關(guān)于精密(失蠟)鑄造工藝的研究
2017-10-16 06:02:03劉旭向東湖陳學(xué)勇
水泥技術(shù) 2017年5期
劉旭,向東湖,陳學(xué)勇
關(guān)于精密(失蠟)鑄造工藝的研究
Study on the Casting Technique of Precision Casting(Lost Wax Casting)
劉旭,向東湖,陳學(xué)勇
中材裝備集團(tuán)熱工分公司的第四代冷卻機(jī)用凹、凸密封件,對表面光潔度、裝配尺寸以及直線度的要求很高,采用傳統(tǒng)的砂型鑄造法鑄造成型,達(dá)不到產(chǎn)品設(shè)計(jì)要求。在《水泥技術(shù)》雜志2013年第5期《關(guān)于V法鑄造工藝的研究》一文中,介紹了V法鑄造工藝制作凹凸密封的研究,而本文主要介紹了另外一種制作凹凸密封的鑄造工藝——精密(失蠟)鑄造。
所謂精密(失蠟)鑄造,簡單地說就是用易熔材料(蠟料)制成可熔性的模型(簡稱熔模),在其上涂覆若干層特制的耐火涂料,經(jīng)過干燥和硬化形成一個(gè)整體型殼后,再用蒸汽或熱水從型殼中熔掉模型,然后把型殼置于砂箱中,在其四周填充干砂造型,最后將鑄型放入焙燒爐中高溫焙燒(如采用高強(qiáng)度型殼時(shí),可不必造型而將脫模后的型殼直接焙燒),鑄型或型殼經(jīng)焙燒后,澆注入熔融金屬而得到鑄件[1]。
精密(失蠟)鑄造,具有以下優(yōu)點(diǎn)[1]:
(1)尺寸精度高,光潔度好——尺寸精度最高可達(dá)到名義尺寸的5‰,粗糙度水平為Ra0.8~3.2μm,從而大大減輕了后續(xù)機(jī)械加工的工作負(fù)擔(dān),在近凈形甚至凈形情況下,機(jī)械加工幾乎全部被取消。
(2)能鑄造外形復(fù)雜的鑄件。
(3)能鑄異形復(fù)雜小孔及薄壁件鑄件。
(4)可用以鑄造的合金不受限制——適合于大部分鑄造合金,包括各種鑄鐵、碳素鋼、低合金鋼、工具鋼、不銹鋼、耐熱鋼、鎳合金、鈷合金、鈦合金、青銅、黃銅、鋁合金等。并且其總體加工效果比較穩(wěn)定,尤其適合難于鍛造、焊接、機(jī)械加工的材料。
目前,中材裝備集團(tuán)冷卻機(jī)設(shè)備的凹凸密封件采用該鑄造工藝制作。
1 精密(失蠟)鑄造工藝流程[1]
(1)設(shè)計(jì)澆注工藝;
(2)制作模具;
(3)向模具內(nèi)注蠟,再把蠟件取出,蠟件的形狀即澆注后鑄件的樣子;
(4)修理蠟件;
(5)將蠟件組到澆注系統(tǒng)上;
(6)制殼——首先將組好的蠟件放到漿料桶中,沾上漿料,然后取出,把蠟件放到砂子中,這樣蠟件表面就會(huì)沾上一層砂子,晾干,待這一層干燥后,繼續(xù)這樣的程序,一般五至六層即可,最后一層只沾漿料,不沾砂子;
(7)脫蠟——在制殼時(shí),蠟件表面不是完全被砂子包住,而是在水口頂露出一部分,這時(shí)將蠟件放到設(shè)備中,加熱,使蠟熔化,流出;
(8)澆注——澆注時(shí)需要把殼預(yù)熱一下;
(9)振殼、清理。
圖1為精密(失蠟)鑄造工藝流程簡圖。
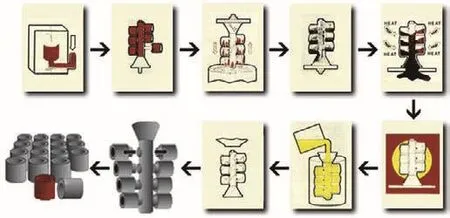
圖1 精密(失蠟)鑄造工藝流程簡圖
2 精密(失蠟)鑄造工藝的操作流程
精密(失蠟)的工藝如上所述,下面以本公司第四代冷卻機(jī)凹、凸密封件的制作流程為例來詳細(xì)解析該鑄造的操作流程。
2.1 制作鋼模模具
鋼模模具的制作是保證工件尺寸精度、外觀質(zhì)量的根本所在,鋼模制作的好壞,直接影響到蠟?zāi)V谱鞯馁|(zhì)量,故在制作采購鋼模時(shí),一定要選擇質(zhì)量優(yōu)良的模具廠家,見圖2。

圖2 凹凸密封用的鋼模模具
2.2 鋼模內(nèi)注蠟,制作工件蠟?zāi)?/p>
使用熔蠟設(shè)備將蠟融化,使用注射槍將熔融狀態(tài)的蠟從鋼模中間的小孔向其內(nèi)部注蠟,蠟充滿鋼模內(nèi)腔后,會(huì)從兩端的小冒口冒出,此時(shí),型腔內(nèi)充滿了蠟,工件蠟?zāi)P纬桑妶D3。

圖3 熔蠟平臺及注蠟工藝孔
工藝參數(shù):室溫20~24℃,壓射蠟溫50~55℃,壓射壓力0.2~0.5MPa,保壓時(shí)間10~20s,冷卻水溫度12~18℃。
2.3 冷卻鋼模,將工件蠟?zāi)H〕觯ζ溥M(jìn)行修邊、防變形
當(dāng)蠟充滿整個(gè)型腔內(nèi)壁后,為了加速開啟鋼模速率,在注完蠟后,將鋼模放入水中快速冷卻,冷卻完畢后將蠟?zāi)H〕觥H〕鱿災(zāi):螅瑢⑵浞胖迷谛拚脚_上進(jìn)行修邊,使其邊角平整光滑。
同時(shí),蠟?zāi)T谛拚笠欢ㄒ胖迷谄秸牟A嫔希ν姑芊庀災(zāi)_M(jìn)行壓平,對凹密封蠟?zāi)T诎疾蹆?nèi)放置一硬桿進(jìn)行固定,防止蠟?zāi)T诶鋮s過程中變形,見圖4。

圖4 蠟?zāi)P拚胺雷冃?/p>
2.4 蠟?zāi)=M裝澆注系統(tǒng)
制作完工件蠟?zāi):螅谱鳚沧⑾到y(tǒng)的蠟?zāi)#⒃诮M裝臺上對澆注蠟?zāi)_M(jìn)行加熱,再將其融合在工件蠟?zāi)I希纬梢唤M蠟?zāi)#唤M模完畢后使用三氯乙烷和酒精對其進(jìn)行清洗,并晾干。
2.5 制殼
當(dāng)蠟?zāi)=M裝完畢后,開始進(jìn)行制殼,首先涂覆面層涂料,最關(guān)鍵的一步是在蠟?zāi)け砻嫔辖佑|的第一層面層涂料,它是與鋼液直接接觸的,所以第一層面層涂料的好壞,直接影響工件的外觀質(zhì)量以及尺寸精度。
第一層面層涂料有水玻璃溶劑和鋯英粉(240目)。將蠟?zāi)7胖迷谒A軇┲袧櫇瘢又鴮櫇竦南災(zāi)7湃?40目的鋯英粉中,將鋯英粉粘接在蠟?zāi)ど希俜湃胗陕然@和氯化鋁組成的殼體硬化劑溶液中,浸泡25min后取出,用風(fēng)扇將其晾干。
其中,鋯英粉用于配置面層涂料;水玻璃溶劑用于蠟?zāi)1砻鏉櫇瘢WC鋯英粉與蠟?zāi)D芡繏焐稀KA軇┲兴AШ退呐浔仁?:3,見圖5。

圖5 第一層面層涂料所用的240目鋯英粉及水玻璃溶劑
第二層面層涂料使用80~120目的鋯英粉,其水玻璃溶劑的水玻璃含量比第一層的高出10%左右,其余步驟同上。
第三層、第四層面層涂料使用40~60目的鋯英粉,其水玻璃溶劑的水玻璃含量比第二層的又高出10%左右,其余步驟同上(即所用鋯英粉越粗,所需水玻璃溶劑的濃度越高,易于粘接)。
在完成面層涂料的四次涂覆后,開始進(jìn)行背層涂料的涂覆,背層涂料的主要功能在于加強(qiáng)殼體強(qiáng)度。背層涂料主要由濃度更高的水玻璃溶劑和煤矸石粉砂(16~30目)組成。其中水玻璃溶劑的水玻璃含量比面層涂料的第四層又高出10%左右。
第一層背層涂料涂覆完畢后,取出晾干,再放入由氯化銨和氯化鋁組成的殼體硬化劑溶液中,浸泡25min后取出,晾干,用細(xì)鐵絲將型殼進(jìn)行捆繞固定,加強(qiáng)殼體的強(qiáng)度。
重復(fù)進(jìn)行第二、三、四次的背層涂料涂覆,硬化、晾干,所用煤矸石粉砂和水玻璃溶劑均與第一層背層涂料相同,即將第一層背層涂料的工序再重復(fù)3次,鎳鐵絲只需在第一次背層涂料完成后捆綁一次即可,見圖6。

圖6 第一層背層涂料所用煤矸石粉及硬化處理
2.6 脫蠟、型殼焙燒
將殼體放入脫蠟設(shè)備中,將蠟脫出,并自然放置一天的時(shí)間。將脫完蠟的殼體放入爐中進(jìn)行焙燒,將殼體烘干并且燒結(jié),焙燒溫度為860℃,保溫1.5h,即可。
2.7 澆注、清理
在冶煉時(shí),按照配方進(jìn)行合金冶煉,在鋼液澆注前,對型殼進(jìn)行加熱,減少型腔和鋼液的溫度差,避免薄壁件急冷而引起的熱裂,同時(shí)延長排氣時(shí)間,更有利于鑄件內(nèi)部質(zhì)量,見圖7。

圖7 精密(失蠟)鑄造制作的凹凸密封
3 結(jié)語
經(jīng)過實(shí)踐證明,采用精密(失蠟)鑄造工藝制作凹凸密封件,可確保產(chǎn)品的高、精質(zhì)量,且外觀較好。同時(shí),該鑄造工藝也應(yīng)用在冷卻機(jī)最新式的活頁式篦板葉片的制作上,效果同樣較好。
[1]中國機(jī)械工程學(xué)會(huì)鑄造分會(huì).特種鑄造[M]//鑄造手冊(第二版):第6卷.北京:機(jī)械工業(yè)出版社,2006.■
TG249.5
A
1001-6171(2017)05-0044-03
2017-03-29; 編輯:趙 蓮
