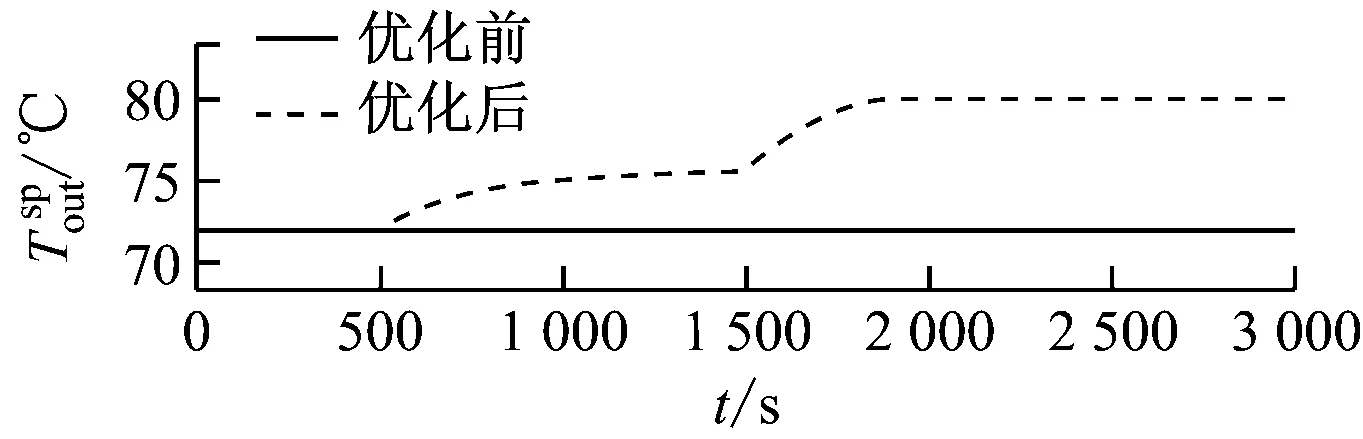
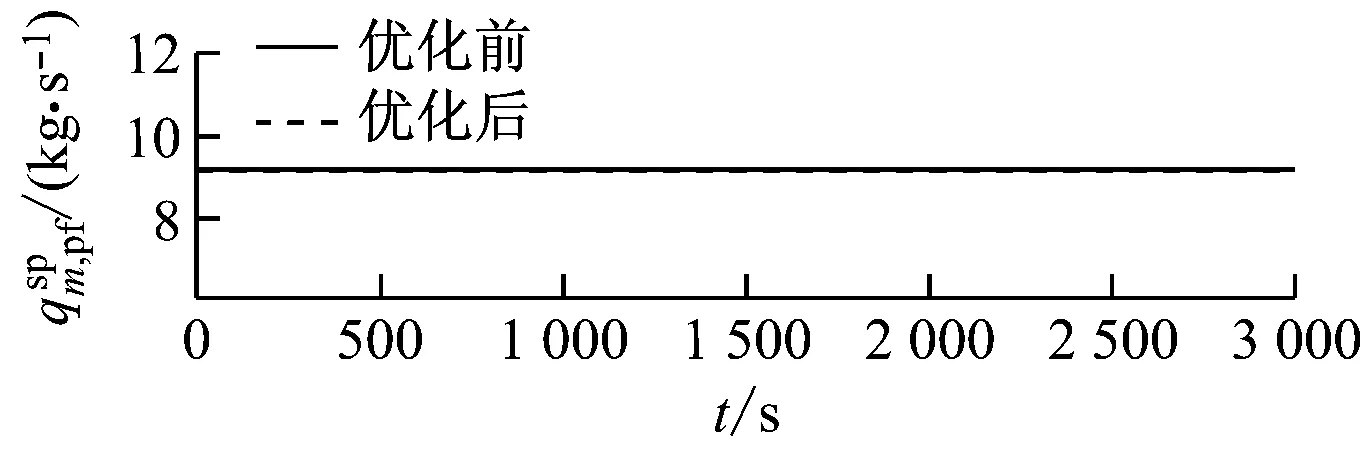
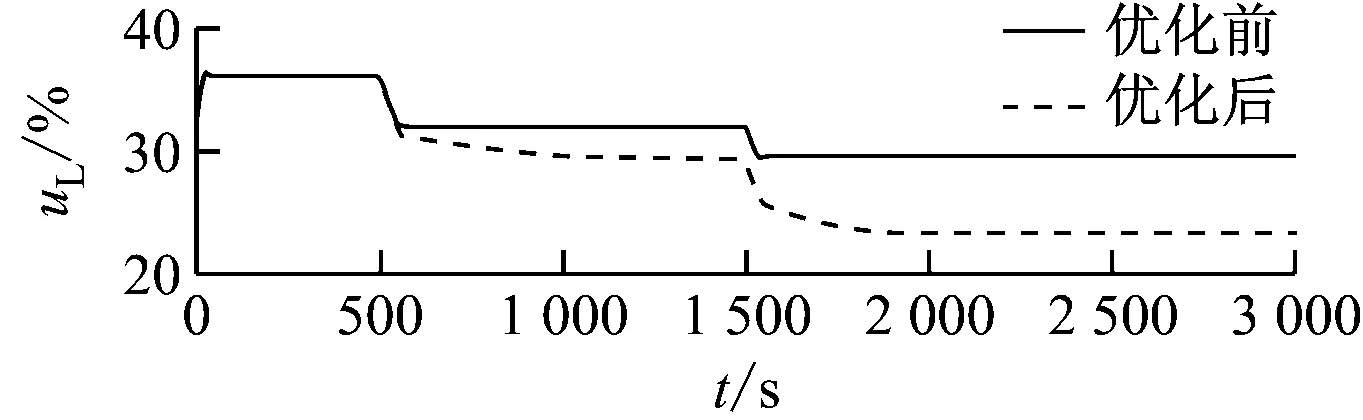
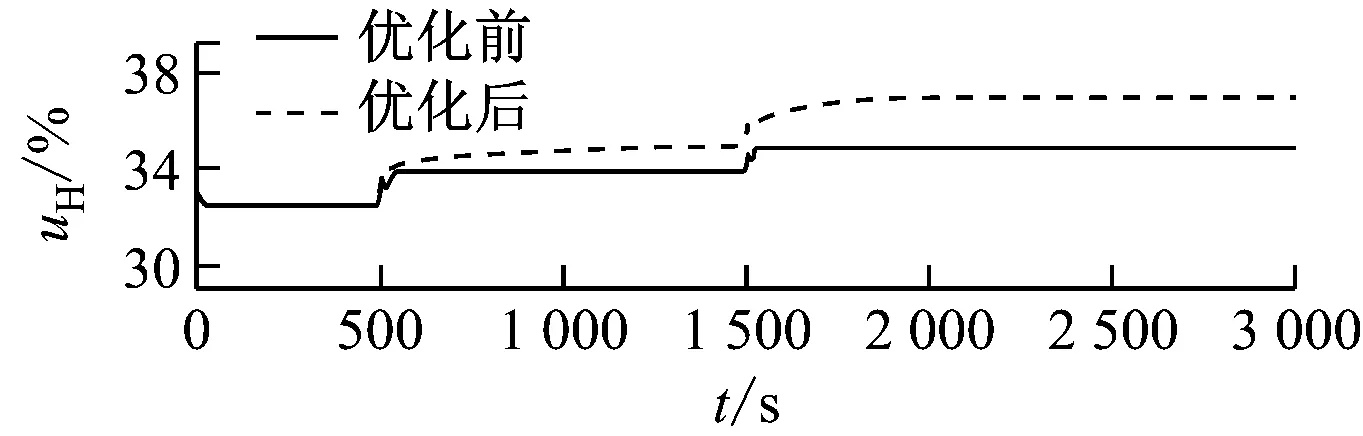
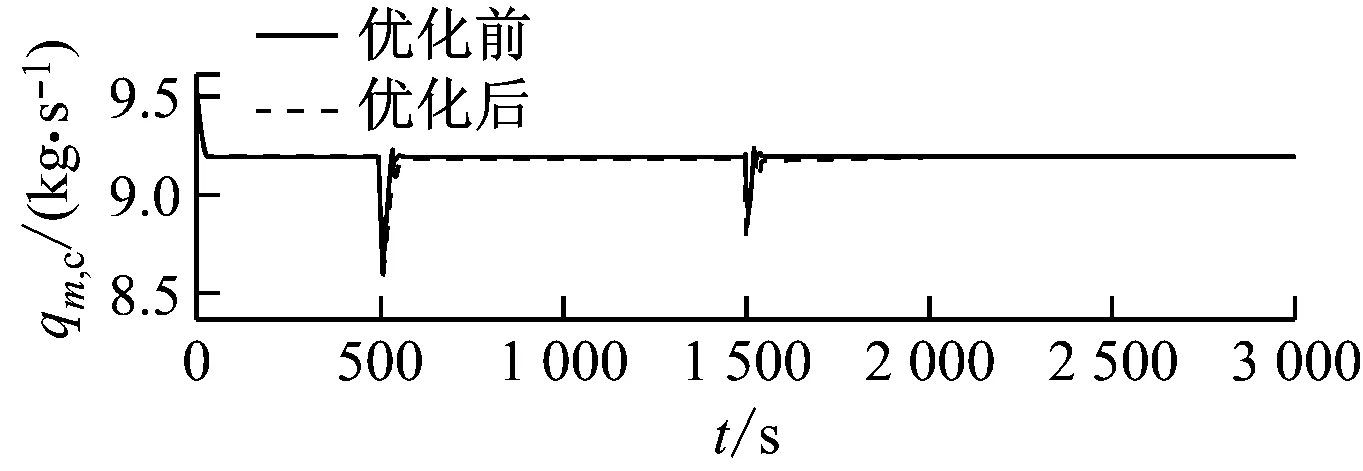
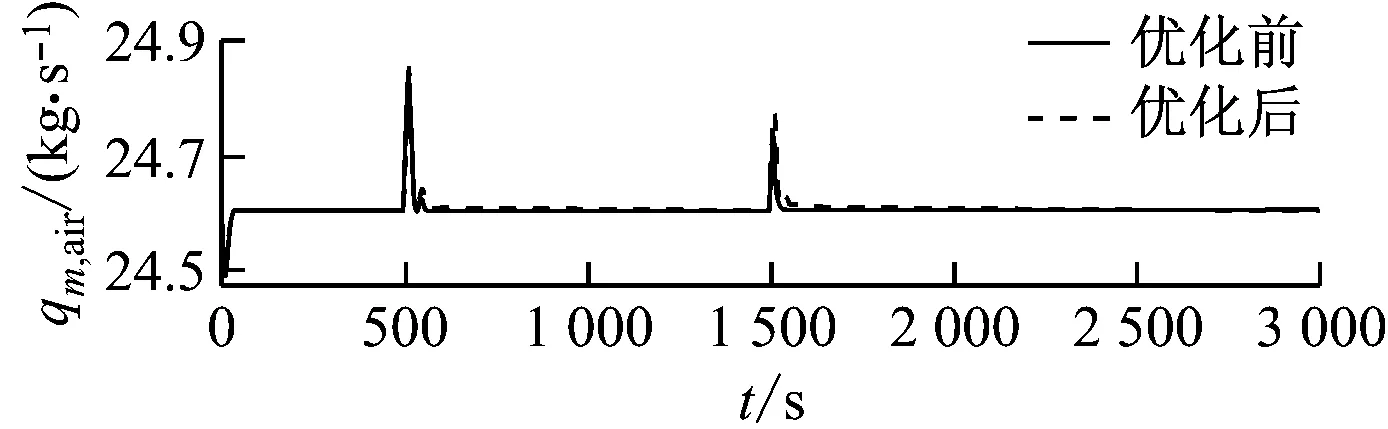
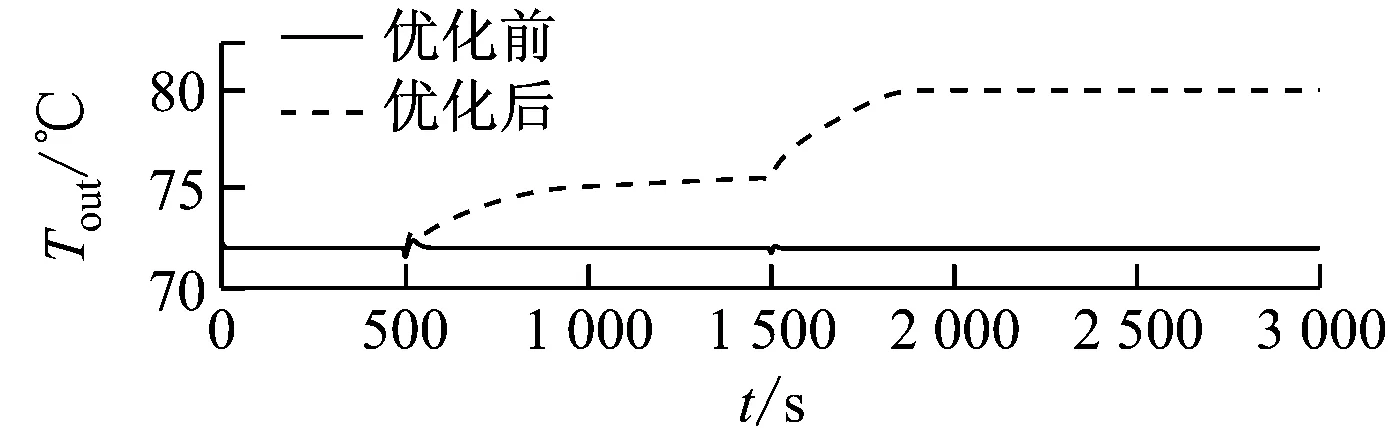
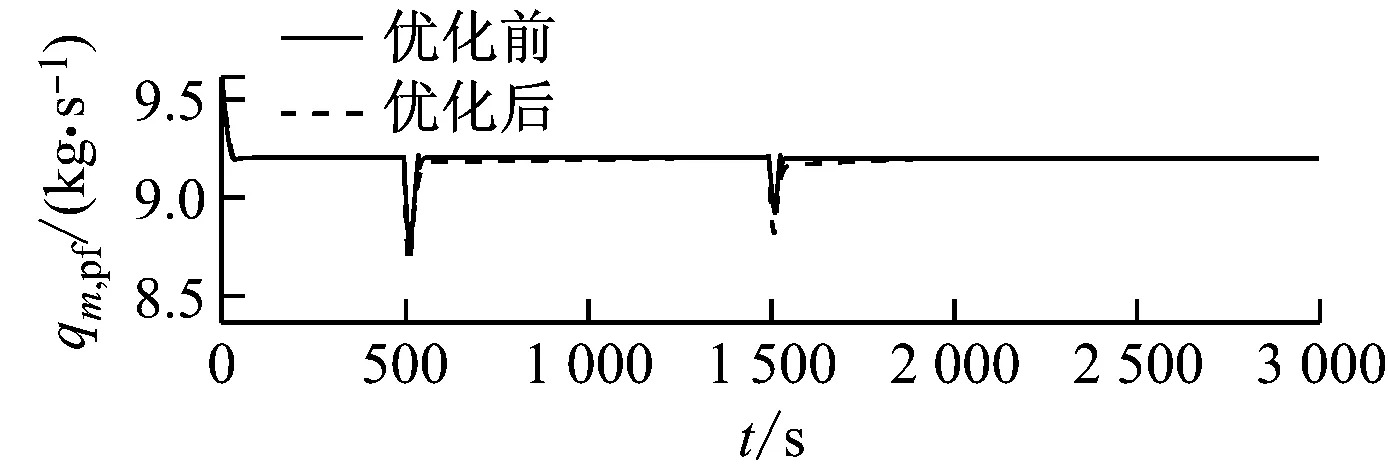
圖5~圖8給出了仿真過程中原煤水分質量分數和煤粉水分質量分數、各被控量設定值、各控制量以及被控量的變化曲線.由圖5~圖8可知,當原煤水分質量分數第一次由19.225%階躍升高至20.3%時,磨出口煤粉水分質量分數升高并超出其上限值3.2%,觸發了煤粉水分質量分數對磨出口溫度設定值的正向校正作用,使得磨出口溫度設定值升高,從而引起冷風門開度減小,熱風門開度增大,磨出口煤粉水分質量分數下降并穩定至3.2%附近,驗證了磨出口溫度定值優化對磨出口煤粉水分質量分數的調節作用;當原煤水分質量分數由20.3%階躍升高至21%時,磨出口煤粉水分質量分數再次升高并超出其上限值3.2%,再次觸發了煤粉水分質量分數對磨出口溫度設定值的正向校正作用,使得磨出口溫度設定值進一步升高并超出其最高設定值80 ℃,觸發了更高優先級的磨出口溫度保
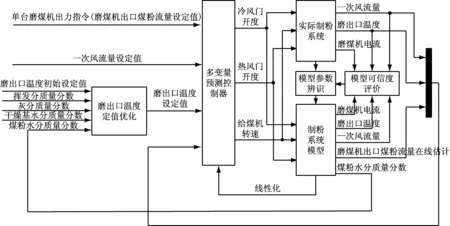
圖4 基于磨出口溫度定值優化的制粉系統多變量預測控制框圖
(a)
(b)
(a)
(b)
(c)
護動作.此時磨出口溫度設定值只能為其最高設定值,磨煤機內濕煤粉無法得到充分干燥,導致磨出口煤粉水分質量分數的穩態值超出其上限值3.2%,驗證了磨出口溫度定值優化對制粉系統的保護作用.
(a)
(b)
(c)
(a)
(b)
(c)
5 結 論
針對制粉系統多變量、非線性、強耦合的特點,在綜合考慮制粉系統設備安全和磨出口溫度節能最優的基礎上,設計了基于磨出口溫度定值優化的制粉系統多變量預測控制方案.經驗證,該控制方案能夠在確保制粉系統設備安全運行的前提下,盡可能地提高磨出口溫度,降低了入爐煤粉燃燒所需的汽化潛熱和著火熱,實現排煙熱量的合理利用,更好地保證了燃煤機組的安全穩定經濟運行.
[1] 李文華, 楊建國, 崔福興, 等. 提高中速磨煤機出口溫度對鍋爐運行的影響[J].中國電力, 2010, 43(10): 27-30.
LI Wenhua, YANG Jianguo, CUI Fuxing, et al. Influence of improving medium-speed pulverizer outlet temperature on the operation of boiler[J].ElectricPower, 2010, 43(10): 27-30.
[2] 張柯, 韋光輝, 盧佳樂, 等. 基于動態 RBF 網絡的預測控制在中速磨煤機優化控制的應用[J].化工自動化及儀表, 2016, 43(1): 58-61.
ZHANG Ke, WEI Guanghui, LU Jiale, et al. Application of dynamic RBF neural network-based predictive control in optimizing control over medium speed mill[J].ControlandInstrumentsinChemicalIndustry, 2016, 43(1): 58-61.
[3] ZHANG J, FEI M R, LI K, et al. Fuzzy modeling of a medium-speed pulverizer using improved genetic algorithms[C]//Proceedingsofthe2006InternationalConferenceonIntelligentComputing. Berlin Heidelberg, Germany: Springer, 2006: 1269-1274.
[4] MOHAMED O, WANG J H, AL-DURI B, et al. Predictive control of coal mills for improving supercritical power generation process dynamic responses[C]//ProceedingsoftheIEEEConferenceonDecisionandControl. Maui,USA: IEEE, 2012: 1709-1714.
[5] 曾德良, 高珊, 胡勇. MPS 型中速磨煤機建模與仿真[J].動力工程學報, 2015, 35(1): 55-61.
ZENG Deliang, GAO Shan, HU Yong. Modeling and simulation of MPS medium-speed coal mills[J].JournalofChineseSocietyofPowerEngineering, 2015, 35(1): 55-61.
[6] ZENG D L, HU Y, LIU J Z, et al. Soft sensing of coal moisture[J].Measurement, 2015, 60: 231-239.
[7] CAMACHO E F, BORDONS C. Model predictive control in the process industry[M]. London, UK: Springer Science & Business Media, 2012.
[8] CLARKE D W, MOHTADI C, TUFFS P S. Generalized predictive control—part I. The basic algorithm[J].Automatica, 1987, 23(2): 137-148.
[9] MACIEJOWSKI J M. Predictive control: with constraints[M]. Harlow, UK: Pearson Educa-tion, 2002.
[10] CAMACHO E F, ALBA C B. Model predictive control[M]. London,UK: Springer Science & Business Media, 2013.
[11] 徐少峰. 提高直吹式磨煤機出口溫度的試驗研究[J].浙江電力, 2010, 29(11): 46-48.
XU Shaofeng. Research on outlet temperature increase test of direct-fired pulverizers[J].ZhejiangElectricPower, 2010, 29(11): 46-48.
[12] 劉福國. 電站鍋爐入爐煤元素分析和發熱量的軟測量實時監測技術[J].中國電機工程學報, 2005, 25(6): 139-145.
LIU Fuguo. Real time identification technique for ultimate analysis and calorific value of burning coal in utility boiler[J].ProceedingsoftheCSEE, 2005, 25(6): 139-145.
[13] 李慶釗, 趙長遂, 武衛芳, 等. O2/CO2氣氛下煤粉燃燒反應動力學的試驗研究[J].動力工程, 2008, 28(3): 447-452.
LI Qingzhao, ZHAO Changsui, WU Weifang, et al. Kinetics of pulverized coal combustion under mixed O2/CO2atmospheres[J].JournalofPowerEngineering, 2008, 28(3): 447-452.
[14] LIU Q R, HU H Q, ZHOU Q, et al. Effect of inorganic matter on reactivity and kinetics of coal pyrolysis[J].Fuel, 2004, 83(6): 713-718.
Multivariable Predictive Control of a Pulverizing System Based on Outlet Temperature Optimization of the Coal Mill
GAOYaokui1,HUYong2,ZENGDeliang1,LIUJizhen1
(1. Beijing Key Laboratory of New Technology and System on Measuring and Control for Industrial Process, North China Electric Power University, Beijing 102206, China;2. Huaneng Clean Energy Research Institute, Beijing 102209, China)
2016-11-07
2016-12-21
高耀巋(1991-),男,寧夏銀川人,博士研究生,研究方向為火電廠制粉系統建模與優化控制. 電話(Tel.):15811456695; E-mail:gaoyaokui05@126.com.
1674-7607(2017)10-0814-07
TK223.25
A
470.30
猜你喜歡
童話王國·奇妙邏輯推理(2024年5期)2024-06-19 16:03:38
工業設計(2022年8期)2022-09-09 07:43:20
中學生數理化·八年級物理人教版(2021年12期)2021-12-31 03:23:08
軍民兩用技術與產品(2021年10期)2021-03-16 06:05:30
北京測繪(2020年12期)2020-12-29 01:33:58
中學生數理化·中考版(2020年10期)2020-11-27 01:59:48
中學生數理化·七年級數學人教版(2020年10期)2020-11-26 08:24:50
數學物理學報(2020年2期)2020-06-02 11:29:24
中國生殖健康(2019年2期)2019-08-23 08:12:08
家庭影院技術(2017年9期)2017-09-26 03:41:45
